TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024174620
公報種別
公開特許公報(A)
公開日
2024-12-17
出願番号
2023092536
出願日
2023-06-05
発明の名称
配線部材の加工装置
出願人
株式会社カネカ
代理人
個人
主分類
H01L
31/05 20140101AFI20241210BHJP(基本的電気素子)
要約
【課題】車両の部材として好適に採用可能な太陽電池モジュールをより容易に製造可能な技術を提供する。
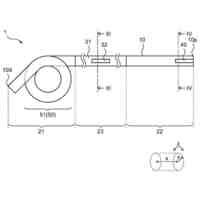
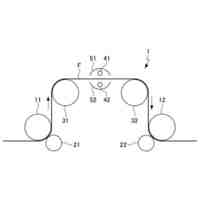
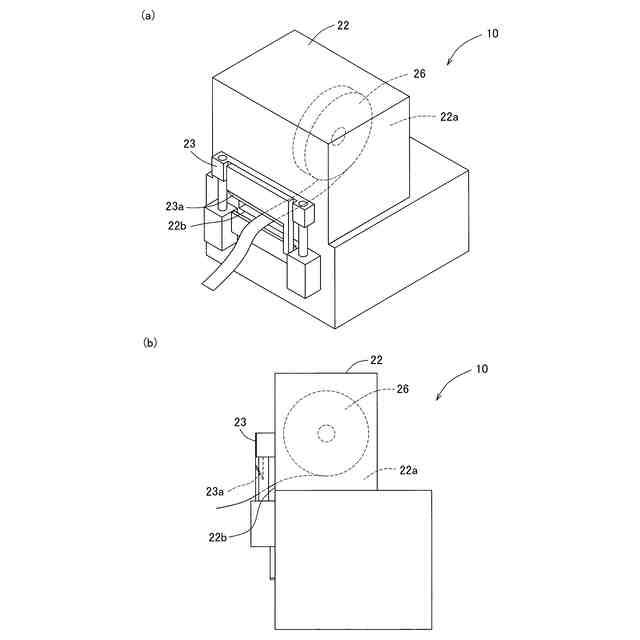
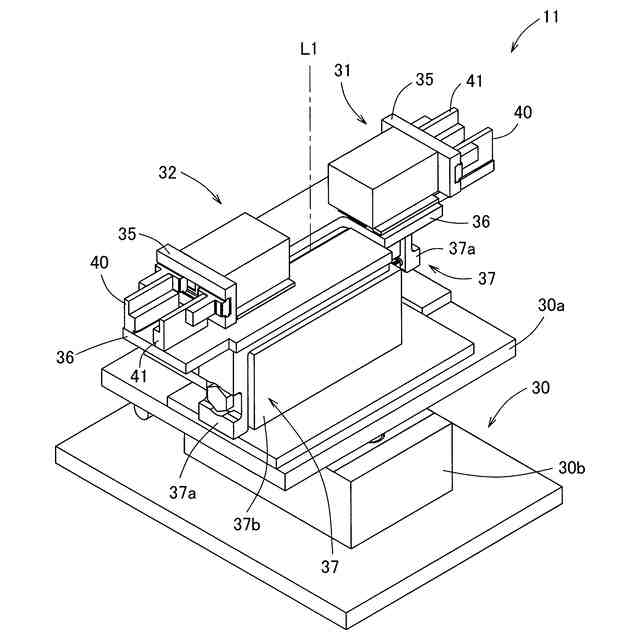
【解決手段】太陽電池モジュールの製造に使用可能な配線部材の加工装置において、幅方向及び長さ方向に自由度を有する配線部材を長さ方向に供給する配線供給部と、配線供給部から供給された配線部材を幅方向に挟んで幅方向の移動を規制する位置規制部と、配線供給部と位置規制部との間に位置し、配線供給部から位置規制部に跨り、配線部材の供給方向の先端部側が位置規制部で規制された状態で配線部材を切断する切断部と、切断部による切断位置に基づいて位置座標を算出する座標認識部と、切断部で切断された配線部材を位置座標に基づいて保持し、所定の位置に搬送する搬送部を有する構成とする。
【選択図】図40
特許請求の範囲
【請求項1】
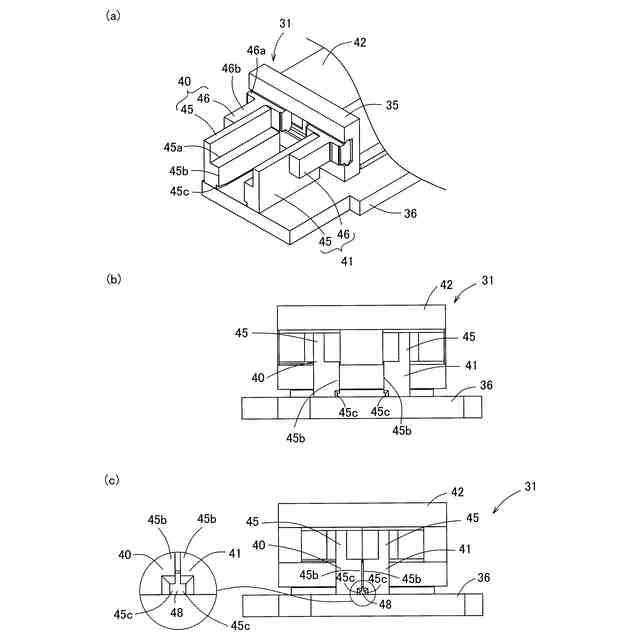
幅方向及び長さ方向に自由度を有する配線部材を長さ方向に供給する配線供給部と、
前記配線供給部から供給された前記配線部材を幅方向に挟んで幅方向の移動を規制する位置規制部と、
前記配線供給部と前記位置規制部との間に位置し、前記配線供給部から前記位置規制部に跨り、前記配線部材の供給方向の先端部側が前記位置規制部で規制された状態で前記配線部材を切断する切断部と、
前記切断部による切断位置に基づいて位置座標を算出する座標認識部と、
前記切断部で切断された配線部材を前記位置座標に基づいて保持し、所定の位置に搬送する搬送部を有する、配線部材の加工装置。
続きを表示(約 570 文字)
【請求項2】
前記切断部と前記位置規制部は、前記配線部材の供給方向に離間しており、
前記切断部によって切断された配線部材は、前記位置規制部から張り出した張出部を備えている、請求項1に記載の配線部材の加工装置。
【請求項3】
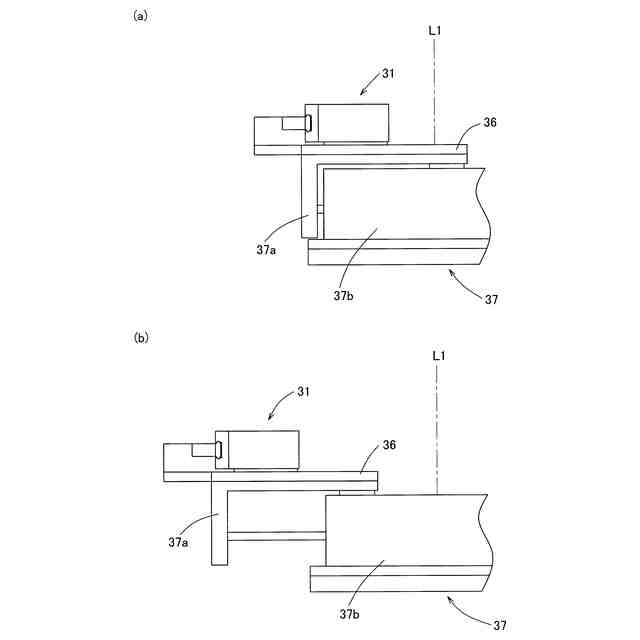
前記位置規制部は、前記切断部側から前記搬送部側に向かって移動可能であり、
前記切断部によって切断された配線部材を保持した状態で前記位置規制部を前記搬送部側に移動させる、請求項2に記載の配線部材の加工装置。
【請求項4】
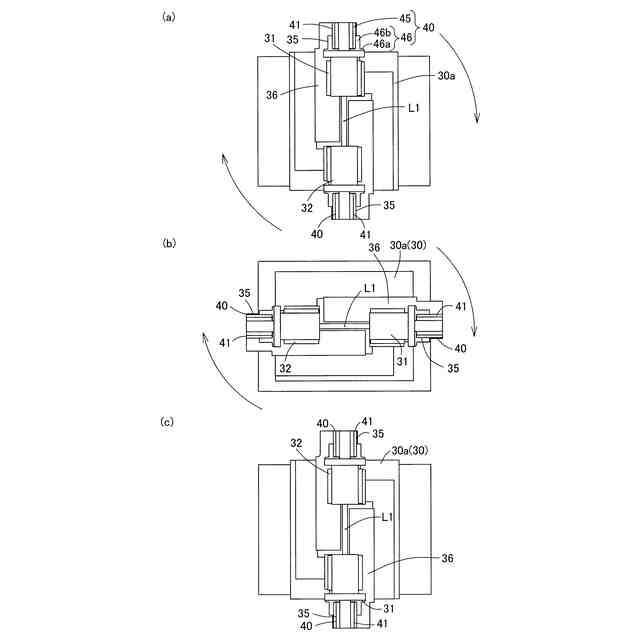
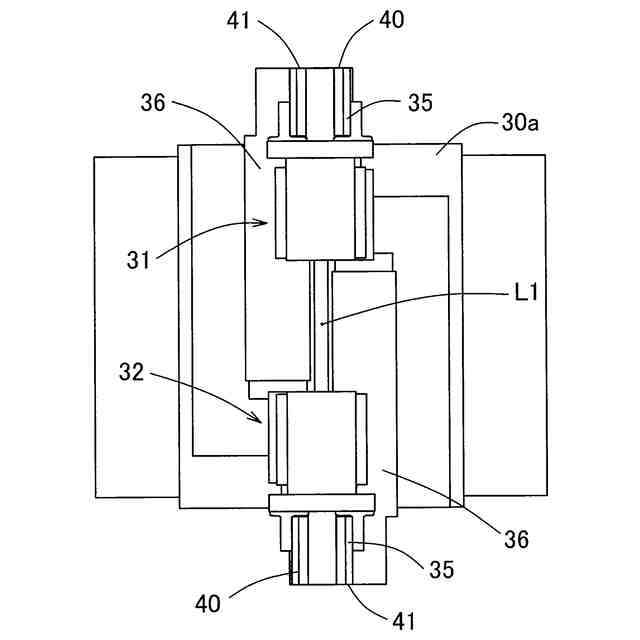
本体部と、複数の位置規制部を備えた位置規制装置を有し、
前記複数の位置規制部は、前記本体部を中心として周方向に並設されており、
前記位置規制部は、前記本体部が回転することで、前記切断部側から前記搬送部側に向かって移動する、請求項3に記載の配線部材の加工装置。
【請求項5】
前記搬送部は、前記位置規制部で保持された配線部材の前記張出部を保持して所定の位置に搬送する、請求項2~4のいずれか1項に記載の配線部材の加工装置。
【請求項6】
前記搬送部によって前記所定の位置に搬送された前記配線部材を吸引し、上方に向かって持ち上げ可能な持ち上げ部を備えている、請求項1に記載の配線部材の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、太陽電池モジュールを製造する際に用いられる配線部材の加工装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、ルーフやボンネットに太陽電池モジュールを搭載した自動車が発表されている。このような自動車として、例えば、特許文献1に開示された車両がある。
特許文献1に開示された車両は、車両の外装に太陽電池を設置した車両であり、車両の屋根となるルーフ部材(ルーフ部)に後付けで太陽電池を設置している。すなわち、車両のルーフ部材と太陽電池を別途製造し、ルーフ部材の外側(上側)に太陽電池を取り付けている。
【0003】
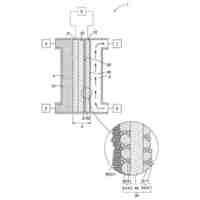
また、このような車両の他、屋根となるルーフ部材に太陽電池を内蔵させた車両が販売され始めている。すなわち、ルーフ部材として、外側部分が透光性の板状部材で形成され、その内側に太陽電池セルが配され、そのさらに内側にバックシートが配された太陽電池モジュールを採用した車両である。
【先行技術文献】
【特許文献】
【0004】
特開2019-13074号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
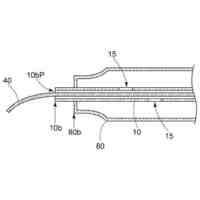
ここで、太陽電池(太陽電池セル)を内蔵させたルーフ部材を実際に製造する場合、車両の屋根を形成することから、外側部分となる透光性の板状部材は、四角形平板状ではなく、湾曲した板状部材であることが好ましい。
そして、板状部材とバックシートの間に複数の太陽電池セルを並べて電気的に接続したセルストリングを配し、封止してルーフ部材を形成する場合、湾曲した板状部材を採用すると、セルストリングは、外側の板状部材に沿って湾曲した姿勢で配される。
【0006】
しかしながら、このような湾曲した姿勢で内蔵されるセルストリングは、湾曲した姿勢となる際に、セル同士の間に介在する配線部材が外れる等することでセル同士の連結が解除されたり、セルが破損したりしないように製造する必要がある。すなわち、通常の平板状の太陽電池モジュールに内蔵されるセルストリングよりも製造が困難となる。
以上のことから、車両のルーフ部材として好適に採用可能な太陽電池モジュール、すなわち、湾曲した板状部材とバックシートの間に複数のセルストリングを封止する太陽電池モジュールをより容易に製造する技術が望まれていた。
【0007】
そこで本発明は、車両の部材として好適に採用可能な太陽電池モジュールをより容易に製造可能な技術を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するための本発明の一つの様相は、幅方向及び長さ方向に自由度を有する配線部材を長さ方向に供給する配線供給部と、前記配線供給部から供給された前記配線部材を幅方向に挟んで幅方向の移動を規制する位置規制部と、前記配線供給部と前記位置規制部との間に位置し、前記配線供給部から前記位置規制部に跨り、前記配線部材の供給方向の先端部側が前記位置規制部で規制された状態で前記配線部材を切断する切断部と、前記切断部による切断位置に基づいて位置座標を算出する座標認識部と、前記切断部で切断された配線部材を前記位置座標に基づいて保持し、所定の位置に搬送する搬送部を有する、配線部材の加工装置である。
【0009】
本様相によれば、配線部材を切断する際に、配線部材が意図しない変形や位置ずれをしてしまうという問題や、搬送時に配線部材が意図せずに落下してしまうといった問題の発生を防止(抑制)可能であり、太陽電池モジュールの製造をより容易化できる。
【0010】
好ましい様相は、前記切断部と前記位置規制部は、前記配線部材の供給方向に離間しており、前記切断部によって切断された配線部材は、前記位置規制部から張り出した張出部を備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社カネカ
飲料
1か月前
株式会社カネカ
飲料
1か月前
株式会社カネカ
断熱材
10日前
株式会社カネカ
製膜装置
1か月前
株式会社カネカ
医療用具
1か月前
株式会社カネカ
製膜装置
1か月前
株式会社カネカ
積層装置
1か月前
株式会社カネカ
塗布装置
1か月前
株式会社カネカ
カテーテル
1か月前
株式会社カネカ
正極活物質
1か月前
株式会社カネカ
カテーテル
1か月前
株式会社カネカ
カテーテル
1か月前
株式会社カネカ
カテーテル
1か月前
株式会社カネカ
カテーテル
1か月前
株式会社カネカ
カテーテル
1か月前
株式会社カネカ
カテーテル
1か月前
株式会社カネカ
カテーテル
1か月前
株式会社カネカ
カテーテル
1か月前
株式会社カネカ
酵母含有菓子
1か月前
株式会社カネカ
シーリング材
1か月前
株式会社カネカ
通報システム
10日前
株式会社カネカ
生体内留置具
1か月前
株式会社カネカ
重量物載置架台
1か月前
株式会社カネカ
油脂の製造方法
1か月前
株式会社カネカ
医療用具セット
1か月前
株式会社カネカ
顆粒の製造方法
1か月前
株式会社カネカ
積層体の製造方法
5日前
株式会社カネカ
フィルム延伸装置
1か月前
株式会社カネカ
可塑性油脂組成物
5日前
株式会社カネカ
フィルム延伸装置
1か月前
株式会社カネカ
太陽電池モジュール
1か月前
株式会社カネカ
バルーンカテーテル
1か月前
株式会社カネカ
太陽電池モジュール
1か月前
株式会社カネカ
バルーンカテーテル
1か月前
株式会社カネカ
可撓性ガス拡散電極
1か月前
株式会社カネカ
自動車用バンパー芯材
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ