TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024138120
公報種別
公開特許公報(A)
公開日
2024-10-07
出願番号
2024122023,2020177949
出願日
2024-07-29,2020-10-23
発明の名称
圧入装置及び圧入方法
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
B23P
19/02 20060101AFI20240927BHJP(工作機械;他に分類されない金属加工)
要約
【課題】外側面に緩衝部材が配設された柱体を筒状部材の内部に圧入する際に、これらの部材の間の摩擦係数の大小に拘わらず、これらを確実に所期の位置関係となるようにマウントする。
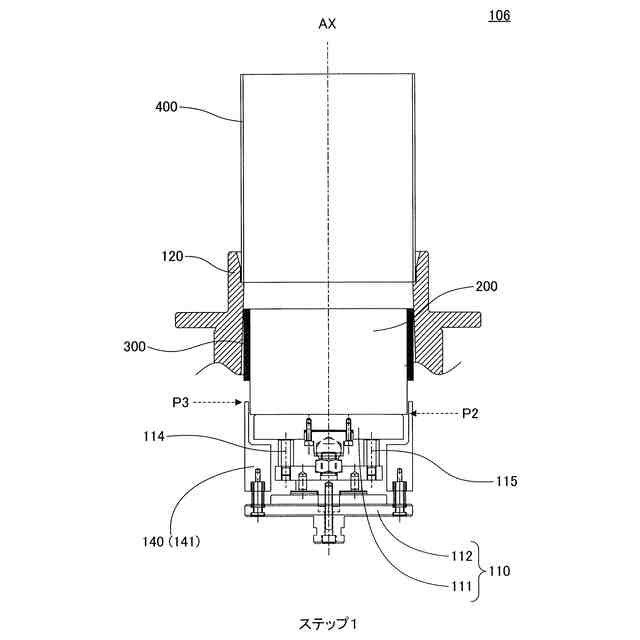
【解決手段】外側面に緩衝部材が配設された柱体の軸が鉛直方向となる姿勢にて柱体を下方から支持する第1支持部と柱体の上方において柱体と同軸状となるように筒状部材を支持する第2支持部と柱体及び筒状部材を鉛直方向に近付けて柱体と緩衝部材との組を筒状部材の内部に圧入する圧入部とを備える圧入装置において、筒状部材の内周面と柱体の外側面との間において緩衝部材の下端面と鉛直方向に対向する当接面を有し且つ圧入の開始から終了までは筒状部材及び第2支持部の何れとも干渉しないように構成された当接治具を圧入前の緩衝部材の下端面の鉛直方向における位置から柱体の下端面の鉛直方向における位置までの範囲に含まれる所定の位置に当接面が位置するように設ける。
【選択図】図8
特許請求の範囲
【請求項1】
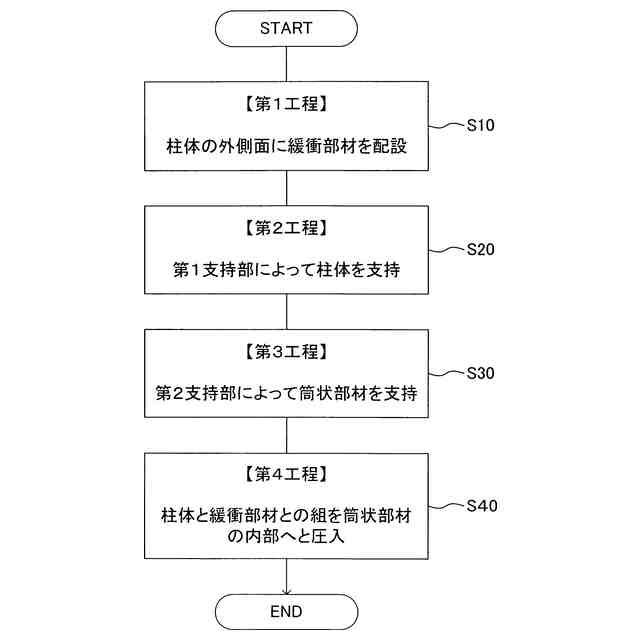
外側面に緩衝部材が配設された柱体の軸方向が鉛直方向に対して平行となる姿勢にて前記柱体を下方から支持する支持台を有する第1支持部と、
前記第1支持部によって支持された前記柱体の上方において前記柱体と同軸状となる姿勢にて筒状部材を支持する第2支持部と、
前記第1支持部によって支持された前記柱体と前記第2支持部によって支持された前記筒状部材とを鉛直方向において相互に近接するように駆動して前記柱体と前記緩衝部材との組の前記筒状部材の内部への圧入を実行する圧入部と、
を備える圧入装置であって、
前記圧入装置は、水平面への垂直投影における前記筒状部材の内周面と前記柱体の外側面との間の領域内において前記緩衝部材の下端面と鉛直方向において対向する面である当接面を有し且つ前記第1支持部とは別体の部材である当接治具を更に備え、
前記当接治具は、前記圧入の開始から終了までの期間において前記筒状部材及び前記第2支持部の何れとも干渉しないように構成されており且つ前記圧入が実行される前の前記緩衝部材の下端面の鉛直方向における位置である第1位置から前記第1位置よりも鉛直方向において下方に位置する前記柱体の下端面の鉛直方向における位置である第2位置までの範囲である第1範囲に含まれる所定の位置に前記当接面が固定されているか或いは前記第1範囲に含まれる所定の範囲に亘って鉛直方向において前記当接面が進退自在であり且つ前記第2位置よりも下方に前記当接面が位置することが無いように配設されている、
ことを特徴とする、
圧入装置。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載された圧入装置であって、
前記当接治具は、前記圧入の開始から終了までの期間において前記第1範囲に含まれる所定の位置である第3位置に前記当接面が固定されるように配設されている、
ことを特徴とする、
圧入装置。
【請求項3】
請求項1に記載された圧入装置であって、
前記当接治具は、
前記第1範囲に含まれる所定の位置である第3位置から前記第1範囲に含まれ且つ前記第3位置よりも下方に位置する第4位置までの範囲である第2範囲に亘って前記当接面が鉛直方向において進退自在であるように構成されており、且つ
前記圧入が開始される時点においては前記第3位置に前記当接面が位置するように配設されており、
前記圧入装置は、前記当接面が上向きに付勢されるように前記当接治具を駆動する付勢部を更に備え、且つ
前記付勢部は、前記緩衝部材の下端面と前記当接面とが当接する時点から前記圧入が終了する時点までの期間のうちの少なくとも一部の期間において、前記付勢部によって前記当接面に上向きに付与される力である付勢力が、前記緩衝部材の下端面が前記当接面を下向きに押圧する力である押圧力よりも小さいように構成されている、
ことを特徴とする、
圧入装置。
【請求項4】
請求項1に記載された圧入装置であって、
前記当接治具は、
前記第1範囲に含まれる所定の位置である第3位置から前記第1範囲に含まれ且つ前記第3位置よりも下方に位置する第4位置までの範囲である第2範囲に亘って前記当接面が鉛直方向において進退自在であるように構成されており、且つ
前記圧入が開始される時点においては前記第3位置に前記当接面が位置するように配設されており、
前記圧入装置は、前記第2範囲に亘って所定の速度にて前記当接面が移動するように前記当接治具を駆動する駆動部を更に備える、
ことを特徴とする、
圧入装置。
【請求項5】
請求項1乃至請求項4の何れか1項に記載された圧入装置であって、
前記支持台は、前記支持台の頂面である支持面が水平面に対して所定の角度範囲において傾動自在となるように構成されている、
ことを特徴とする、
圧入装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧入装置及び圧入方法に関する。具体的には、本発明は、外側面に緩衝部材が配設された柱体を筒状部材の内部に圧入して筒状部材の内部における所期の位置に柱体及び緩衝部材を保持するための装置及び方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
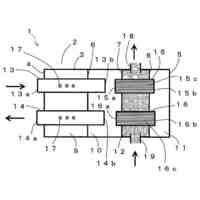
かねてより地球環境保護の観点から内燃機関を動力源とする車両には触媒コンバータの搭載が必須要件となっている。触媒コンバータの製造方法としては、図15に示すように、柱状の触媒担体(柱体)200の外周に緩衝部材としてセラミック製の緩衝マット300を巻回し、これらを筒状部材400内に収容する方法が知られている。この場合、緩衝マット300を圧縮しながら筒状部材400の一方の開口から圧入する方法(圧入方式)が一般的である。より詳しくは、筒状部材400の一方の開口に環状の案内治具600が嵌合され、案内治具600を介して触媒担体200及び緩衝マット300が押圧部材500によって筒状部材400の中空部へと圧入される。斯かる方法によれば、触媒担体200と筒状部材400との間に圧縮・挟持された緩衝マット300の復元力により、筒状部材400の内部における所定の位置に触媒担体が保持される。
【0003】
ところで、上記のような製造方法においては、例えば触媒担体200の圧入時に触媒担体200の軸芯が筒状部材400の軸芯に対して傾斜していたり或いは触媒担体200の軸芯が筒状部材400の軸芯に対して平行であっても筒状部材400の軸芯に対して偏芯して(図15の左右方向においてズレが生じて)いたりする場合がある。このような場合、触媒担体200や緩衝マット300の角部が損傷したり、緩衝マット300の剥がれが生じたり、最悪の場合、触媒担体200及び/又は緩衝マット300が破損したりする虞がある。このように、上記のような製造方法において適切な圧入(内装)状態を得るためには、筒状部材400、押圧部材500及び触媒担体200の全てが同軸状に配置された状態において圧入を行う必要がある。
【0004】
しかしながら、筒状部材400、押圧部材500及び触媒担体200の全てを同軸状に確実に配置するためには、従前の人手による配置作業に代えて特別な装置や治具、更には計測システム等が必要になるので、コスト及びサイクルタイムの増大に繋がる虞がある。また、上記のような配置を一旦は達成しても、圧入過程において触媒担体200の自重による緩衝マット300の偏圧縮により上記配置が崩れる場合もある。
【0005】
そこで、当該技術分野においては、図16に示すように、緩衝マット300が外側面に巻回された柱状の触媒担体200をその軸が鉛直線VL上に位置し且つ水平方向に移動可能に支持治具700上に載置しておき、中空案内部の断面積が下方に向かって漸次拡大するテーパ部600aを有する案内治具600上に載置した筒状部材400を案内治具600と共に上方から触媒担体200に外嵌することにより、案内治具600のテーパ部によって緩衝マット300を圧縮させながら触媒担体200及び緩衝マット300を筒状部材400内に圧入する方法が提案されている(例えば、特許文献1を参照)。
【0006】
上記方法によれば、触媒担体200が筒状部材400内に圧入される過程において、案内治具600のテーパ部によって緩衝マット300が軸方向に圧縮されるので、触媒担体200、筒状部材400及び案内治具600の全てを同軸状の配置に維持することができる。従って、特別な装置や治具及び計測システム等を必要とすること無く、触媒担体200及び緩衝マット300を筒状部材400内に円滑且つ適切に圧入することができ、所期の圧入状態を確実に達成することができる。
【先行技術文献】
【特許文献】
【0007】
特許第4363814号公報
【発明の概要】
【発明が解決しようとする課題】
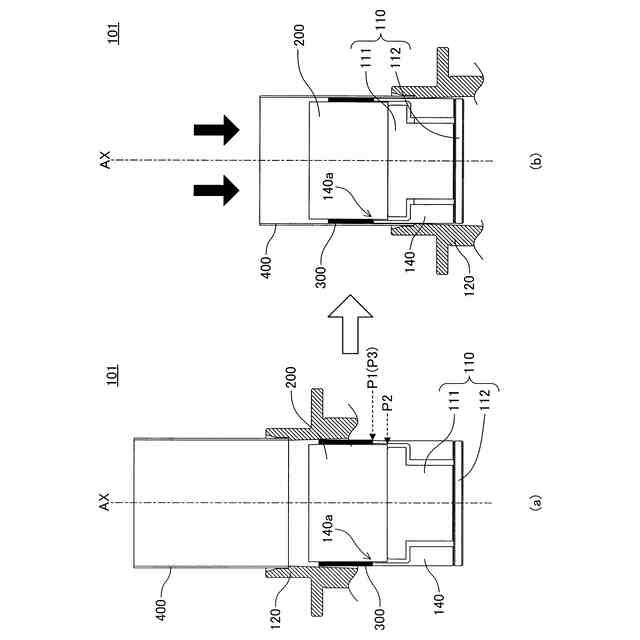
【0008】
しかしながら、上述したような従来技術に係る圧入装置及び当該圧入装置を使用する圧入方法(以降、それぞれ「従来装置」及び「従来方法」と称呼される場合がある。)においては、筒状部材、緩衝部材及び柱体が軸方向において所望の位置関係となるようにはマウントされない場合がある。具体的には、例えば、図17に示すように、緩衝マット300が外側面に巻回された柱体200を図面に向かって下側から上側に向かって筒状部材400の内部へと圧入して(a)に例示するような位置関係とすべきところ、筒状部材400の内周面との摩擦により(b)に例示するように緩衝マット300がずれて柱体200の下端面よりも更に下側にはみ出してしまう場合がある。このように緩衝マット300が柱体200の下端面よりも下側にはみ出してしまうと、例えば緩衝マット300の復元力による筒状部材400の内部における柱体200の保持力の低下及び外側面に緩衝マット300が配設された柱体200が筒状部材400の内部へと圧入されてなる集成体を備える装置における緩衝マット300の下端部による意図せぬ干渉等の問題に繋がる虞がある。
【0009】
上記のような現象は、柱体200と緩衝部材300との間(図17の(a)において破線によって囲まれた部分αを参照)の摩擦係数(静止摩擦係数及び/又は動摩擦係数)の方が緩衝部材300と筒状部材400との間(図17の(a)において破線によって囲まれた部分βを参照)の摩擦係数よりも低い場合に起こり易い。
【0010】
以上のように、当該技術分野においては、外側面に緩衝部材が配設された柱体を筒状部材の内部に圧入する際に、柱体、緩衝部材及び筒状部材の間の摩擦係数の大小関係に拘わらず、これらを確実に所期の位置関係となるようにマウントすることが可能な技術が求められている。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社三五
消音器
1か月前
株式会社三五
電気加熱式触媒装置
16日前
トヨタ車体株式会社
車両用の管材の排水構造
24日前
株式会社三五
圧入装置及び圧入方法
1か月前
個人
作業用治具
25日前
個人
トーチノズル
24日前
日東精工株式会社
検査装置
1か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
組み付け装置
16日前
シヤチハタ株式会社
組立ライン
18日前
トヨタ自動車株式会社
治具
1か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
株式会社不二越
タップ
3日前
エンシュウ株式会社
工作機械
24日前
株式会社ダイヘン
アーク溶接制御方法
4日前
ブラザー工業株式会社
工作機械
1か月前
ダイハツ工業株式会社
冷却構造
16日前
株式会社FUJI
ワーク置き台
1か月前
株式会社ダイヘン
インチング制御方法
1か月前
光精工株式会社
クーラントタンク
1か月前
旭精工株式会社
シャフトブレーキ
1か月前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
株式会社メタルクリエイト
切削装置
10日前
古川精機株式会社
タッピングガイド
1か月前
株式会社ムラタ溶研
剪断装置
1か月前
トヨタ自動車株式会社
レーザ加工装置
1か月前
ブラザー工業株式会社
工作機械
16日前
エンシュウ株式会社
摩擦撹拌接合装置
24日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社東京精密
加工用排液濾過装置
1か月前
株式会社大林組
構造物形成方法
1か月前
トヨタ自動車株式会社
レーザ溶接方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ