TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024142353
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023054462
出願日
2023-03-30
発明の名称
塗布装置
出願人
東レエンジニアリング株式会社
代理人
主分類
B05C
5/02 20060101AFI20241003BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】塗布終了部における塗布液の引きずりを抑制することができる塗布装置を提供することを目的としている。
【解決手段】搬送される基材に対して塗布液を塗布する塗布装置であって、基材の搬送方向と直交する幅方向に長い吐出口と、前記吐出口と繋がり塗布液を前記吐出口に供給する塗布流路とが形成された塗布部と、前記塗布流路の容積を調節する容積調節機構と、を備えており、前記容積調節機構は、前記塗布部の前記塗布流路を形成する内壁部の一部を形成し、変形可能な容積調節部と、前記塗布流路の容積が塗布液を塗布しているときよりも塗布液の塗布を停止させるときの方が大きくなるように前記容積調節部を変形させる変形機構と、を有している構成とする。
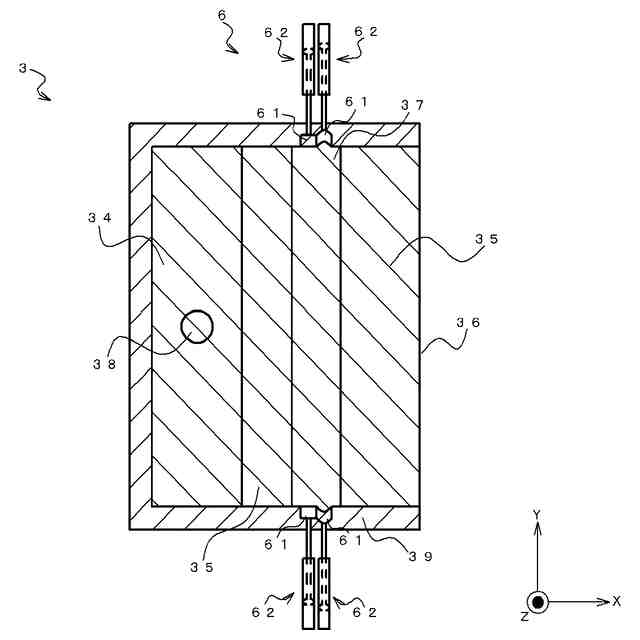
【選択図】図4
特許請求の範囲
【請求項1】
搬送される基材に対して塗布液を塗布する塗布装置であって、
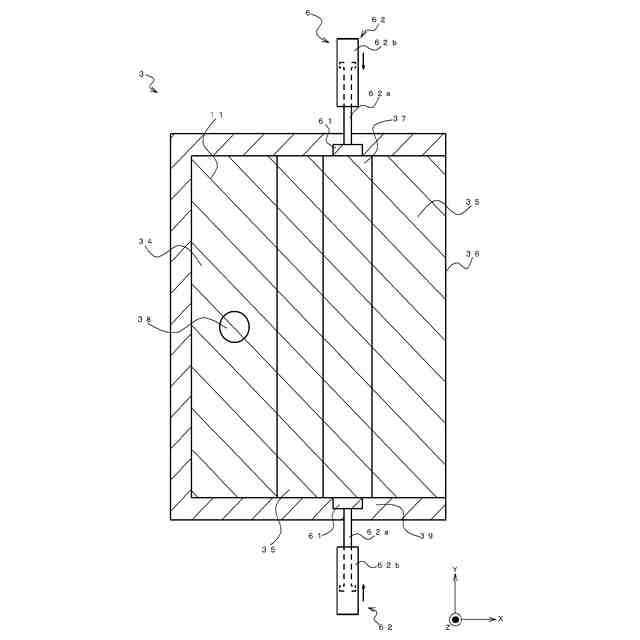
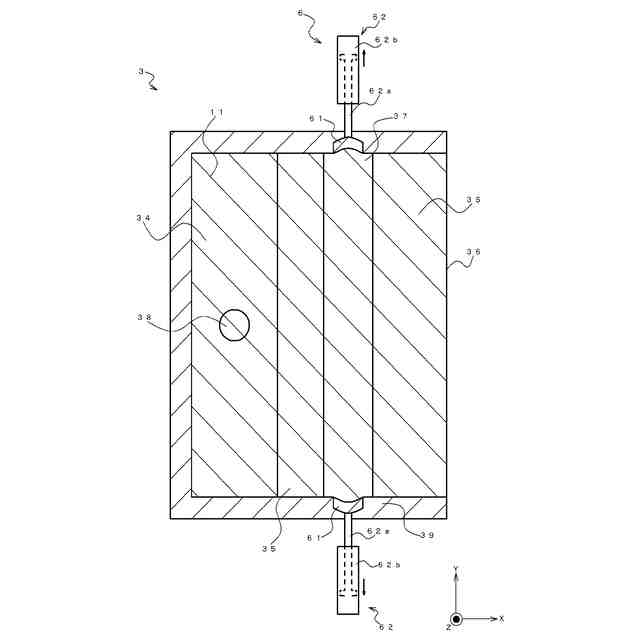
基材の搬送方向と直交する幅方向に長い吐出口と、前記吐出口と繋がり塗布液を前記吐出口に供給する塗布流路とが形成された塗布部と、
前記塗布流路の容積を調節する容積調節機構と、を備えており、
前記容積調節機構は、前記塗布部の前記塗布流路を形成する内壁部の一部を形成し、変形可能な容積調節部と、前記塗布流路の容積が塗布液を塗布しているときよりも塗布液の塗布を停止させるときの方が大きくなるように前記容積調節部を変形させる変形機構と、を有していることを特徴する塗布装置。
続きを表示(約 670 文字)
【請求項2】
前記容積調節機構は、前記幅方向における前記塗布部の前記塗布流路の両端部のそれぞれを形成する内壁部の一部を形成する一対の前記容積調節部を有していることを特徴とする請求項1に記載の塗布装置。
【請求項3】
前記塗布流路は、前記幅方向に長く塗布液を溜める空間である第1のマニホールドと、前記幅方向に広く前記第1のマニホールドと前記吐出口とを繋ぐスリットと、前記第1のマニホールドと前記吐出口との間に形成され前記第1のマニホールドよりも容積が小さい第2のマニホールドと、を有しており、
前記容積調節部は、前記塗布部の前記第2のマニホールドを形成する内壁部の一部に形成されていることを特徴とする請求項1又は請求項2に記載の塗布装置。
【請求項4】
前記容積調節部がダイヤフラムであることを特徴とする請求項1又は請求項2に記載の塗布装置。
【請求項5】
前記容積調節部がバイメタルであることを特徴とする請求項1又は請求項2に記載の塗布装置。
【請求項6】
前記容積調節部が圧電素子であることを特徴とする請求項1又は請求項2に記載の塗布装置。
【請求項7】
前記容積調節機構は、前記容積調節部を複数有しており、
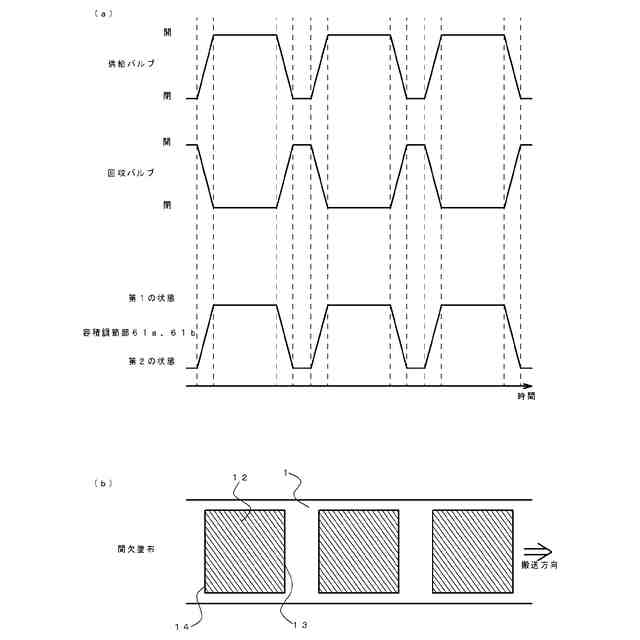
前記変形機構は、前記塗布流路の容積が塗布液の塗布を停止させるときよりも小さくなるように各々の前記容積調節部を変形させるときに、各々の前記容積調節を時間差をもたせて変形させることを特徴とする請求項1又は請求項2に記載の塗布装置。
発明の詳細な説明
【技術分野】
【0001】
基材に塗布液を塗布して塗膜を形成する塗布装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
リチウムイオン電池は、ロールツーロールで搬送されるアルミ箔や、銅箔などのシート状の基材に対して、電極材料のスラリーを塗布して塗膜を形成し、形成した塗膜を乾燥させることで正極、負極が形成されている。
【0003】
そして、搬送される基材に塗布液を塗布する工程では、生産性向上のための高速化、塗布液のロス軽減のために塗布液を間欠的に塗布することが行われている。すなわち、ロールツーロールで搬送される基材に対して塗布液の塗布と塗布の中断が繰り返されて、基材の搬送方向において各々の塗膜間に一定の間隔が空くように基材上に塗膜を連続的に形成している。
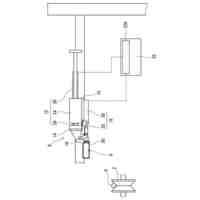
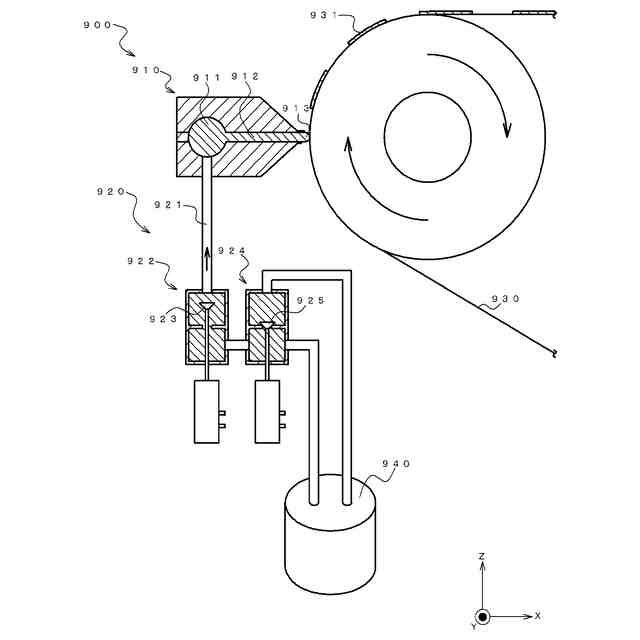
【0004】
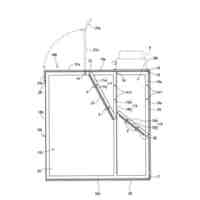
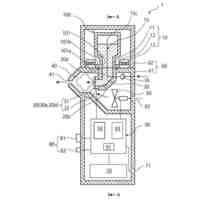
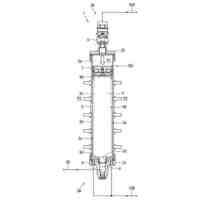
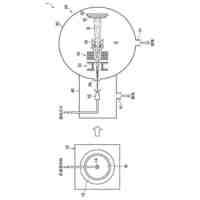
下記特許文献1には、塗布液を間欠的に塗布する塗布装置が開示されている。この塗布装置は、図8に示すように、塗布液を塗布する塗布部910と、塗布部910に塗布液を供給する供給機構920と、を備え、供給機構920から塗布部910に供給された塗布液が、塗布部910の内部に形成されたマニホールド911およびスリット912を経由して、基材930と対向する吐出口913から吐出される。
【0005】
また、供給機構920は、図8に示すように、塗布液を貯留するタンク940と塗布部910を連結する供給路921と、供給路921の途中に設けられた供給バルブ922と、を有しており、供給バルブ922の内部に設けられた弁体923の位置がモータの駆動により変化することによって、塗布液の流路を形成する開状態と塗布液の流路を遮断する閉状態との2つの状態に切り替える。ここで、塗布装置900は、供給バルブ922を開状態に切り替えたときに塗布部910の吐出口913から塗布液が吐出されて塗布液の塗布を開始し、供給バルブ922を閉状態に切り替えたときに塗布部910への塗布液の供給が途切れて塗布液の塗布を中断する。すなわち、塗布装置900は、弁体923の位置を変化させて供給バルブ922の開状態と閉状態の切り替えを繰り返すことによって、基材上に塗布液を間欠的に塗布している。
【0006】
また、図8に示すように、供給バルブ922よりも手前の供給路921の途中には回収バルブ924があり、回収バルブ924の内部に設けられた弁体925の位置がモータの駆動により変化することによって、回収バルブ924を開状態と閉状態に切り替える。ここで、塗布装置900は、供給バルブ922を閉状態に切り替え回収バルブ924を開状態に切り替えることによって塗布液の塗布を中断して塗布液をタンク940に回収し、供給バルブ922を開状態に切り替え回収バルブ924を閉状態に切り替えることによって、塗布液の塗布を行っている。
【先行技術文献】
【特許文献】
【0007】
特開2014-188449号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
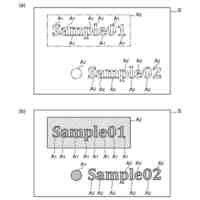
しかし、上記塗布装置900では、塗布終了部において塗布液の引きずりが生じるという問題があった。具体的には、上記塗布装置900では、供給バルブ922を閉状態に切り替えて塗布部910による塗布液の塗布を中断する際に、供給路921の上流側に向かって弁体923の位置を変化させて塗布部910内の圧力を低減させることによって、吐出口913から供給路921に向かって塗布液を引き込み、吐出口913における液切りを行っている。このように、上記塗布装置900では、吐出口913から離れた位置に設けられた供給バルブ922の弁体923の動作によって、塗布部910内の圧力を低減させているため、その効果が吐出口913に及びにくくなっていた。そのため、吐出口913における液切りを十分に行うことができず、図9(a)に示すように塗膜931の終端である塗布終了部932において塗布液の引きずり933が生じる場合があった。
【0009】
本発明は、上記問題点を鑑みてなされたものであり、塗布終了部における塗布液の引きずりを抑制することができる塗布装置を提供することを目的としている。
【課題を解決するための手段】
【0010】
上記課題を解決するために本発明の塗布装置は、搬送される基材に対して塗布液を塗布する塗布装置であって、基材の搬送方向と直交する幅方向に長い吐出口と、前記吐出口と繋がり塗布液を前記吐出口に供給する塗布流路とが形成された塗布部と、前記塗布流路の容積を調節する容積調節機構と、を備えており、前記容積調節機構は、前記塗布部の前記塗布流路を形成する内壁部の一部を形成し、変形可能な容積調節部と、前記塗布流路の容積が塗布液を塗布しているときよりも塗布液の塗布を停止させるときの方が大きくなるように前記容積調節部を変形させる変形機構と、を有していることを特徴としている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社シロハチ
換気ブース
2か月前
個人
塗装ハンドル
1か月前
株式会社デュプロ
シート装飾方法
27日前
株式会社オンテックス
塗料塗布具
1か月前
東レエンジニアリング株式会社
塗布装置
1か月前
株式会社大気社
塗装装置
7日前
株式会社テクノコア
液体噴霧用ノズル
2か月前
有光工業株式会社
液体噴射装置
1か月前
株式会社吉谷機械製作所
放水装置
6日前
株式会社吉野工業所
吐出器
7日前
株式会社三鷹ホールディングス
薬液噴霧器
1か月前
株式会社吉野工業所
液体噴出器
2か月前
トヨタ自動車株式会社
空調システムの制御方法
1か月前
株式会社吉野工業所
吐出器
1か月前
兵神装備株式会社
流動物供給装置
27日前
株式会社オプトラン
成膜方法及び成膜装置
1か月前
株式会社吉野工業所
ポンプ式吐出器
7日前
東レ株式会社
シート状基材への塗布装置および塗布方法
6日前
本多電子株式会社
超音波霧化装置及び超音波霧化方法
28日前
兵神装備株式会社
ノズルおよび塗布装置
28日前
パナソニックIPマネジメント株式会社
噴霧装置
1か月前
株式会社ウレタンメンテナンスサービス
塗布装置
14日前
TDK株式会社
霧化装置、及び、霧化方法
14日前
山陽特殊製鋼株式会社
スプレー機
27日前
株式会社カワタ
コーティング装置およびコーティング方法
7日前
カシオ計算機株式会社
印刷装置
1か月前
株式会社吉野工業所
吐出アタッチメント
1か月前
株式会社ディスコ
液状樹脂塗布装置
1か月前
全智新系統科技股分有限公司
回転塗布装置
2か月前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
株式会社吉野工業所
トリガー式液体噴出器
2か月前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
株式会社吉野工業所
トリガー式液体噴出器
7日前
株式会社吉野工業所
トリガー式液体噴出器
7日前
株式会社吉野工業所
トリガー式液体噴出器
7日前
ハンファ精密機械株式会社
ディスペンサ
20日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ