TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024141038
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023052470
出願日
2023-03-28
発明の名称
テープ貼付装置、及びテープ貼付方法
出願人
東レエンジニアリング株式会社
,
国立大学法人東京工業大学
代理人
個人
,
個人
主分類
B29C
70/38 20060101AFI20241003BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ワークの形状誤差を吸収しながら押圧部を被貼付面の形状に倣わせる動作の応答性を向上させることができるテープ貼付装置を提供すること。
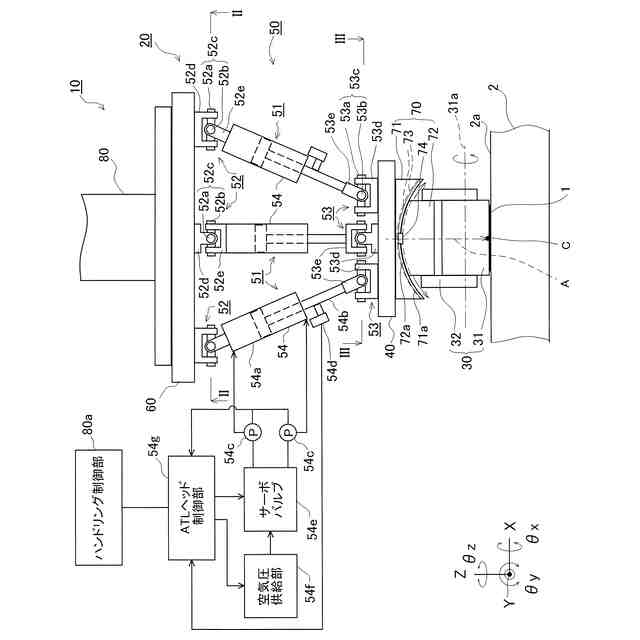
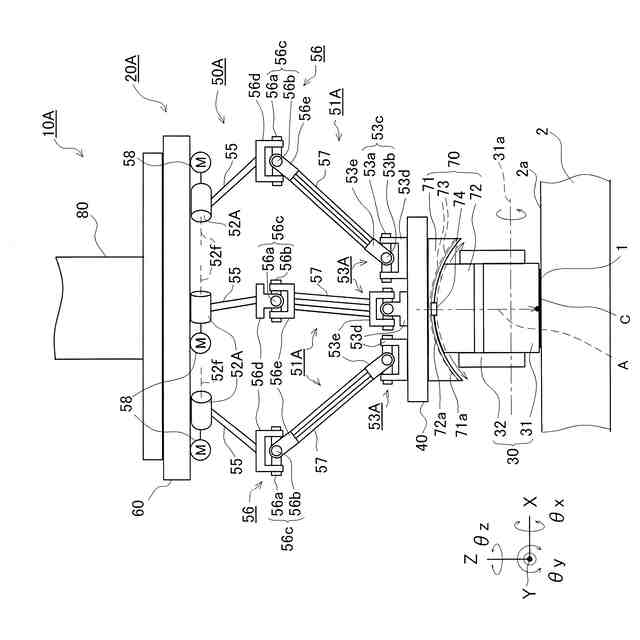
【解決手段】被貼付面2a上にテープ1を所定の貼付方向に貼り付けるATL装置10であって、押圧部30と回動機構70とエンド部40とパラレルリンク機構50とベース部60とを有する貼付ヘッド20を備え、押圧部30は、テープ1を被貼付面2aに貼り付けるものであり、回動機構70は、押圧部30を被貼付面2aの形状に倣うように所定の貼付方向の軸周りに回動可能とするものであり、エンド部40は、押圧部30と回動機構70とを保持するものであり、パラレルリンク機構50は、エンド部40をベース部60に対して並進3自由度で相対移動させるように構成されたものであり、ベース部60は、パラレルリンク機構50のエンド部40側とは反対側を保持するものである。
【選択図】図1
特許請求の範囲
【請求項1】
被貼付面上にテープを所定の貼付方向に貼り付けるテープ貼付装置であって、
押圧部と、回動機構と、エンド部と、パラレルリンク機構と、ベース部と、を有する貼付ヘッドを備え、
前記押圧部は、前記テープを前記被貼付面との間に挟持、押圧しつつ前記テープを前記被貼付面に貼り付けるものであり、
前記回動機構は、少なくとも前記押圧部を前記被貼付面の形状に倣うように前記所定の貼付方向の軸周りに回動可能とするものであり、
前記エンド部は、前記押圧部と前記回動機構とを保持するものであり、
前記パラレルリンク機構は、前記エンド部を前記ベース部に対して並進3自由度で相対移動させるように構成されたものであり、
前記ベース部は、前記パラレルリンク機構の前記エンド部側とは反対側を保持するものであることを特徴とするテープ貼付装置。
続きを表示(約 2,000 文字)
【請求項2】
前記パラレルリンク機構が、
前記ベース部と前記エンド部との間に並列に設けられる3本のリンク部と、
これら各リンク部の両端に設けられるジョイント部とを含んで構成され、
前記ジョイント部が、2自由度を有する自在継手であることを特徴とする請求項1記載のテープ貼付装置。
【請求項3】
前記自在継手が、
第1軸と第2軸とを備えた交差軸部と、
前記第1軸に回転自在に支持された第1ヨークと、
前記第2軸に回転自在に支持された第2ヨークとを備え、
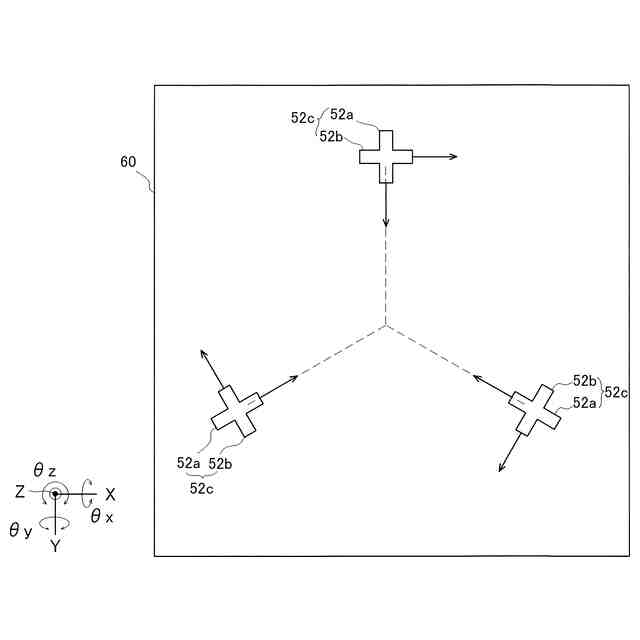
前記ベース部の3カ所に前記自在継手の前記第1ヨークがそれぞれ所定の向きに固定され、
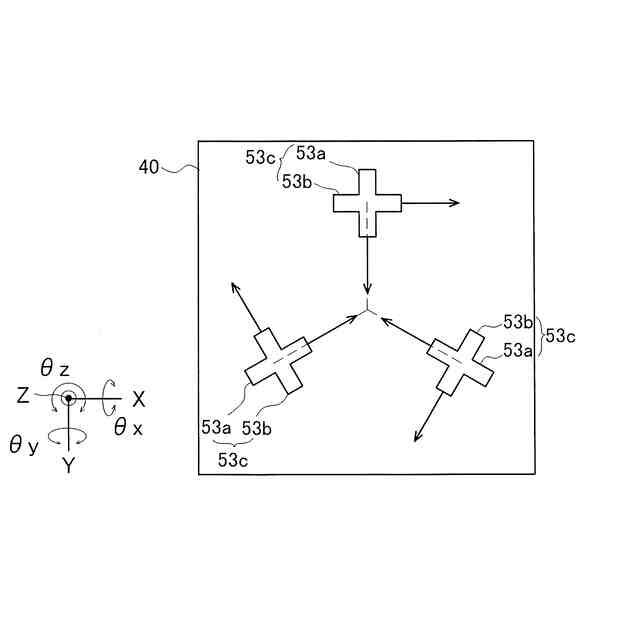
前記エンド部の3カ所に前記自在継手の前記第1ヨークがそれぞれ所定の向きに固定され、
前記各リンク部の両端に前記自在継手の前記第2ヨークがそれぞれ固定され、
前記所定の向きが、前記第1軸又は前記第2軸の軸線が1点で交わる向きであることを特徴とする請求項2記載のテープ貼付装置。
【請求項4】
前記各リンク部が、直動ジョイントを含んで構成されていることを特徴とする請求項2又は請求項3記載のテープ貼付装置。
【請求項5】
前記パラレルリンク機構が、
前記ベース部と前記エンド部との間に並列に設けられる3本のリンク部と、
これら各リンク部の一端と前記ベース部との間に設けられる第1ジョイント部と、
前記各リンク部の他端と前記エンド部との間に設けられる第2ジョイント部とを含んで構成され、
前記各リンク部が、前記ベース部側の第1アームと、前記エンド部側の第2アームと、これら前記第1アームと前記第2アームとの間に設けられる第3ジョイント部とを含んで構成されていることを特徴とする請求項1記載のテープ貼付装置。
【請求項6】
前記第1ジョイント部が、1自由度を有する回転ジョイントで構成され、
前記第2ジョイント部が、2自由度を有する第1自在継手で構成され、
前記第3ジョイント部が、2自由度を有する第2自在継手で構成されていることを特徴とする請求項5記載のテープ貼付装置。
【請求項7】
前記ベース部の3か所に前記回転ジョイントがそれぞれ所定の向きに取り付けられ、
該所定の向きが、前記回転ジョイントの回転軸が前記ベース部面上で120度回転対称となる向きであり、
前記第1自在継手と前記第2自在継手とが、
第1軸と第2軸とを備えた交差軸部と、
前記第1軸に回転自在に支持された第1ヨークと、
前記第2軸に回転自在に支持された第2ヨークとをそれぞれ備え、
前記第1アームの前記第2アーム側の端部に前記第2自在継手の前記第1ヨークがそれぞれ所定の向きに固定され、
前記第2アームの前記第1アーム側の端部に前記第2自在継手の前記第2ヨークがそれぞれ固定され、
前記エンド部の3カ所に前記第1自在継手の前記第1ヨークがそれぞれ所定の向きに固定され、
前記第2アームの前記エンド部側の端部に前記第1自在継手の前記第2ヨークがそれぞれ固定され、
前記所定の向きが、前記第1軸又は前記第2軸の軸線が1点で交わる向きであることを特徴とする請求項6記載のテープ貼付装置。
【請求項8】
前記回動機構が、前記押圧部の姿勢を検出する姿勢検出部を備え、
前記パラレルリンク機構が、
前記姿勢検出部で検出された前記押圧部の姿勢に基づいて、前記押圧部が前記被貼付面に対して所定方向から所定の押圧力を付与するように、前記各リンク部を動作させて前記エンド部を並進運動させるように構成されていることを特徴とする請求項1~3、5~7のいずれかの項に記載のテープ貼付装置。
【請求項9】
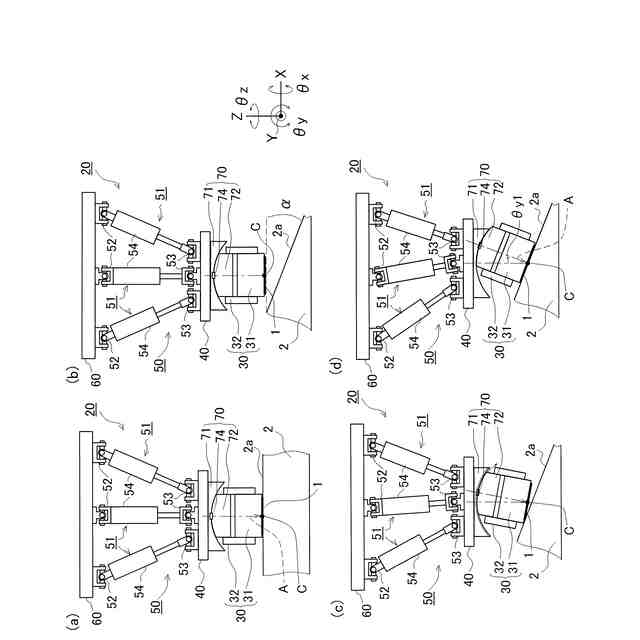
前記回動機構が、前記被貼付面に対する前記押圧部の接触中心点を通り、前記所定の貼付方向に平行な軸周りに回動可能に構成されていることを特徴とする請求項1~3、5~7のいずれかの項に記載のテープ貼付装置。
【請求項10】
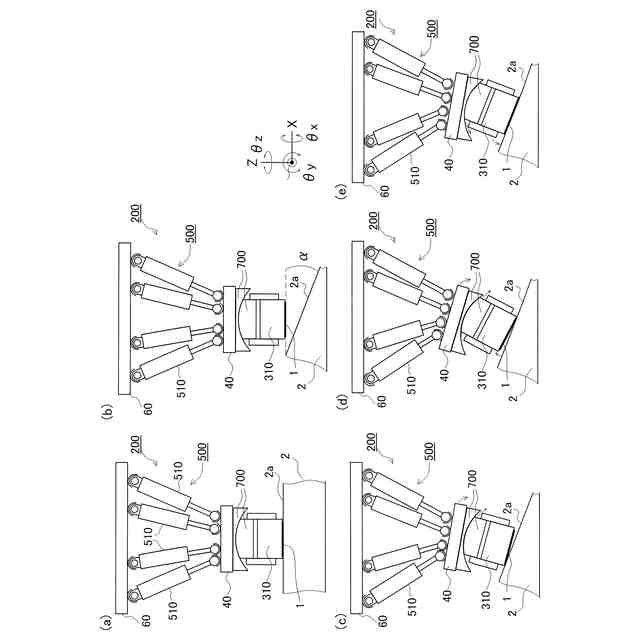
押圧部と、回動機構と、エンド部と、パラレルリンク機構と、ベース部と、を有する貼付ヘッドを備えたテープ貼付装置を用いて、被貼付面上にテープを所定の貼付方向に貼り付けるテープ貼付方法であって、
前記パラレルリンク機構により前記エンド部を前記ベース部に対して並進3自由度で相対移動させつつ、
前記回動機構により少なくとも前記押圧部を前記被貼付面の形状に倣うように所定の回動軸周りに回動させて、
前記押圧部の押圧位置及び/又は押圧姿勢を前記被貼付面の形状に倣うように動作させながら、前記テープを前記被貼付面上に貼り付けることを特徴とするテープ貼付方法。
発明の詳細な説明
【技術分野】
【0001】
本発明はテープ貼付装置、テープ貼付方法に関し、より詳細には、テープを被貼付面に貼り付けることにより、繊維強化プラスチック(FRP)成形品などを製造する際に用いられるテープ貼付装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
予め樹脂が含浸された炭素繊維等の繊維束をテープ状に成形したもの(プリプレグテープ、UDテープなどとも呼ぶ)を被貼付面に貼付けてゆくことで、所望の形状をした繊維強化プラスチック(FRP:Fiber Reinforced Plastics)成形品を製造する方法が知られている。
【0003】
これらの製法は、ATL(Auto Tape Layup)、ATW(Auto Tape Welding)、AFP(Auto Fiber Placement)など種々の称呼があるが、これらは厳密に区別されているものではない。本明細書に於いては、テープを押圧しながら被貼付面に貼付けていく製法を総称してATLと呼び、その装置(テープ貼付装置)をATL装置と呼ぶこととする。
【0004】
本出願人らは、先に下記の特許文献1に開示されたATL装置を提案した。特許文献1記載のATL装置は、ATLヘッドが、押圧部と、パラレルリンク機構とを備えた構成となっている。
【0005】
特許文献1記載のATL装置によれば、前記パラレルリンク機構の動作制御により、ワークの被貼付面にテープを押し付ける前記押圧部の押圧位置及び/又は押圧姿勢を前記被貼付面の形状に倣うように動作させることが可能となり、前記ワークの形状が設計データから幾らかの形状誤差を有している場合であっても、前記被貼付面に対する前記押圧部の押圧状態を一定に保つことが可能となり、前記テープの貼付性能を高めることが可能となった。
【0006】
しかしながら、特許文献1記載のATL装置では、前記被貼付面の形状誤差が前記パラレルリンク機構の制御で吸収しきれない程度以上に大きくなると、前記パラレルリンク機構の制御だけでは、その誤差を吸収しきれずに、前記押圧部のローラが前記被貼付面に片当たりする状態になることもあり、テープを前記被貼付面に押圧できない部分が生じることもあった。
【0007】
前記パラレルリンク機構の制御では、インピーダンス制御のパラメータ(慣性、粘性等)を調整することにより、前記形状誤差の吸収代を変えることが可能である。しかしながら、前記吸収代が大きくなるように前記パラメータの調整を行うと、前記被貼付面に対する前記ローラの押圧位置や押圧姿勢の制御精度が低下し、前記被貼付面に対する前記ローラの押圧荷重がばらつきやすくなるという課題が生じた。
【0008】
そこで係る課題を解決するために本出願人らは、特願2022-040026号(2022年3月15日出願、以下先願と記す)において次の発明を出願した。
先願記載のテープ貼付装置は、押圧部と、エンド部と、パラレルリンク機構と、ベース部とを有する貼付ヘッドを備え、前記パラレルリンク機構は、前記エンド部の位置及び/又は姿勢を変位させ、前記押圧部の押圧位置及び/又は押圧姿勢を被貼付面の形状に倣うように動作するものであり、さらに、少なくとも前記押圧部を前記被貼付面の形状に応じて所定の回動軸周りに回動可能とする回動機構を有することを特徴としている。
【0009】
先願記載のテープ貼付装置によれば、前記回動機構により少なくとも前記押圧部を前記被貼付面の形状に応じて所定の回動軸周りに回動させることにより、前記パラレルリンク機構による前記エンド部の姿勢制御では吸収しきれない前記被貼付面の形状誤差に対する誤差吸収性を高め、前記被貼付面に対する前記押圧部の倣い性を向上させることが可能となっている。
【0010】
[発明が解決しようとする課題]
しかしながら、上記先願記載のテープ貼付装置では、例えば、ワークの被貼付面がテープの貼付方向に対してロール方向の傾斜を有し、ワークの被貼付面の形状誤差を有する部分が滑らかな(小さな)形状誤差ではなく、ステップ(階段)状などの大きな形状誤差を有している場合、被貼付面の形状誤差を吸収しながら押圧部を被貼付面の形状に倣わせる動作の応答性が一時的に低下する場合があった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
シート成形口金
10か月前
東レ株式会社
金型の製造方法
10か月前
津田駒工業株式会社
連続成形機
8か月前
東レ株式会社
プリプレグテープ
2か月前
個人
射出ミキシングノズル
1か月前
株式会社日本製鋼所
押出機
1か月前
輝創株式会社
接合方法
10か月前
帝人株式会社
成形体の製造方法
4か月前
株式会社リコー
シート剥離装置
3か月前
株式会社シロハチ
真空チャンバ
27日前
東レ株式会社
一体化成形品の製造方法
3か月前
東レ株式会社
延伸フィルムの製造方法
10か月前
株式会社日本製鋼所
押出成形装置
2か月前
グンゼ株式会社
印刷層の除去方法
10か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
六浦工業株式会社
接着装置
10か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社リコー
シート処理システム
3か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社リコー
シート処理システム
3か月前
株式会社城北精工所
押出成形用ダイ
8か月前
個人
超高速射出点描画による熱溶解積層法
10か月前
トヨタ自動車株式会社
真空成形装置
6か月前
トヨタ自動車株式会社
真空成形方法
6か月前
小林工業株式会社
振動溶着機
5か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
株式会社コスメック
磁気クランプ装置
2か月前
日本プラスト株式会社
嵌合構造
1か月前
株式会社イクスフロー
成形装置
7か月前
三光合成株式会社
ガス排出供給構造体
1か月前
株式会社日本製鋼所
射出成形機
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































