TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024075414
公報種別
公開特許公報(A)
公開日
2024-06-03
出願番号
2022186862
出願日
2022-11-22
発明の名称
離型フィルム
出願人
住友ベークライト株式会社
代理人
個人
主分類
B32B
27/00 20060101AFI20240527BHJP(積層体)
要約
【課題】シワの発生を抑制できる離型フィルムを提供する。
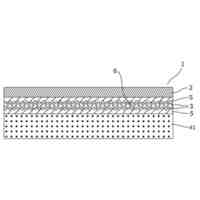
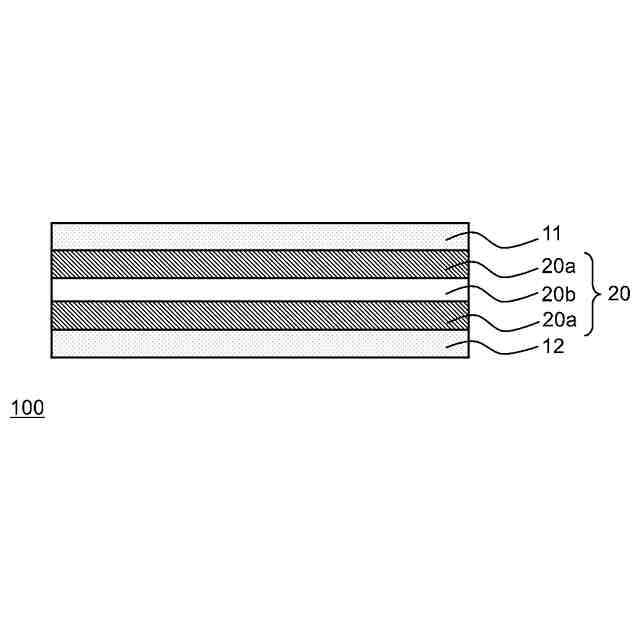
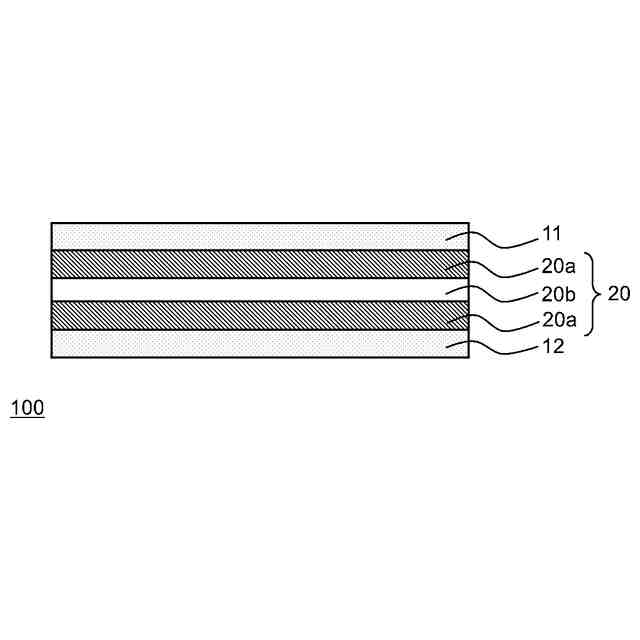
【解決手段】本発明の離型フィルム100は、離型面となる第1離型層11(第一樹脂層)と、第1離型層11とは異なる樹脂組成物から形成された中間層20(第二樹脂層)とが積層されたものであって、以下の手順aで熱寸法変化率を測定したとき、180℃における離型フィルム100の幅方向(TD)の熱寸法変化率Atが2.5%以下であり、かつ、180℃における離型フィルム100の長さ方向(MD)の熱寸法変化率Amと180℃における離型フィルム100の幅方向(TD)の熱寸法変化率Atとの差分が5.0%以下である。手順a:熱機械分析装置を用いて、離型フィルム100に10mNの荷重をかけた状態で、20℃から210℃まで5℃/分の昇温速度で昇温して、離型フィルム100の熱寸法変化率を測定する。
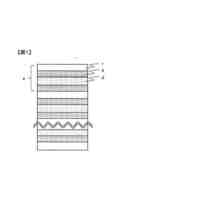
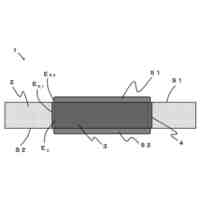
【選択図】図1
特許請求の範囲
【請求項1】
離型面となる第一樹脂層と、前記第一樹脂層とは異なる樹脂組成物から形成された第二樹脂層とが積層された離型フィルムであって、
以下の手順aで熱寸法変化率を測定したとき、180℃における当該離型フィルムの幅方向(TD)の熱寸法変化率Atが2.5%以下であり、かつ、180℃における当該離型フィルムの長さ方向(MD)の熱寸法変化率Amと180℃における当該離型フィルムの幅方向(TD)の熱寸法変化率Atとの差分が5.0%以下である、離型フィルム。
手順a:熱機械分析装置を用いて、当該離型フィルムに10mNの荷重をかけた状態で、20℃から210℃まで5℃/分の昇温速度で昇温して、当該離型フィルムの熱寸法変化率を測定する。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の離型フィルムであって、
180℃における当該離型フィルムの長さ方向(MD)の前記熱寸法変化率Amが、0%以下である、離型フィルム。
【請求項3】
請求項1または2に記載の離型フィルムであって、
以下の手順bで熱寸法変化率を測定したとき、180℃における当該離型フィルムの長さ方向(MD)の熱寸法変化率Bmが0.1%以上である、離型フィルム。
手順b:熱機械分析装置を用いて、当該離型フィルムに500mNの荷重をかけた状態で、20℃から210℃まで5℃/分の昇温速度で昇温して、当該離型フィルムの熱寸法変化率を測定する。
【請求項4】
請求項1または2に記載の離型フィルムであって、
以下の手順bで熱寸法変化率を測定したとき、180℃における当該離型フィルムの長さ方向(MD)の熱寸法変化率Btが3.0%以上である、離型フィルム。
手順b:熱機械分析装置を用いて、当該離型フィルムに500mNの荷重をかけた状態で、20℃から210℃まで5℃/分の昇温速度で昇温して、当該離型フィルムの熱寸法変化率を測定する。
【請求項5】
請求項1または2に記載の離型フィルムであって、
前記第一樹脂層はシリコーン樹脂、フッ素樹脂、メラミン樹脂、エポキシ樹脂、フェノール樹脂、およびアクリル樹脂の中から選ばれる1種または2種以上を含む表面層用樹脂組成物から構成される、離型フィルム。
【請求項6】
請求項1または2に記載の離型フィルムであって、
前記離型フィルムの厚さ方向に垂直な方向の中心面を基準として対称構造および/または対称組成である、離型フィルム。
【請求項7】
請求項1または2に記載の離型フィルムであって、
前記離型フィルムは、前記第一樹脂層とは反対側の面に、離型面となる第三樹脂層をさらに有する、離型フィルム。
【請求項8】
請求項1または2に記載の離型フィルムであって、
前記第二樹脂層は、ポリエステル樹脂を含む第二樹脂層用樹脂組成物から構成される、離型フィルム。
【請求項9】
請求項8に記載の離型フィルムであって、
前記ポリエステル樹脂は、ポリエチレンテレフタレート樹脂(PET)、ポリエチレンテレフタレートグリコール樹脂(PETG)、ポリブチレンテレフタレート樹脂(PBT)、ポリトリメチレンテレフタレート樹脂(PTT)、およびポリヘキサメチレンテレフタレート樹脂(PHT)、共重合ポリエチレンテレフタレート・イソフタレート樹脂(PET/PEI)の中から選ばれる1種または2種以上を含む、離型フィルム。
【請求項10】
請求項8に記載の離型フィルムであって、
前記第二樹脂層は、前記第二樹脂層用樹脂組成物から形成されたフィルムが複数積層されてなる、離型フィルム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、離型フィルムに関する。より詳細には、離型フィルム、離型フィルムの製造方法、および離型フィルム用成形材料セットに関する。
続きを表示(約 4,000 文字)
【背景技術】
【0002】
離型フィルムは、成型品を製造する際や異なる材料を貼り合わせた積層体を製造する際等に使用される。
例えば、回路が露出したフレキシブルフィルム(以下「回路露出フィルム」とも称する)に接着剤を介してカバーレイフィルム(以下「CLフィルム」とも称する)を加熱プレスにより貼り付けたフレキシブルプリント回路基板(以下「FPC」とも称する)を作製する際に、カバーレイフィルムと、熱板との間に離型フィルムが配置され、熱板とともに加熱プレスされる(例えば、特許文献1)。
また、例えば、半導体装置の製造プロセスにおいて、金型と、成型対象物との間に離型フィルムを配置し、トランスファーモールド成型法やコンプレッションモールド成型法などの成型手法により、半導体素子などの電子部材が搭載された成型対象物を樹脂封止して半導体装置を製造することが知られている(例えば、特許文献2~4)。
【先行技術文献】
【特許文献】
【0003】
特開2015-58691号公報
特開2020-151949号公報
特開2020-19264号公報
特開2016-092272号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の離型フィルムを用いて得られた成形体の表面には、離型フィルムに生じたシワやゆがみが転写されたり、熱圧着時に離型フィルムの端部がカールすることで密着性が低下する等の問題が生じ、より高水準で外観が良好な成形体を得つつ、離型フィルムのカールを抑制する点で改善の余地があった。
【課題を解決するための手段】
【0005】
本件発明者は、離型フィルムに生じるシワやカールの要因について鋭意検討を進めたところ、次のような課題があることを判明した。
通常、離型フィルムを使用する際にはまず、下金型のキャビティ凹部の内面に密着させるため、離型フィルムはその内面形状に沿うように変形される。次に、離型フィルムが配置された下金型のキャビティ凹部内に封止用樹脂材料を充填し、上金型に保持した成形対象物とともに、上下方向からクランプして圧縮成形することで、当該成形対象物を樹脂封止する。ここで、かかる圧縮成形の際、下金型は凹部の容積を小さくするように底面が徐々に押し上げられることとなるため、凹部の内面形状に沿うように配置された離型フィルムに余剰分が発生することとなる。
従来、離型フィルムは加熱により徐々に収縮(弾性回復)する性質があることが知られているが、本件発明者は、離型フィルムのTD方向とMD方向との弾性回復のバランスが崩れると離型フィルムにシワやカールが発生しやすくなることを新たに見出した。そして、さらに鋭意検討を重ねた結果、離型フィルムの熱寸法変化率について新たな指標を考案し、かかる指標を制御することが上記のようなシワやカールの発生を抑制するのに効果的であることを見出し、本発明を完成させた。
【0006】
本発明によれば、以下の離型フィルムに関する技術が提供される。
【0007】
[1] 離型面となる第一樹脂層と、前記第一樹脂層とは異なる樹脂組成物から形成された第二樹脂層とが積層された離型フィルムであって、
以下の手順aで熱寸法変化率を測定したとき、180℃における当該離型フィルムの幅方向(TD)の熱寸法変化率Atが2.5%以下であり、かつ、180℃における当該離型フィルムの長さ方向(MD)の熱寸法変化率Amと180℃における当該離型フィルムの幅方向(TD)の熱寸法変化率Atとの差分が5.0%以下である、離型フィルム。
手順a:熱機械分析装置を用いて、当該離型フィルムに10mNの荷重をかけた状態で、20℃から210℃まで5℃/分の昇温速度で昇温して、当該離型フィルムの熱寸法変化率を測定する。
[2] [1]に記載の離型フィルムであって、
180℃における当該離型フィルムの長さ方向(MD)の前記熱寸法変化率Amが、0%以下である、離型フィルム。
[3] [1]または[2]に記載の離型フィルムであって、
以下の手順bで熱寸法変化率を測定したとき、180℃における当該離型フィルムの長さ方向(MD)の熱寸法変化率Bmが0.1%以上である、離型フィルム。
手順b:熱機械分析装置を用いて、当該離型フィルムに500mNの荷重をかけた状態で、20℃から210℃まで5℃/分の昇温速度で昇温して、当該離型フィルムの熱寸法変化率を測定する。
[4] [1]乃至[3]いずれか一つに記載の離型フィルムであって、
以下の手順bで熱寸法変化率を測定したとき、180℃における当該離型フィルムの長さ方向(MD)の熱寸法変化率Btが3.0%以上である、離型フィルム。
手順b:熱機械分析装置を用いて、当該離型フィルムに500mNの荷重をかけた状態で、20℃から210℃まで5℃/分の昇温速度で昇温して、当該離型フィルムの熱寸法変化率を測定する。
[5] [1]乃至[4]いずれか一つに記載の離型フィルムであって、
前記第一樹脂層はシリコーン樹脂、フッ素樹脂、メラミン樹脂、エポキシ樹脂、フェノール樹脂、およびアクリル樹脂の中から選ばれる1種または2種以上を含む表面層用樹脂組成物から構成される、離型フィルム。
[6] [1]乃至[5]いずれか一つに記載の離型フィルムであって、
前記離型フィルムの厚さ方向に垂直な方向の中心面を基準として対称構造および/または対称組成である、離型フィルム。
[7] [1]乃至[6]いずれか一つに記載の離型フィルムであって、
前記離型フィルムは、前記第一樹脂層とは反対側の面に、離型面となる第三樹脂層をさらに有する、離型フィルム。
[8] [1]乃至[7]いずれか一つに記載の離型フィルムであって、
前記第二樹脂層は、ポリエステル樹脂を含む第二樹脂層用樹脂組成物から構成される、離型フィルム。
[9] [8]に記載の離型フィルムであって、
前記ポリエステル樹脂は、ポリエチレンテレフタレート樹脂(PET)、ポリエチレンテレフタレートグリコール樹脂(PETG)、ポリブチレンテレフタレート樹脂(PBT)、ポリトリメチレンテレフタレート樹脂(PTT)、およびポリヘキサメチレンテレフタレート樹脂(PHT)、共重合ポリエチレンテレフタレート・イソフタレート樹脂(PET/PEI)の中から選ばれる1種または2種以上を含む、離型フィルム。
[10] [8]または[9]に記載の離型フィルムであって、
前記第二樹脂層は、前記第二樹脂層用樹脂組成物から形成されたフィルムが複数積層されてなる、離型フィルム。
[11] [1]乃至[10]いずれか一つに記載の離型フィルムであって、
前記第二樹脂層は延伸フィルムを含む、離型フィルム。
[12] [10]に記載の離型フィルムであって、
前記フィルムは接着剤層を介して積層されてなる、離型フィルム。
[13] [10]または[11]に記載の離型フィルムであって、
前記接着剤層は、ポリエステル、ポリエーテル、ポリイソシアネート、およびポリウレタンの中から選ばれる1種または2種以上から構成される、離型フィルム。
[14] [12]または[13]に記載の離型フィルムであって、
前記接着剤層の厚みは、0.5~10μmである、離型フィルム。
[15] 離型面となる第一樹脂層と、前記第一樹脂層とは異なる樹脂組成物から形成された第二樹脂層とが積層された離型フィルムを製造する際に用いられる、当該第二樹脂層用の成形材料セットであって、
前記第二樹脂層がフィルムであって、当該フィルムについて、以下の手順cで熱寸法変化率を測定したとき、180℃における当該フィルムの幅方向(TD)の熱寸法変化率Ctが2.5%以下であり、かつ、180℃における当該フィルムの長さ方向(MD)の熱寸法変化率Cmと180℃における当該フィルムの幅方向(TD)の熱寸法変化率Ctとの差分が5.0%以下である、成形材料セット。
手順c:熱機械分析装置を用いて、当該フィルムに10mNの荷重をかけた状態で、20℃から210℃まで5℃/分の昇温速度で昇温して、当該フィルムの熱寸法変化率を測定する。
【発明の効果】
【0008】
本発明によれば、シワおよびカールの発生を抑制できる離型フィルムが提供される。
【図面の簡単な説明】
【0009】
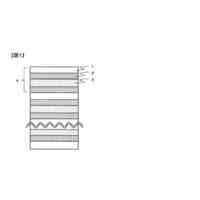
本実施形態の離型フィルムの断面を模式的に示す断面図である。
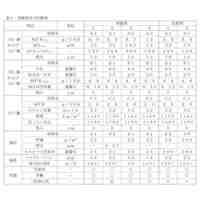
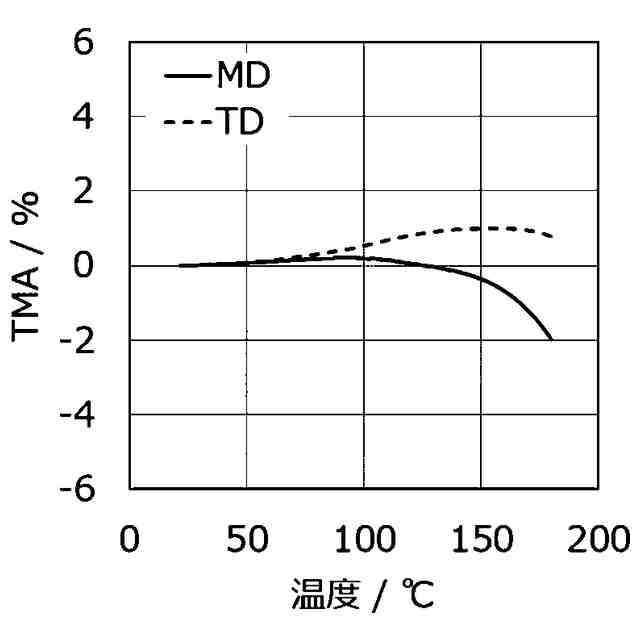
手順aによる実施例1の離型フィルムのTMA測定結果を示す図である。
手順bによる実施例1の離型フィルムのTMA測定結果を示す図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照しつつ、詳細に説明する。
すべての図面において、同様な構成要素には同様の符号を付し、適宜説明を省略する。図面はあくまで説明用のものである。図面中の各部材の形状や寸法比などは、必ずしも現実の物品と対応するものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
積層体
9か月前
東レ株式会社
積層体
3日前
東レ株式会社
積層体
18日前
東レ株式会社
積層体
26日前
東ソー株式会社
積層体
8か月前
東レ株式会社
多層成形品
1か月前
ユニチカ株式会社
シート
9か月前
東レ株式会社
積層不織布
8か月前
東レ株式会社
積層フィルム
8か月前
東レ株式会社
積層フィルム
1か月前
個人
生地
3か月前
東レ株式会社
積層フィルム
7か月前
東レ株式会社
積層フィルム
2か月前
東洋紡株式会社
離型フィルム
1か月前
三菱ケミカル株式会社
積層体
2か月前
三菱ケミカル株式会社
積層体
4か月前
三菱ケミカル株式会社
積層体
4か月前
セーレン株式会社
導電性編物
2か月前
東洋紡株式会社
離型フィルム
1か月前
セーレン株式会社
調湿性布帛
10か月前
三菱ケミカル株式会社
積層体
3か月前
東ソー株式会社
多層フィルム
5か月前
三菱製紙株式会社
離型フィルム
8か月前
東レ株式会社
多層積層フィルム
8か月前
日本バイリーン株式会社
表面材
9日前
東ソー株式会社
易開封性積層体
8か月前
平岡織染株式会社
複合体シート
8か月前
三菱瓦斯化学株式会社
複合材料
10か月前
三菱製紙株式会社
離型フィルム
1か月前
株式会社トライフ
積層体
11か月前
東ソー株式会社
易開封性積層体
8か月前
株式会社エフコンサルタント
面材
1か月前
株式会社カネカ
ポリイミド積層体
1か月前
株式会社カネカ
ポリイミド積層体
1か月前
三洋化成工業株式会社
複層硬化膜
1か月前
三菱製紙株式会社
セロハン積層体
10か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ