TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024114517
公報種別
公開特許公報(A)
公開日
2024-08-23
出願番号
2023020331
出願日
2023-02-13
発明の名称
溶接装置及び電縫管の製造方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B21C
37/08 20060101AFI20240816BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】金属板の両端部のアプセット溶接において、金属板の両端部の間に残留する酸化物を低減する。
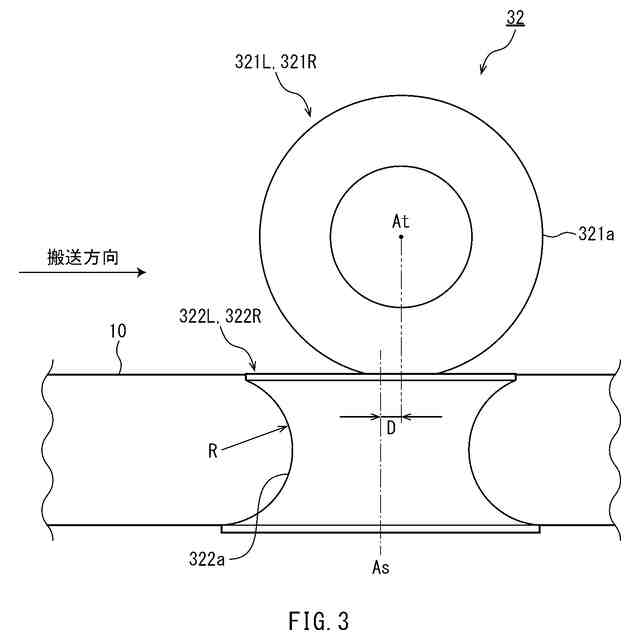
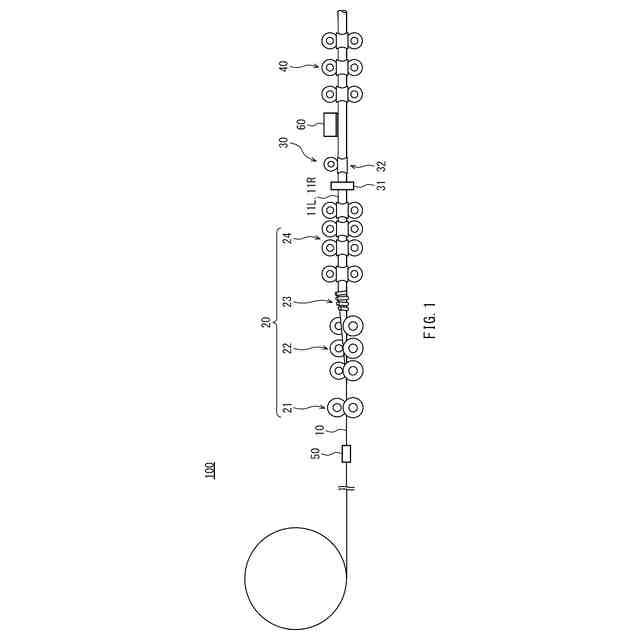
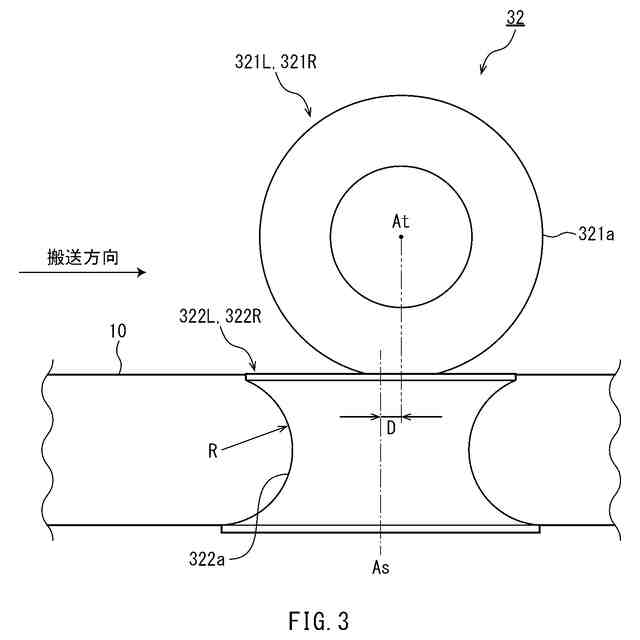
【解決手段】溶接装置(30)は、加熱装置(31)と、スクイズロール(32)とを備える。加熱装置(31)は、金属板(10)の両端部(11L,11R)を加熱して溶融させる。スクイズロール(32)は、金属板(10)の搬送方向において加熱装置(31)の下流に配置される。スクイズロール(32)は、両端部(11L,11R)を押し付け合うように金属板(10)を加圧する。スクイズロール(32)は、トップロール(321L,321R)と、サイドロール(322L,322R)とを含む。搬送方向において、トップロール(321L,321R)の中心軸(At)は、サイドロール(322L,322R)の中心軸(As)に対して下流に配置されている。
【選択図】図3
特許請求の範囲
【請求項1】
搬送されながら管状に成形される金属板の互いに対向する両端部を溶接する溶接装置であって、
前記両端部を加熱して溶融させる加熱装置と、
前記金属板の搬送方向において前記加熱装置の下流に配置され、前記両端部を押し付け合うように前記金属板を加圧するスクイズロールと、
を備え、
前記スクイズロールは、
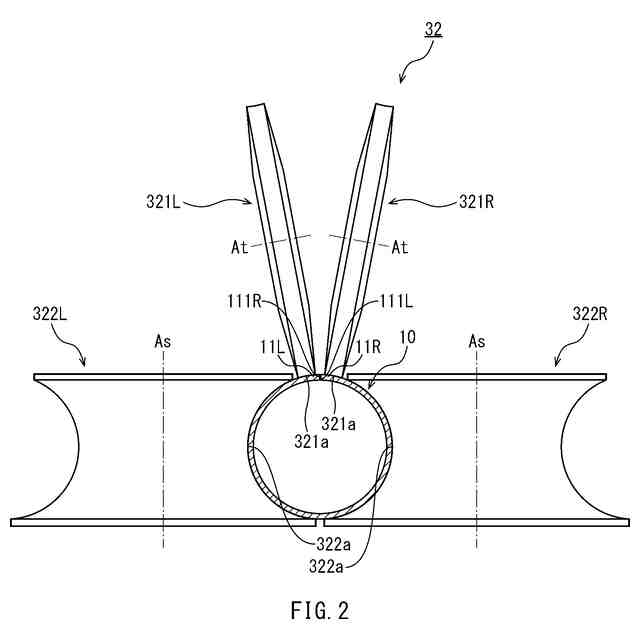
前記搬送方向に沿って見て前記両端部の対向面を挟んで配置され、それぞれ前記金属板に側面で接触する一対のトップロールと、
前記搬送方向に沿って見て前記トップロールを挟んで配置され、それぞれ、内側に凹の湾曲形状を有する側面で前記金属板に接触する一対のサイドロールと、
を含み、
前記搬送方向において、前記トップロールの中心軸は、前記サイドロールの中心軸に対して下流に配置されている、溶接装置。
続きを表示(約 670 文字)
【請求項2】
請求項1に記載の溶接装置であって、
前記サイドロールの前記中心軸から前記トップロールの前記中心軸までの前記搬送方向における距離をD、前記サイドロールの前記側面の曲率半径をRとしたとき、D/Rは0.2以上である、溶接装置。
【請求項3】
請求項1に記載の溶接装置であって、
前記サイドロールの前記中心軸から前記トップロールの前記中心軸までの前記搬送方向における距離をD、前記サイドロールの前記側面の曲率半径をRとしたとき、D/Rは0.3以下である、溶接装置。
【請求項4】
請求項1から3のいずれか1項に記載の溶接装置であって、
前記サイドロールの前記側面の曲率半径は、55mm以下である、溶接装置。
【請求項5】
電縫管の製造方法であって、
金属板を前記金属板の両端部が対向するように管状に成形する工程と、
対向する前記両端部を加熱して溶融させた後、一対のトップロール及び一対のサイドロールを含むスクイズロールを用い、前記両端部を押し付け合うように前記金属板を加圧して前記両端部を溶接する工程と、
を備え、
前記溶接する工程では、前記サイドロールが管状の前記金属板の両側からの加圧を開始した後に、前記トップロールが前記サイドロールよりも前記両端部側で前記金属板の加圧を開始する、製造方法。
【請求項6】
請求項5に記載の製造方法であって、
前記電縫管の外径は、110mm以下である、製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接装置に関し、より詳細には、搬送されながら管状に成形される金属板の互いに対向する両端部を溶接する溶接装置に関する。また、本開示は、電縫管の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
電気抵抗溶接管、いわゆる電縫管は、成形工程、溶接工程、及び定形工程等を経て製造される。成形工程では、コイルから巻き戻された金属板がオープンパイプ状に成形される。溶接工程では、オープンパイプ状の金属板の両端部がアプセット溶接によって接合され、電縫管が形成される。定形工程では、電縫管の形状が調整される。
【0003】
電縫管の製造プロセスにおいて、溶接工程では、通常、加熱装置及びスクイズロールを含む溶接装置が使用される。加熱装置は、金属板の両端部を加熱して溶融させる。加熱装置は、例えば、金属板の両端部に電流を直接又は誘導によって供給し、ジュール熱によって金属板の両端部を溶融させる。スクイズロールは、金属板の搬送方向において加熱装置の下流に配置される。スクイズロールは、オープンパイプ状の金属板を外周側から加圧する。これにより、金属板の溶融状態の両端部が互いに押し付けられて接合される。
【0004】
例えば特許文献1に記載されているように、スクイズロールは、一対のサイドロールと、一対のトップロールとを含む。一対のサイドロールは、オープンパイプ状の金属板の左右に配置され、金属板に対して左右から接触する。一対のトップロールは、サイドロールの上方且つ金属板の両端部の左右に配置され、両端部の近傍で金属板に接触する。
【先行技術文献】
【特許文献】
【0005】
特開平03-000417号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
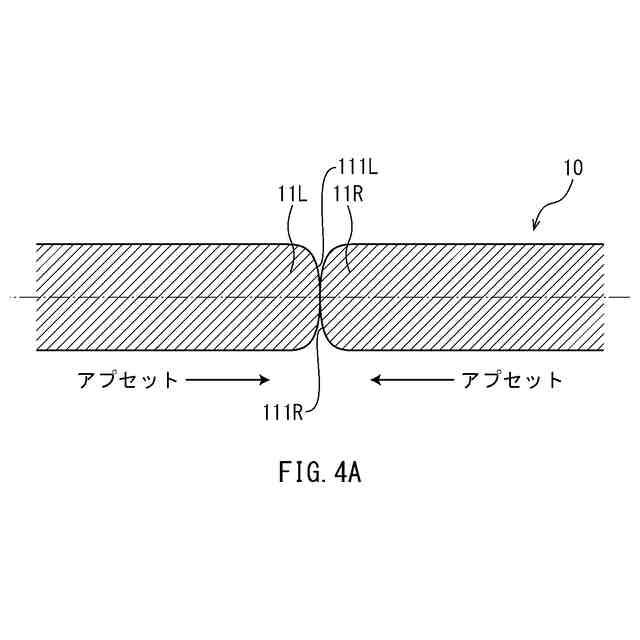
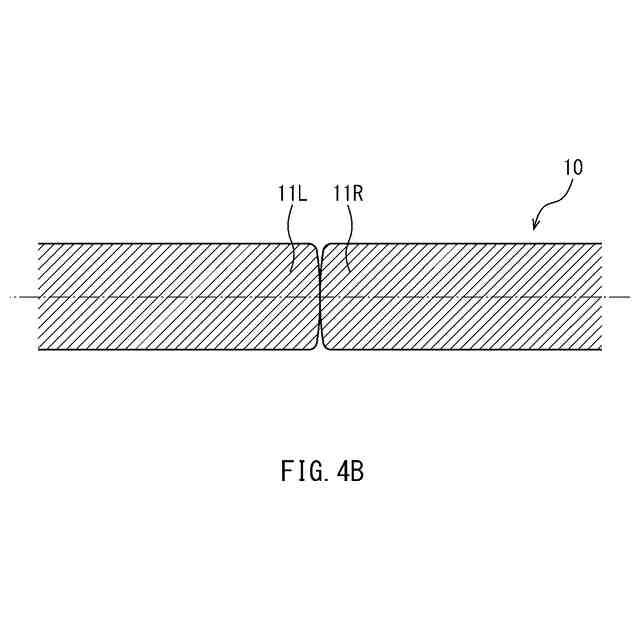
電縫管の製造プロセスにおいて金属板の両端部を溶接する際、これらの端部の溶接面には加熱及び溶融の過程で酸化物が不可避に生成される。溶接面間に酸化物が残留すると溶接欠陥となり得るため、スクイズロールを用いたアプセット(据込み)によって酸化物を溶融金属とともに溶接面間から電縫管の内外面に排出する必要がある。溶融金属を電縫管の内外面に均等に排出するため、従来、溶接面同士が平行になるようにスクイズロールが構成される。より具体的には、溶接面同士を平行に突き合わせるため、通常、金属板の搬送方向において各トップロールの中心軸の位置と各サイドロールの中心軸の位置とを一致させている。
【0007】
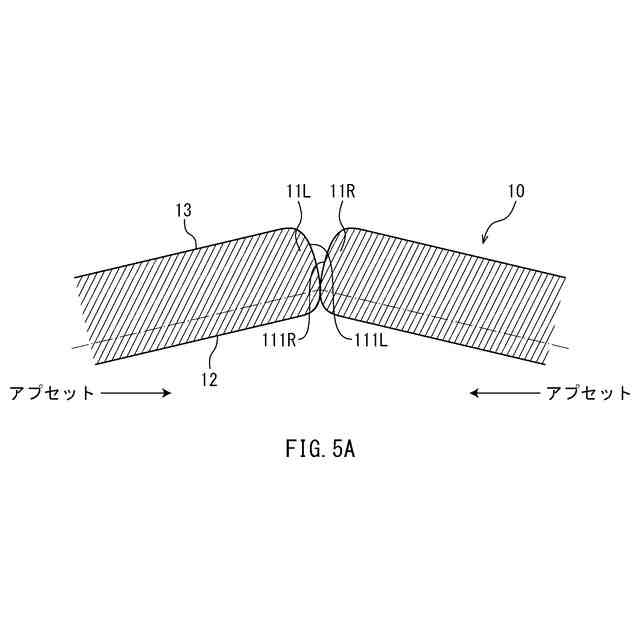
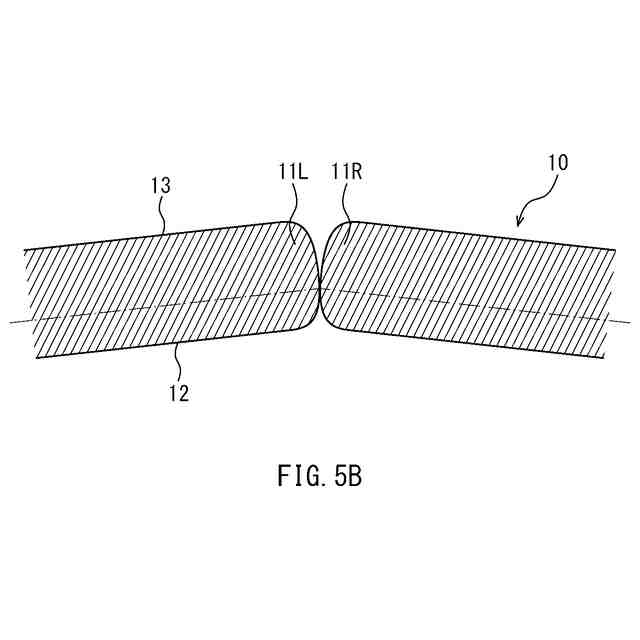
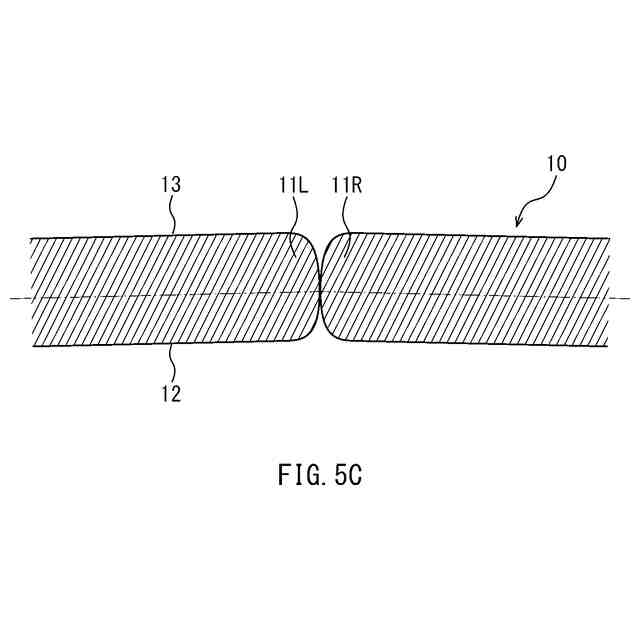
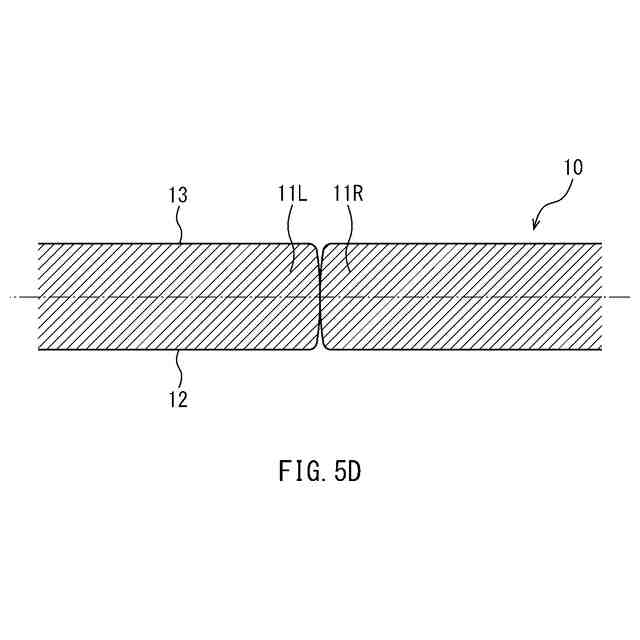
しかしながら、一般的な高周波電気抵抗溶接では、オープンパイプ状の金属板の内外面側から各溶接面の溶融が進み、溶接面同士が接触する直前には、金属板の板厚方向に沿った断面で見て各溶接面が相手溶接面側に凸の弧状となる。そのため、金属板の内外面側では当該内外面に向かうにつれて溶接面同士が離隔する一方、金属板の板厚中心側では溶接面同士が常時平行に維持される。そのため、スクイズロールによるアプセットを加えても、金属板の板厚中心及びその近傍では溶接面間から溶融金属が排出されにくい。特に、低入熱条件でアプセット溶接が行われる場合、溶融金属の量が少ないため、溶融金属の流動が生じにくく、溶接面間から溶融金属がより排出されにくくなる。溶融金属の排出が不十分な場合、溶接面間に酸化物が残留しやすくなる。
【0008】
特許文献1では、金属板の搬送方向において、一対のトップロールの中心軸が一対のサイドロールの中心軸よりも上流に配置されている。特許文献1によれば、トップロールによって金属板の両端部の未凝固領域を拘束することで、両端部の段差量を調整して溶接時のラップを修正することができる。しかしながら、特許文献1では、金属板の両端部の間に残留する酸化物については特に言及されていない。
【0009】
本開示は、金属板の両端部のアプセット溶接において、金属板の両端部の間に残留する酸化物を低減することを課題とする。
【課題を解決するための手段】
【0010】
本開示に係る溶接装置は、搬送されながら管状に成形される金属板の互いに対向する両端部を溶接する。溶接装置は、加熱装置と、スクイズロールとを備える。加熱装置は、金属板の両端部を加熱して溶融させる。スクイズロールは、金属板の搬送方向において加熱装置の下流に配置される。スクイズロールは、金属板の両端部を押し付け合うように金属板を加圧する。スクイズロールは、一対のトップロールと、一対のサイドロールとを含む。一対のトップロールは、搬送方向に沿って見て金属板の両端部の対向面を挟んで配置される。トップロールは、それぞれ金属板に側面で接触する。一対のサイドロールは、搬送方向に沿って見てトップロールを挟んで配置される。サイドロールは、それぞれ金属板に側面で接触する。サイドロールのそれぞれの側面は、内側に凹の湾曲形状を有する。搬送方向において、トップロールの中心軸は、サイドロールの中心軸に対して下流に配置されている。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
5か月前
個人
ハゼ折鋼板のハゼ締め装置
2か月前
個人
鋼線材の高減面率延伸装置
4か月前
村田機械株式会社
プレス機械
2か月前
株式会社プロテリアル
熱間鍛造用金型
3か月前
株式会社不二越
NC転造盤
22日前
トヨタ自動車株式会社
プレス金型
4か月前
株式会社ゴーシュー
歯車素材
3か月前
トヨタ紡織株式会社
金型装置
3か月前
大裕株式会社
鋼矢板の矯正装置
4か月前
日伸工業株式会社
加工システム
1か月前
トヨタ自動車株式会社
プレス成型方法
5か月前
石田鉄工株式会社
格子状製品の製造方法
4か月前
日産自動車株式会社
逐次成形方法
2か月前
株式会社小矢部精機
膜厚制御装置
5か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
2か月前
A株式会社
接合部材、及び、骨組み構造体
2か月前
村田機械株式会社
上型ホルダ及びプレス機械
5か月前
東洋製罐株式会社
有底筒状体加工装置
9日前
株式会社不二越
転造加工用鋼製平ダイス
1か月前
大同特殊鋼株式会社
横型鍛造装置
2か月前
冨士発條株式会社
トリミング装置
3か月前
大同特殊鋼株式会社
鋼種判別装置
5か月前
ニデック株式会社
金型及び打ち抜き方法
3か月前
ニデック株式会社
金型及びプレス加工装置
3か月前
ダイハツ工業株式会社
曲げ加工装置
4か月前
村田機械株式会社
情報処理装置及び情報処理方法
1か月前
神鋼鋼線工業株式会社
ばね用線材
5か月前
ダイハツ工業株式会社
曲げ加工装置
4か月前
トヨタ紡織株式会社
カシメ装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
5か月前
株式会社ヤマナカゴーキン
ダイセット装置
2か月前
村田機械株式会社
金型交換装置及び金型検出方法
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
1か月前
株式会社菊地機械製作所
加工装置、および加工方法
1か月前
株式会社TMEIC
板離れ防止システム
16日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































