TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024120800
公報種別
公開特許公報(A)
公開日
2024-09-05
出願番号
2023027860
出願日
2023-02-26
発明の名称
ロボットアームを用いたバウムクーヘン焼成システム
出願人
株式会社 不二商会
代理人
個人
主分類
A21B
5/04 20060101AFI20240829BHJP(ベイキング;生地製造または加工の機械あるいは設備;ベイキングの生地)
要約
【課題】 作業員の作業環境を改善でき、バウムクーヘン焼成機の全自動化を実現して、省力化できる新しいバウムクーヘン焼成システムを提供する。
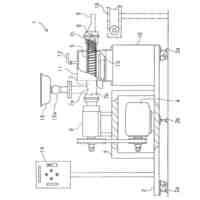
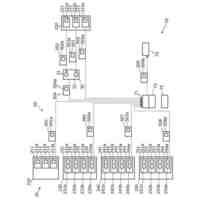
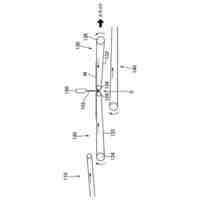
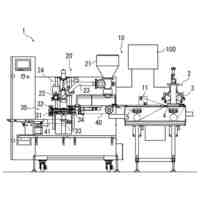
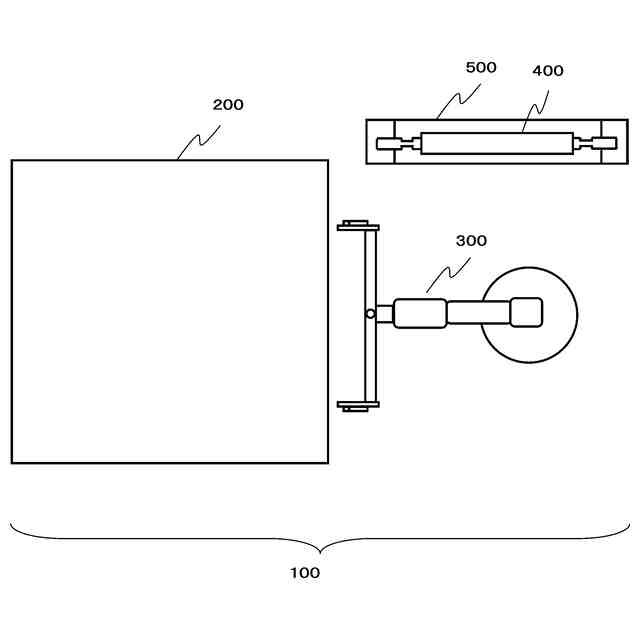
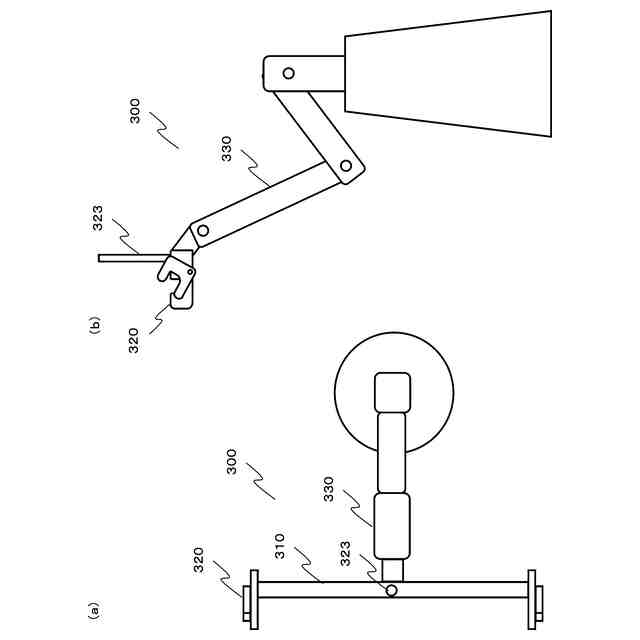
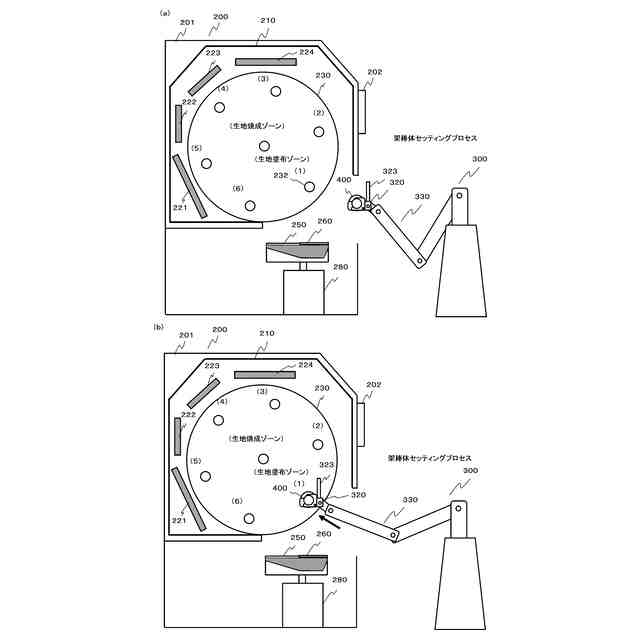
【解決手段】 バウムクーヘン焼成システム100は、バウムクーヘン焼成機本体200と、ロボットアーム300と、架棒体400と、架棒体ラック500を備える。バウムクーヘン焼成機本体200は、ロボットアーム300はアーム先端部、クランプ機構を備え、架棒体400は中央円筒部と両端の支持棒とその溝部を備える。クランプ機構で架棒体400の溝部をクランプして持ち上げ、アンクランプして離脱する。このクランプ、アンクランプをバウムクーヘン焼成機本体200の架棒体セッティングプロセス、焼成プロセス、架棒体回収プロセスに連動して実行する。
【選択図】 図1
特許請求の範囲
【請求項1】
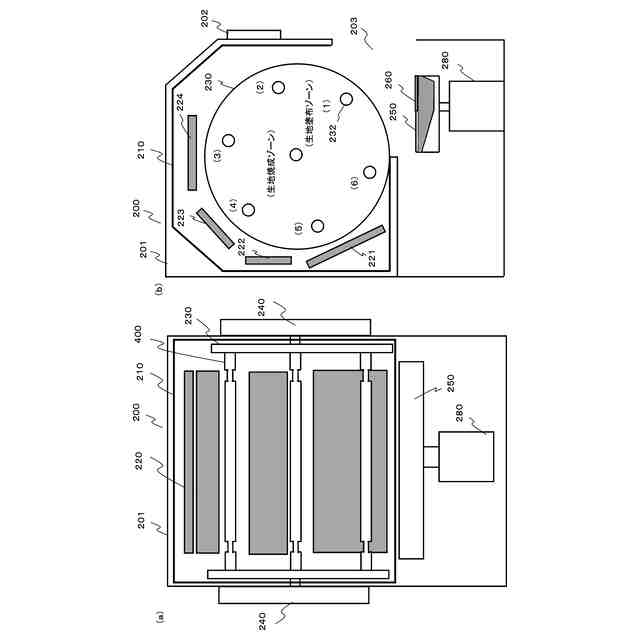
熱源が搭載された焼成炉と、回転ドラム軸によって回転可能に支架された向かい合う左右一対の回転ドラムと、前記回転ドラム間へ横架される架棒体と、前記回転ドラムによる間欠回転により前記架棒体の位置を、前記焼成炉の開口内の付近に設けられた第1の公転間欠停止位置から、前記焼成炉の開口内の上側付近に設けられた第2の公転間欠停止位置、さらに後続の複数の公転間欠停止位置を経て前記第1の公転間欠停止位置まで順に公転移動させて周回する公転運動と、前記回転ドラムに横架された状態で前記架棒体を自転させる自転運動を制御する駆動機構と、前記第1の公転間欠停止位置にある前記架棒体に生地を塗布するための生地トレイと、前記生地トレイの昇降運動を可能とする生地トレイ昇降装置を備えたバウムクーヘン焼成機本体と、
前記架棒体を懸架して収納する架棒体ラックと、
前記バウムクーヘン焼成機本体と前記架棒体ラックとの間で前記架棒体を受け渡しするロボットアームを備えたことを特徴とするロボットアームを用いたバウムクーヘン焼成システム。
続きを表示(約 2,200 文字)
【請求項2】
前記ロボットアームが、前記架棒体を把持して受け取る受け取り動作と、把持している前記架棒体をリリースして受け渡す受け渡し動作を行うワーク部を備えたことを特徴とする請求項1に記載のロボットアームを用いたバウムクーヘン焼成システム。
【請求項3】
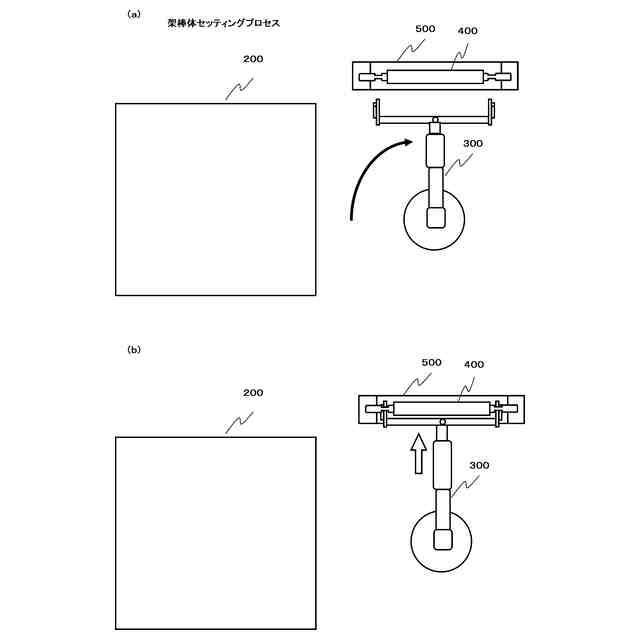
稼働プロセスとして、少なくとも、架棒体セッティングプロセス、焼成プロセス、架棒体回収プロセスを備え、
前記ロボットアームが前記ワーク部を用いて、
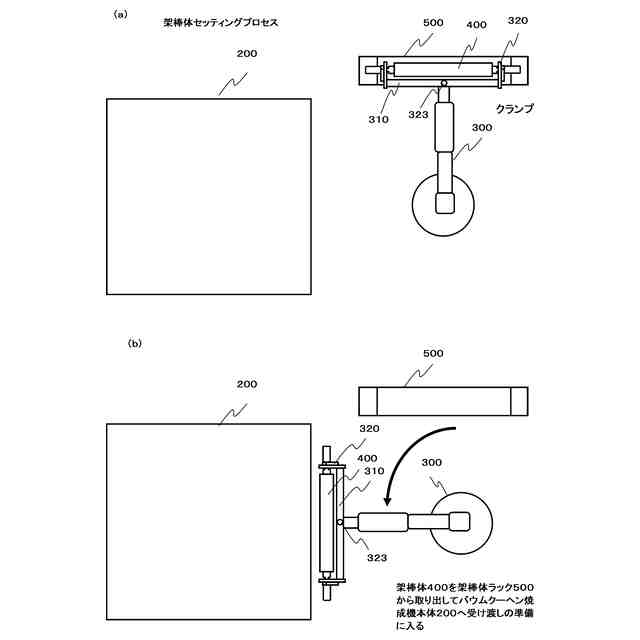
前記架棒体セッティングプロセスにおいて、前記架棒体ラックに懸架されている前記架棒体を前記ワーク部により順次受け取って取り出し、前記バウムクーヘン焼成機本体の前記回転ドラムに対して順次受け渡して横架する架棒体セッティング処理を実行し、
前記架棒体回収プロセスにおいて、前記バウムクーヘン焼成機本体の前記回転ドラムに横架されている前記架棒体を前記ワーク部により順次受け取って取り出し、前記架棒体ラックに対して順次受け渡して懸架する架棒体回収処理を実行することを特徴とする請求項2に記載のロボットアームを用いたバウムクーヘン焼成システム。
【請求項4】
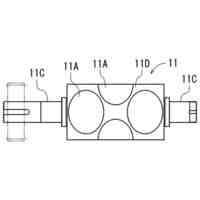
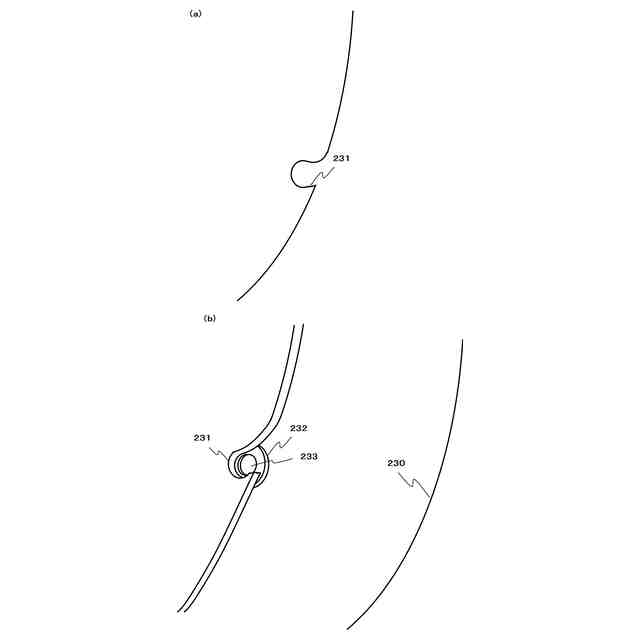
前記架棒体が、前記バウムクーヘンが焼成される中央円筒部と、前記中央円筒部の両端からそれぞれ外に延設され、前記回転ドラムの横架部に横架する支持棒を備えた構造であり、
前記支持棒において、前記回転ドラムの前記横架部に嵌合する支架形状と、前記ロボットアームの前記ワーク部のクランプ機構を受け入れる把持受部が設けられていることを特徴とする請求項3に記載のロボットアームを用いたバウムクーヘン焼成システム。
【請求項5】
前記架棒体の前記中央円筒部がアルミニウム合金素材またはチタン合金素材で形成され、前記支持棒がステンレス素材または鋼材で形成されたものであることを特徴とする請求項4に記載のバウムクーヘン焼成機。
【請求項6】
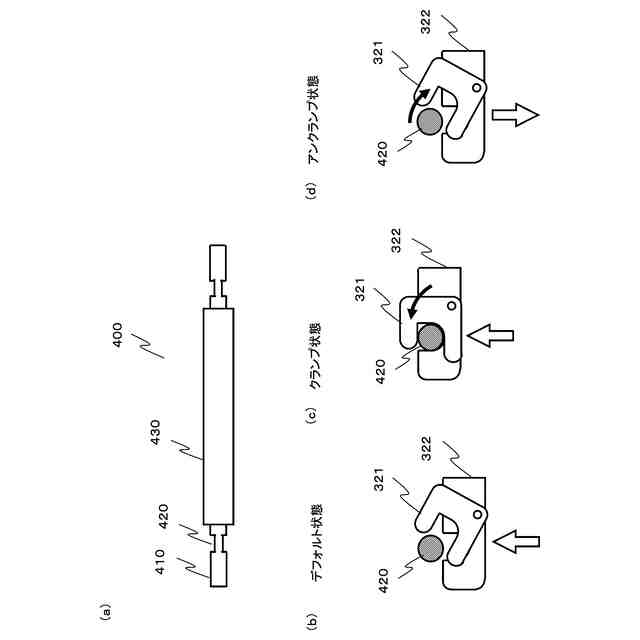
前記架棒体の前記支持棒における前記把持受部が溝であり、前記溝以外の前記支持棒の径である支持棒径に比べて前記溝の径である溝径が小さいものであり、
前記ロボットアームの前記ワーク部の前記クランプ機構が、前記把持受部の前記溝の幅よりも大きく前記溝に収まるクランプ片と、前記クランプ片が形成する把持径を可変とする可動片を備えたクランプ機構であり、
前記クランプ機構が、前記架棒体を外したアンクランプ状態では前記把持径が前記架棒体の前記溝径よりも大きく変化し、前記架棒体を懸架したクランプ状態では前記把持径が前記溝径よりも小さいものに変化することを特徴とする請求項4に記載のロボットアームを用いたバウムクーヘン焼成システム。
【請求項7】
前記クランプ機構が、前記架棒体の重量の印加がある場合に前記クランプ状態となり、前記架棒体の重量の印加が除去された場合には前記アンクランプ状態となることを特徴とする請求項6に記載のロボットアームを用いたバウムクーヘン焼成システム。
【請求項8】
前記回転ドラムが、前記駆動機構の前記公転運動に伴って公転回転をする前記横架部と、
前記横架部の前記公転回転と同一の前記公転運動をし、前記架棒体が下方に落下しないように支持する載置枠を備え、
前記載置枠が、前記第1の公転間欠停止位置において前記架棒体が下方に落下しない角度で前記架棒体を載置できる形状を備え、
前記架棒体セッティング処理において、
前記ロボットアームが、前記架棒体を前記載置枠に受け渡しをし、
前記横架部が、前記載置枠に載置された前記架棒体の両端にある前記支架形状を、対向するそれぞれの前記横架部により嵌合して支持することを特徴とする請求項7に記載のロボットアームを用いたバウムクーヘン焼成システム。
【請求項9】
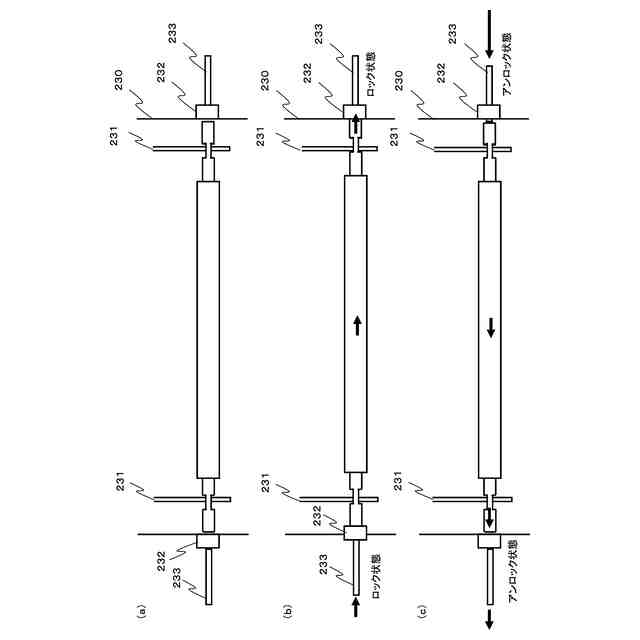
前記回転ドラムの前記横架部が、前記架棒体の前記支架形状を前記横架部に対して固定するロック状態と、前記架棒体の前記支架形状を前記横架部に対する前記嵌合を外して固定を解くアンロック状態を切り替えるロック/アンロック機構を備えていることを特徴とする請求項8に記載のロボットアームを用いたバウムクーヘン焼成システム。
【請求項10】
前記回転ドラムが、前記横架部において、前記架棒体の前記支架形状に嵌合する凹部と、左右一対で対向し合う前記横架部の対向軸を回転軸として前記凹部を回転させる回転制御部と、前記凹部の底面から対向する前記横架部の方向へ突出と縮退が制御できる突出子を備え、
前記ロック状態への遷移において、左右一対で対向し合う前記横架部の一方の前記横架部の前記突出子が突出し、前記載置枠に載置されている前記架棒体を対向し合う他方側の前記横架部に対して押し込んで前記支持体を当該他方側の前記横架部の前記凹部に嵌合させて固定状態とし、前記回転制御部により前記架棒体が自転を開始し、
前記アンロック状態への遷移において、他方の前記横架部の前記突出子が突出し、押し込まれている前記支持体を前記一方側に前記横架部の前記凹部の嵌合を離脱させ、前記架棒体を前記載置枠に載置された状態に戻すことを特徴とする請求項9に記載のロボットアームを用いたバウムクーヘン焼成システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、生地を用いて焼成するバウムクーヘン焼成機本体をロボットアームを用いて稼働させるバウムクーヘン焼成システムに関するものである。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
従来のバウムクーヘン焼成機は、例えば、実公昭46-4878号公報や、特公平7-24532号公報などに開示されているように、焼成炉の内部へ間欠回転可能に軸架された向かい合う左右一対の円形ドラムと、その両円形ドラムの左右相互間へ着脱自在に介挿使用される水平な麺棒とを備え、その麺棒が最下段位置へ到達した一旦停止時に、生地皿から生地を巻き付け状態に塗布されて、上記焼成炉の内部において自転しながら公転する運動中に、その生地を焼成する。このようなサイクルを繰り返すことにより、上記生地が樹木の年輪状に積層されたバウムクーヘンを製造するものが基本構造であった。
【0003】
図21は、自転運動と公転運動により回転ドラムに横架した麺棒に生地を塗布しながら焼成する一般的なバウムクーヘン焼成機の基本構造を示す図である。
一般的なバウムクーヘン焼成機では、公転軌道に沿って間欠的に周回する運動において、6か所の停止場所がある。図21において、それぞれの停止位置をP1からP6とする。それぞれの停止位置P1からP6ではバウムクーヘン焼成プロセスにおいて担っている役割としては以下の通りである。
【0004】
バウムクーヘンの焼成プロセスにおいて、P1は作業員による生地づけ、P2は作業員による生地成型、P3は蒸らし焼成、P4は本焼成、P5は色付け焼成、P6は整え準備である。
このうち、加熱焼成できる生地焼成ゾーンにある停止位置はP3からP6までの4か所である。特に、炉の構造上、P4の本焼成、P5の色付け焼成の2か所がメインとなっている。
バウムクーヘン焼成機は、その構造上、回転ドラムに横架している棒を生地に浸漬する段階と、浸漬して棒の周囲に付いた生地を自転させながら焼成する焼成段階とを交互にしながら焼成してゆくが、一般には生地の焼成を15層から30層程度を重ねるものが多い。
【0005】
実公昭46-4878号公報
特公平7-24532号公報
特許第3686671号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
従来のバウムクーヘン焼成機における課題の一つは、焼成作業における省力化と作業員の負荷低減である。
バウムクーヘン焼成機は自動運転機であるが、バウムクーヘンの焼成を進めるため、運転中に作業員が必要であり、一部の成型作業を担っている。上記のバウムクーヘンの焼成プロセスにおいて、バウムクーヘン焼成機の正面にある開放空間である生地塗布ゾーンZ1の前に立ち、P1の生地づけ、P2の生地成型の操作を介助する必要がある。P1の生地づけプロセスでは生地トレイにおける生地の深さが重要であり、生地の供給をこまめに行う必要がある。また、P2の生地成型プロセスは、生地トレイから上昇した架棒体の生地の状態を確認し、バウムクーヘンの表面に生地づけされた状態をヘラなどで成型する必要がある。このP2の生地成型プロセスは自然で綺麗に焼き上がりに仕上げるためには自動化が難しく、作業員が介在した方が焼き上がりの品質が良い。
しかし、焼成機を操作する製造作業員の立ち位置は、バウムクーヘン焼成機の正面にある開放空間である生地塗布ゾーンZ1の前であり、高温で稼働している炉の開放された部分であるので遮熱することが難しく、放熱が大きくならざるを得ない。焼成機を操作する製造作業員の耐火温度にも限界があり、作業空間の改善が必要となっていた。
【0007】
この作業員の負荷を低減する工夫がされた優秀なバウムクーヘン焼成機は、本願出願人が特許権を取得済みの特許文献3の従来のバウムクーヘン焼成機がある。
この特許文献3の従来のバウムクーヘン焼成機は、焼成プロセスのうち、P2とP3との間、P6とP1との間に仕切板を設け、焼成プロセスの進行に伴ってこれら仕切板を開閉することで、焼成炉の入口が一時的に閉鎖されており、生地皿が熱に暴露した状態となる時間を短縮させていた。
図22は、特許第3686671号公報のバウムクーヘン焼成機の基本構造を示す図である。図22において、焼成炉Bを生地皿72が存在する入口側の生地塗布ゾーンZ1と、加熱源のガスバーナー8、9が存在する内奥側の生地焼成ゾーンZ2に仕切って区分できる第1仕切りシャッター43および第2仕切り回転シャッター45を設置すると共に、その第1仕切りシャッター43および第2仕切り回転シャッター45を回転ドラム14の間欠的な回転駆動と同期して、麺棒16の公転運動軌跡Rを遮断する如く進退作動させることにより、その回転ドラム14の一旦停止中には上記生地焼成ゾーンZ2を密閉して、ここからの放熱を防止する一方、上記回転ドラム14の回転時には同じく生地焼成ゾーンZ2を生地塗布ゾーンZ1との連通状態に開放するように定めたものとなっている。蓋43は焼成機の下方空間に余裕があるので上下昇降式の稼働で良いが、第2の仕切り回転シャッター45は焼成機の前面空間は作業員の作業空間であり余裕がないので、回転シャッター式となっている。
【0008】
ここで、本発明者は、完全全自動のバウムクーヘン焼成機を実現し、作業員の作業環境を改善できる可能性があることに気付いた。
作業員の作業を省力化する一つの方法として、自動車の組み立てラインなどではロボットアームを用いているケースがある。
ロボットアームはその先端に特定機能を備えたワークが装備されている。簡単なワークであれば従来技術においても利用可能となっている。例えば、電気溶接用の半田ごてが組み込まれていれば、自動車の溶接部分にワークを押し当てて溶接作業を代替することが可能である。
研究用のロボットアームであればいわゆる人の手指が再現されているワークもある。しかし、そのような人の手指型のワークは極めて高価であり、バウムクーヘン焼成機の焼成プロセスの一部を代替するにはコストパフォーマンスが明らかに合わない。また焼成炉の熱に暴露するため耐熱性に問題があったり、故障などの不具合が発生したりするおそれもある。
作業員の負担軽減を考えれば、バウムクーヘン焼成機の焼成プロセスの一部を代替するためロボットアームを用いることにはメリットもあることは確かである。
【0009】
しかし、現在、ロボットアームのワークとして、バウムクーヘン焼成機において用いられる架棒体(めん棒)を把持したり離したりする適切なワークが知られていない。
そこで、低コストでバウムクーヘン焼成機において用いられる架棒体を把持したり離したりする適切なワークを開発する余地があった。
【0010】
第2の課題は、バウムクーヘン焼成機の焼成炉前面に配置される生地皿の表面付近の生地が焼成炉の熱に暴露されてしまうことである。
上記した特許文献1や特許文献2の従来の旧型のバウムクーヘン焼成機であれば、焼成炉の入口が上記開放されており、生地皿が常に熱に暴露した状態であった。そのため、生地皿表面付近の生地が焼成炉の熱で加熱されて蓄熱してゆき、均一な品質の焼成状態のバウムクーヘンを得ることができないという問題があった。
特許文献3の特許第3686671号公報のバウムクーヘン焼成機であれば、第1仕切りシャッター43および第2仕切り回転シャッター45を設置しているので、焼成熱が開口から生地皿へ印加されるタイミングを低減でき、生地皿内の生地への蓄熱を低減することができる。
しかし、バウムクーヘンの焼成時間は長いうえ、生地皿の配置位置は焼成炉に近く温度が高いため、生地皿表面付近の生地には蓄熱が進んでゆくので改善する余地があった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ヤマハ株式会社
菓子
4か月前
株式会社日本麺機
製麺機
1か月前
理研ビタミン株式会社
気泡安定剤
4か月前
不二製油株式会社
層状穀粉食品の製造方法
3か月前
理研ビタミン株式会社
ケーキ類用品質改良剤
1か月前
株式会社飯田製作所
食品生地搬送装置
1か月前
理研ビタミン株式会社
ケーキ生地用気泡安定剤
3か月前
ホシザキ株式会社
湿度調節庫
3か月前
不二製油株式会社
高加水バターケーキの製造方法
3か月前
株式会社 不二商会
バウムクーヘン焼成機
4か月前
不二製油株式会社
グルテンフリーパンの製造方法
3か月前
松谷化学工業株式会社
膨らみのよい揚げドーナツ
2か月前
大阪瓦斯株式会社
パン類及びその製造方法
4か月前
日本製紙株式会社
ケーキおよびケーキの製造方法
1か月前
日清オイリオグループ株式会社
焼き菓子用水中油型乳化物
3か月前
株式会社New Innovations
食品製造装置
1か月前
株式会社ウエノフードテクノ
焼き菓子用品質改良剤
3か月前
三菱商事ライフサイエンス株式会社
冷凍生地パンの加速試験方法
3か月前
山崎製パン株式会社
蒸しパンの製造方法
1か月前
日油株式会社
製パン用改質剤
1か月前
Next Innovation合同会社
被載置物の姿勢制御装置
3か月前
Next Innovation合同会社
被載置物の姿勢制御装置
3か月前
株式会社ミヤビック
麺線整形二つ折り装置及び二つ折り方法
4か月前
Next Innovation合同会社
被載置物の姿勢制御装置
3か月前
株式会社豊製作所
麺皮片の製造装置
4か月前
株式会社大和製作所
麺製造装置
3か月前
松谷化学工業株式会社
アメリカンドッグ用ミックス粉及びバッター生地
5か月前
府金製粉株式会社
パンの製造方法
3か月前
株式会社コバード
食品成形装置及び方法
1か月前
日清オイリオグループ株式会社
メレンゲ、及び該メレンゲを使用した加熱食品
4か月前
株式会社日清製粉ウェルナ
揚げ菓子の製造方法
2か月前
日本ハム株式会社
米粉パンの製造方法
3か月前
株式会社ニップン
カヌレ用小麦粉組成物
4か月前
株式会社 不二商会
ロボットアームを用いたバウムクーヘン焼成システム
4か月前
株式会社ADEKA
ベーカリー食品用食感改良剤
4か月前
松谷化学工業株式会社
多加水パン類製造用ゲル状組成物及び多加水パン類の製造方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ