TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024136551
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023047701
出願日
2023-03-24
発明の名称
自動工具交換装置付き工作機械及びそれに用いられる渦電流センサ
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
B23Q
3/155 20060101AFI20240927BHJP(工作機械;他に分類されない金属加工)
要約
【課題】渦電流センサを用いたATC振れ検出システムにおいて、検出精度を損なうこと無く、ツールチェンジ動作を高速にすることが可能な自動工具交換装置付き工作機械及びそれに用いられる渦電流センサを得る。
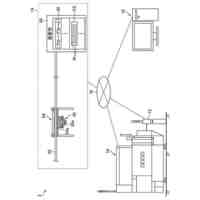
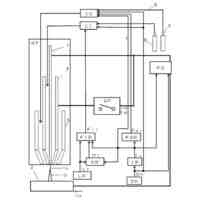
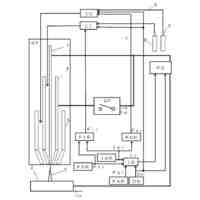
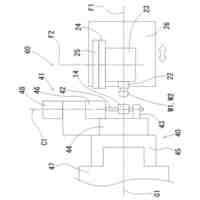
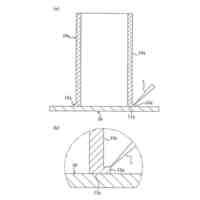
【解決手段】工具25が取り付けられたツールホルダ11を主軸ヘッド26に装着してワーク24を加工する自動工具交換装置付き工作機械において、ツールホルダ11のフランジ部11Bの外周面に測定端面1-4が対向するように設置された渦電流センサ1と、渦電流センサ1で測定されたデータに基づいて、主軸ヘッド26へ装着された工具25-1の振れを検出するデータ処理装置3と、を有し、渦電流センサ1は、円筒容器であるボビン内1-3に保持され渦巻き状に形成されたコイル1-2と、コイル1-2の軸中心に測定端面1-4側に配置された軟質磁性体であるコア1-1と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
工具が取り付けられたツールホルダを主軸ヘッドに装着し、前記主軸ヘッドを回転駆動してワークを加工する自動工具交換装置付き工作機械において、
前記ツールホルダのフランジ部の外周面に測定端面が対向するように設置された渦電流センサと、
前記渦電流センサで測定されたデータに基づいて、前記主軸ヘッドへ装着された工具の振れを検出するデータ処理装置と、を有し、
前記渦電流センサは、
円筒容器であるボビン内に保持され渦巻き状に形成されたコイルと、
前記コイルの軸中心に前記測定端面側に配置された軟質磁性体であるコアと、
を備えたことを特徴とする自動工具交換装置付き工作機械。
続きを表示(約 960 文字)
【請求項2】
前記コアの軸方向長さであるコア長は、前記コイルの軸方向長さであるコイル長と実質的に等しい長さとされたことを特徴とする請求項1に記載の自動工具交換装置付き工作機械。
【請求項3】
前記コアの軸方向長さであるコア長は、前記コイルの軸方向長さであるコイル長よりも前記測定端面と反対側に延長されたことを特徴とする請求項1に記載の自動工具交換装置付き工作機械。
【請求項4】
前記コイルの径は、前記フランジ部の厚さHよりも小さい径とされたことを特徴とする請求項1に記載の自動工具交換装置付き工作機械。
【請求項5】
前記コアの材質は、ニッケル系フェライトコア、マンガン系フェライトコア、パーマロイのいずれかであることを特徴とする請求項1に記載の自動工具交換装置付き工作機械。
【請求項6】
前記コイルの軸方向長さであるコイル長に対する前記コアの軸方向長さであるコア長の比率(コア長/コイル長)は1.35~1.65とされたことを特徴とする請求項1、3、4、5のいずれか1項に記載の自動工具交換装置付き工作機械。
【請求項7】
前記コイルの軸方向長さであるコイル長に対する前記コアの軸方向長さであるコア長の比率(コア長/コイル長)は1.40~1.60とされたことを特徴とする請求項1、3、4、5のいずれか1項に記載の自動工具交換装置付き工作機械。
【請求項8】
前記コイルの軸方向長さであるコイル長に対する前記コアの軸方向長さであるコア長の比率(コア長/コイル長)は1.70以下とされたことを特徴とする請求項1、3、4、5のいずれか1項に記載の自動工具交換装置付き工作機械。
【請求項9】
自動工具交換装置付き工作機械の主軸ヘッドへ装着された工具の振れの検出に用いられる渦電流センサにおいて、
円筒容器であるボビン内に保持され渦巻き状に形成されたコイルと、
該コイルの軸中心に測定端面側に配置された軟質磁性体であるコアと、
を備え、前記コイルの軸方向長さであるコイル長に対する前記コアの軸方向長さであるコア長の比率(コア長/コイル長)が1.35~1.65とされた渦電流センサ。
発明の詳細な説明
【技術分野】
【0001】
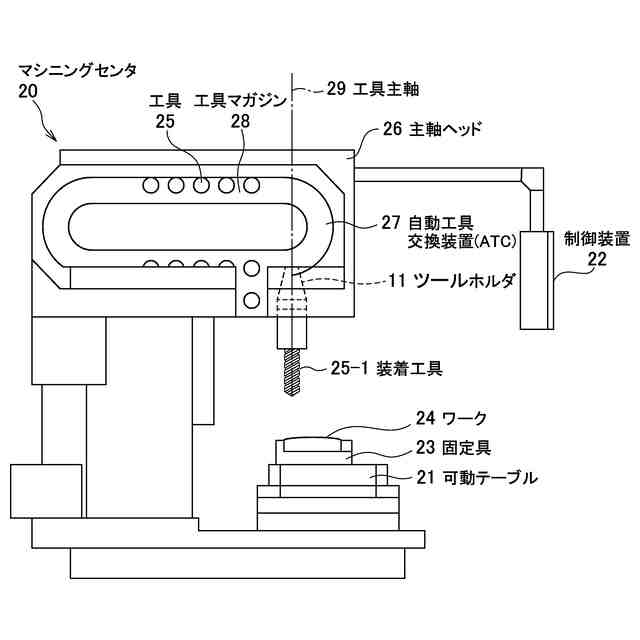
本発明は、NC(数値制御)加工機やマシニングセンタをはじめとするワーク(加工対象物、測定対象物)の加工を自動制御によって行う自動制御型の工作機械に関し、特に、加工用工具を適宜選択して着脱する自動工具交換装置(ATC)を備え、加工対象物の加工途中や一応の加工処理が終了した時点で、ワークの形状等を自動的に測定する自動工具交換装置付き工作機械及びそれに用いられる渦電流センサに好適である。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
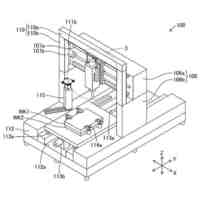
NC加工機やマシニングセンタは、加工工程に従って各種工具を自動的に選択し、主軸に自動で装着して多種類の加工を行う装置である。そして、ワークを載置固定する加工用テーブルと、工具を取り付ける工具主軸を通る工具主軸の位置に装着された加工用の装着工具を駆動する主軸ヘッドと、主軸ヘッドに取り付けられる装着工具を適宜選択して着脱する自動工具交換装置(ATC装置)とを備えている。
【0003】
工具の交換は自動工具交換(ATC:オートツールホルダチェンジ)装置で行われる。ATC装置は、工具が取り付けられたツールホルダを、工具マガジンから自動で取り出し、主軸に自動で装着する(ツールチェンジ動作)。工具は、ATC装置による装着及び脱着が可能なように、大きさや形状等が所定の規格によって定められたツールホルダ部に取り付けられている。
【0004】
自動工具交換装置は、加工品のコストダウン、サイクルタイム(一回の工程にかかる所要時間)を短縮するため、ツールチェンジ動作を高速化することが望まれている。通常、ツールチェンジ動作において、工具はマシニングセンタの主軸から着脱される際に左右に振れながら工具マガジンに収まる。従来、工具の振れは、渦電流センサを用いて金属である工具が回転している時の工具と渦電流センサとのギャップを測定することで、ATC振れ検出システムを構成していた。
【0005】
ATC振れ検出システムにおいて、渦電流センサは、主軸ヘッドにブラケットを介して取り付け、主軸ヘッドに装着されたツールホルダのフランジ部の外周面までの距離を変位の電気信号として検出することが知られ、特許文献1に記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2018-89738号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記従来技術において、渦電流センサは、検出精度を高めるためにはツールホルダのフランジ部の外周面に可能な範囲で近い位置に配置する必要があった。また、ツールチェンジ動作を高速化した際の工具の振れは大きくなり、工具と渦電流センサとのギャップ(距離)は、渦電流センサと工具との衝突を防ぐために拡大する必要があった。
【0008】
渦電流センサと工具とが衝突した場合は、渦電流センサが破壊されて故障し、渦電流センサの外ケース割れや内部配線の破断となる。従来の渦電流センサは検出距離が短く、工具と渦電流センサとのギャップ(距離)を拡大した場合、検出精度を高めることが困難であった。
【0009】
本発明の目的は、上記従来技術の課題を解決し、渦電流センサを用いたATC振れ検出システムにおいて、検出精度を損なうこと無く、ツールチェンジ動作を高速にすることが可能な自動工具交換装置付き工作機械及びそれに用いられる渦電流センサを提供することにある。また、他の目的は、渦電流センサを用いたATC振れ検出システムの信頼性を向上することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するため、本発明は、工具が取り付けられたツールホルダを主軸ヘッドに装着し、前記主軸ヘッドを回転駆動してワークを加工する自動工具交換装置付き工作機械において、前記ツールホルダのフランジ部の外周面に測定端面が対向するように設置された渦電流センサと、前記渦電流センサで測定されたデータに基づいて、前記主軸ヘッドへ装着された工具の振れを検出するデータ処理装置と、を有し、前記渦電流センサは、円筒容器であるボビン内に保持され渦巻き状に形成されたコイルと、前記コイルの軸中心に前記測定端面側に配置された軟質磁性体であるコアと、を備えたものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
ウェハテストシステム及びプローバ
7日前
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
シヤチハタ株式会社
組立ライン
1か月前
日東精工株式会社
組み付け装置
1か月前
有限会社津谷工業
切削工具
20日前
エンシュウ株式会社
工作機械
2か月前
株式会社不二越
タップ
1か月前
ダイハツ工業株式会社
冷却構造
1か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社不二越
歯車加工機
19日前
株式会社不二越
歯車研削盤
1か月前
株式会社浪速試錐工業所
防風カバー
1か月前
株式会社メタルクリエイト
切削装置
1か月前
株式会社FUJI
自動化用パレット
7日前
住友重機械工業株式会社
レーザ装置
1か月前
株式会社ヤマダスポット
抵抗溶接機
26日前
工機ホールディングス株式会社
作業機
19日前
工機ホールディングス株式会社
作業機
19日前
エンシュウ株式会社
摩擦撹拌接合装置
2か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
27日前
株式会社ダイヘン
熱加工システム
2か月前
オークマ株式会社
切削液循環装置
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
トヨタ自動車株式会社
冷却器の製造方法
19日前
トヨタ自動車株式会社
スパッタ検出方法
14日前
株式会社FUJI
加工寸法管理システム
2か月前
北井産業株式会社
ギヤ切削加工装置
12日前
マツモト機械株式会社
クランプ装置
1か月前
株式会社不二越
スカイビングカッタ
13日前
西川ゴム工業株式会社
削り加工装置
2か月前
三恵技研工業株式会社
金属部品の製造方法
12日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ