TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024134487
公報種別
公開特許公報(A)
公開日
2024-10-03
出願番号
2023106585,2023043935
出願日
2023-06-29,2023-03-20
発明の名称
リード端子の製造方法及び金属基材
出願人
アポロ工業株式会社
,
株式会社ジェーシーエム
代理人
個人
,
個人
,
個人
主分類
H01M
50/564 20210101AFI20240926BHJP(基本的電気素子)
要約
【課題】リード端子の端部に所望のテーパー形状を精度よく形成させることができるリード端子の製造方法等を提供する。
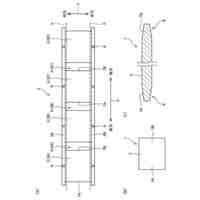
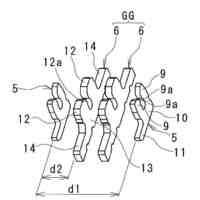
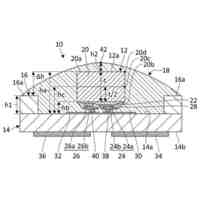
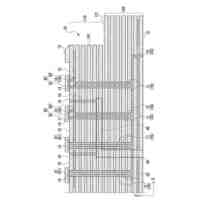
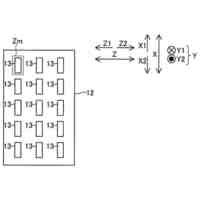
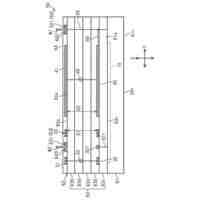
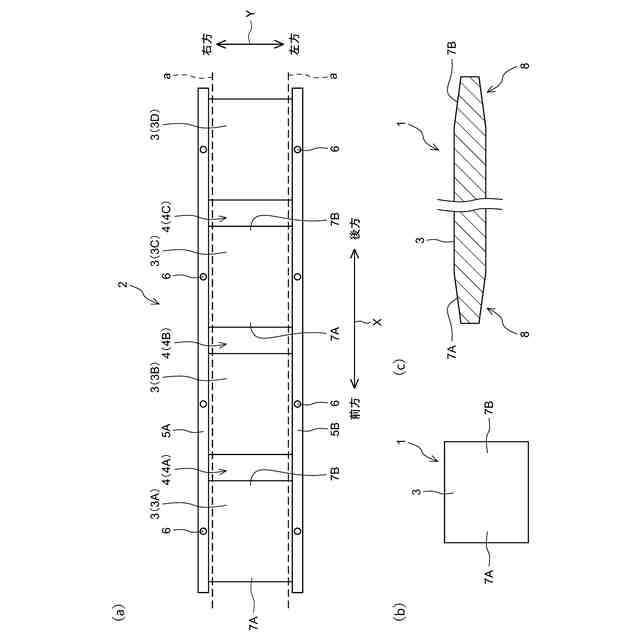
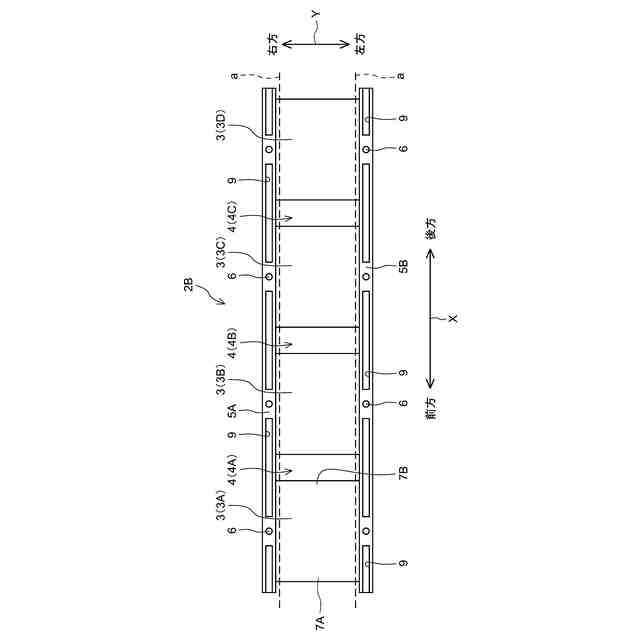
【解決手段】タブリードに用いるリード端子を製造するリード端子の製造方法は、複数の端子部3と、各端子部3の前方に形成された貫通孔4と、各端子部3の後方に形成された貫通孔4と、各端子部3を連結する連結部5A,5Bとを有する金属板材2をプレス加工により、各端子部3の前方端部7A及び後方端部7Bをテーパー状に加工するプレス加工工程と、切断により連結部5A,5Bを取り除く切断加工工程とを含み、プレス加工により前方端部7Aに生じる歪みが貫通孔4に吸収され、かつプレス加工により後方端部7Bに生じる歪みが貫通孔4に吸収される。
【選択図】図2
特許請求の範囲
【請求項1】
タブリードに用いるリード端子を製造するリード端子の製造方法であって、
金属基材をプレス加工により、前記金属基材の一方側の端部及び他方側の端部をテーパー状に加工するプレス加工工程を含む、
ことを特徴とするリード端子の製造方法。
続きを表示(約 180 文字)
【請求項2】
前記プレス加工により前記一方側の端部に生じる歪み及び他方側の端部に生じる歪みが吸収される、
ことを特徴とするリード端子の製造方法。
【請求項3】
タブリードのリード端子に用いる金属基材であって、
各端子部の一方側の端部及び他方側の端部がテーパー状に加工されている、
ことを特徴とする金属基材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タブリードに用いるリード端子を製造するためのリード端子の製造方法及びタブリード端子に用いる金属基材に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
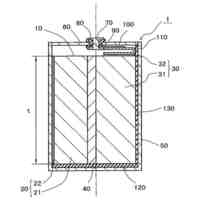
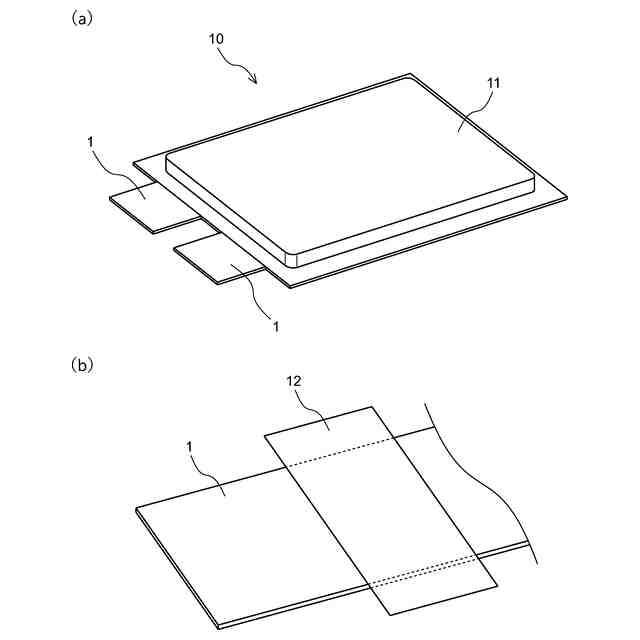
非水電解質デバイスとして、リチウムイオン電池やリチウムイオンキャパシタが知られており、車載用電池や蓄電池として使用されている。その中には、袋状のラミネート材の内部に電極及び電解液が封入されたものがあり、このように作製されたリチウムイオン電池等では、タブリードを介して内部からの電力の取り出しが行われる。タブリードは、金属製のリード端子と、リード端子とラミネート材の間の隙間をなくし、かつ、リード端子とラミネート材とを絶縁するための樹脂フィルム材とを備えている。リード端子は、一方の端部がラミネート材の内部に設けられた電極に接続され、他方の端部がラミネート材の外部に露出されて外部機器の端子に接続される。
【0003】
タブリードは、フィルムとラミネート材の間とリード端子の間の隙間をそれぞれ封止し、ラミネート材の内部の電解液の液漏れを防止するために、フィルム材のラミネート材とリード端子に対する高い密着性を確保する必要がある。また、リード端子はラミネート材の内部から電力を取り出すことに使用され、高温になるため、フィルム材には耐熱性が要求される。このような理由から、フィルム材を改良することで、高い密着性を確保しつつ耐熱性を向上させたタブリードが開示されている(例えば、特許文献1)。
【0004】
一方、リード端子は、切削加工や圧延加工により製造されている(例えば、特許文献2)。特許文献2に記載の発明では、10μmから100μmのアルミニウム、銅、ニッケル、鉄、ステンレス等の金属箔表面を圧延加工し、サンドブラスト等により粗面化することによって、フィルム材との接着力を向上させている。
【先行技術文献】
【特許文献】
【0005】
特開2022-139580号公報
特開2008-027771号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
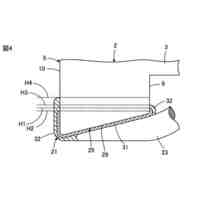
タブリードには、リード端子とフィルム材との隙間やリード端子とラミネート材との隙間が精度よく封止されることが求められている。従来から、フィルム材が設けられる左右端部がテーパー状に加工されたリード端子が作製されていた。この加工は、リード端子のテーパー加工する部分をローラーで加圧する圧延加工やリード端子の端部を削る切削加工により実施していた。
【0007】
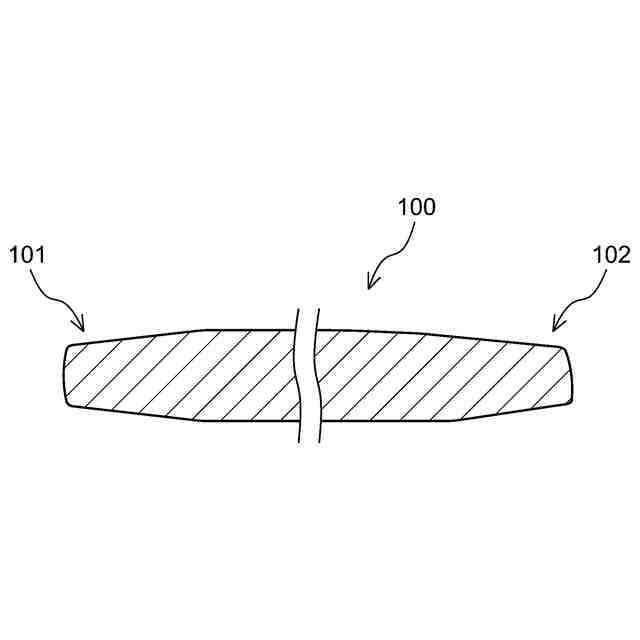
しかし、圧延加工によりテーパー加工を行った場合、加圧によって潰した金属部分が、潰していない金属部側に膨らみ、波打つ等の悪影響を与えていた。また、図5に示すように、圧延加工により製造したリード端子100は、端部のテーパー部101,102の形状が上下及び左右で非対称となったり、形状がぼやけた状態のテーパー部101,102が形成されたりすることがあった。このようなリード端子100を用いると、リード端子100とフィルム材との間やリード端子とラミネート材との間に隙間が生じるおそれがあり、液漏れが生じるおそれがあった。そのため、使用前にテーパーの形状を確認し、テーパー形状が基準に満たないリード端子は、使用せず、廃棄していた。また、切削加工では、切削加工時に削りカスが発生するため、後処理に手間がかかっていた。
【0008】
そこで、本発明は、リード端子の端部に所望のテーパー形状を精度よく形成させることができるリード端子の製造方法等を提供することを目的とする。
【課題を解決するための手段】
【0009】
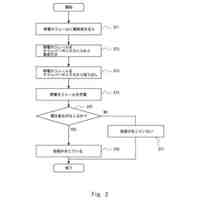
本発明に係るリード端子の製造方法は、タブリードに用いるリード端子を製造する。そして、このリード端子の製造方法は、複数の端子部と、各端子部の一方側に形成された一方側貫通孔と、各端子部の他方側に形成された他方側貫通孔と、各端子部を連結する連結部とを有する金属基材をプレス加工により、各端子部の一方側の端部及び他方側の端部をテーパー状に加工するプレス加工工程と、切断により、連結部を取り除く切断加工工程と、を含み、プレス加工により一方側の端部に生じる歪みが一方側貫通孔に吸収され、プレス加工により他方側の端部に生じる歪みが他方側貫通孔に吸収されることを特徴とする。
【0010】
本発明に係るリード端子の製造方法は、切断加工工程の前に、各端子部の表面にメッキ加工を施すメッキ加工工程を含むことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
アポロ工業株式会社
リード端子の製造方法及び金属基材
2か月前
個人
電波吸収体
4日前
愛知電機株式会社
変圧器
2日前
電建株式会社
端子金具
9日前
SMK株式会社
コネクタ
9日前
太陽誘電株式会社
全固体電池
4日前
富士電機株式会社
半導体装置
9日前
株式会社カネカ
接着加工装置
4日前
株式会社水素パワー
接続構造
4日前
三菱電機株式会社
回路遮断器
9日前
株式会社カネカ
接着加工装置
4日前
株式会社村田製作所
コイル部品
2日前
トヨタ自動車株式会社
二次電池
9日前
TDK株式会社
電子部品
16日前
日機装株式会社
半導体発光装置
2日前
日本特殊陶業株式会社
保持装置
9日前
日本電気株式会社
波長可変レーザ
8日前
株式会社三桂製作所
耐火コネクタ
15日前
トヨタ自動車株式会社
セルケース
9日前
三洋化成工業株式会社
高分子固体電解質
4日前
株式会社ダイヘン
搬送装置
9日前
株式会社島津製作所
X線撮影装置
9日前
三菱製紙株式会社
熱暴走抑制耐火シート
3日前
マクセル株式会社
全固体電池
9日前
トヨタ自動車株式会社
短絡検知方法
9日前
ローム株式会社
信号伝達装置
9日前
富士電機株式会社
電磁接触器
2日前
日本電気株式会社
半導体光増幅素子
8日前
マクセル株式会社
扁平形電池
2日前
株式会社カネカ
配線部材の加工装置
4日前
株式会社リコー
コネクタ、及び、機器
3日前
ローム株式会社
半導体装置および車両
16日前
ローム株式会社
半導体装置および車両
2日前
シャープ株式会社
放電装置
9日前
矢崎総業株式会社
コネクタ
2日前
矢崎総業株式会社
コネクタ
2日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ