TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025171265
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2024076424
出願日
2024-05-09
発明の名称
絶縁被膜付平角線の成形切断装置および絶縁被膜付平角線の成形切断方法
出願人
三菱電機株式会社
代理人
弁理士法人ぱるも特許事務所
主分類
H02G
1/14 20060101AFI20251113BHJP(電力の発電,変換,配電)
要約
【課題】生産性の高い絶縁被膜付平角線の成形切断装置および絶縁被膜付平角線の成形切断方法を提供する。
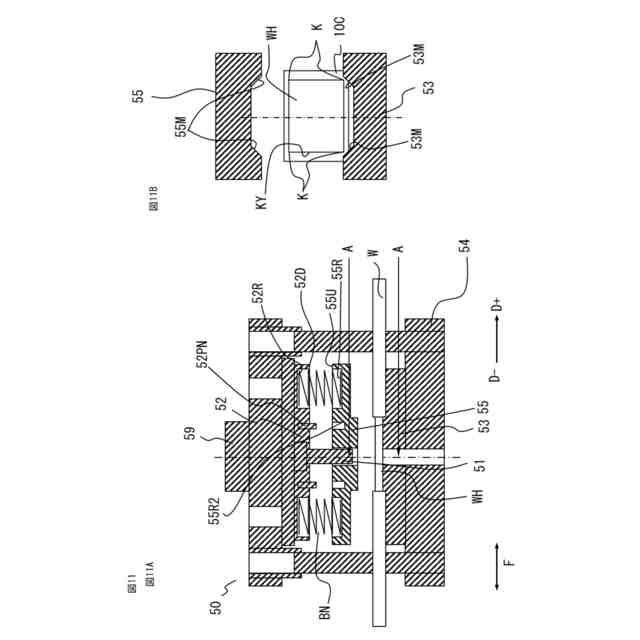
【解決手段】絶縁被膜付平角線の成形切断装置60は、絶縁被膜付平角線である線材Wを長手方向に搬送する搬送装置42と、線材Wの絶縁被膜10Cを除去する被膜剥離装置44、45と、被膜剥離部10WHを予め定められた形状に成形して切断する成形切断金型50とを備え、成形切断金型50は、被膜剥離部の長手方向に延びる2つの角部Kを面打ちする二対の第1面打成形部53Mを有するダイ53と、被膜剥離部WHの長手方向に延びる2つの角部Kを面打ちする二対の第2面打成形部55Mを有するストリッパプレート55と、被膜剥離部WHを予め定められた位置で切断するパンチ51とを有する。
【選択図】図11
特許請求の範囲
【請求項1】
絶縁被膜付平角線である線材を長手方向に連続して搬送する搬送装置と、
前記線材の絶縁被膜を除去する被膜剥離装置と、
前記被膜剥離装置で被膜が除去された前記線材の被膜剥離部を予め定められた形状に成形して切断する成形切断金型とを備え、
前記成形切断金型は、前記被膜剥離部の長手方向に延びる2つの角部を面打ちする二対の第1面打成形部を有するダイと、
前記ダイの上に載置された前記被膜剥離部を前記ダイに対して加圧部によって押圧して前記被膜剥離部の長手方向に延びる2つの角部を面打ちする二対の第2面打成形部を有するストリッパプレートと、
前記被膜剥離部を予め定められた位置で切断するパンチとを有する絶縁被膜付平角線の成形切断装置。
続きを表示(約 1,600 文字)
【請求項2】
前記ダイは、前記線材の切断時に前記パンチが上下方向に貫通するパンチ通過領域を有し、前記パンチ通過領域は、前記線材の前記被膜剥離部を前記パンチで打ち抜く、前記被膜剥離部の幅方向に対して対称な形状を有する第1切断部と第2切断部とを備え、
前記第1切断部は、前記被膜剥離部の幅方向の中央部を、前記被膜剥離部の幅方向に切断する第1中央切断部と、
前記第1中央切断部が切断する部分の前記被膜剥離部の幅方向の両外側部分を前記幅方向に対して前記線材の反搬送方向側に傾斜して広がるテーパ形状に切断する一対の第1テーパ切断部とからなり、
前記第2切断部は、前記被膜剥離部の幅方向の中央部を、前記被膜剥離部の幅方向に切断する第2中央切断部と、
前記第2中央切断部が切断する部分の前記被膜剥離部の幅方向の両外側部分を前記幅方向に対して前記線材の搬送方向側に傾斜して広がるテーパ形状に切断する一対の第2テーパ切断部とからなり、
前記パンチの先端の刃先の形状は、前記ダイの前記パンチ通過領域と同形状である請求項1に記載の絶縁被膜付平角線の成形切断装置。
【請求項3】
一対の前記第1テーパ切断部の幅方向の外側部分には、それぞれ、反搬送方向側に延びる第1面打成形部が接しており、一対の前記第2テーパ切断部の幅方向の外側部分には、それぞれ、搬送方向側に延びる第1面打成形部が接している請求項2に記載の絶縁被膜付平角線の成形切断装置。
【請求項4】
二対の前記第1面打成形部および、二対の前記第2面打成形部は、搬送される線材の長手方向に対して垂直な断面における角部を形成する二辺に対して傾斜している請求項1に記載の絶縁被膜付平角線の成形切断装置。
【請求項5】
前記パンチおよび前記ストリッパプレートは、同一の駆動源によって同時に駆動される請求項2に記載の絶縁被膜付平角線の成形切断装置。
【請求項6】
前記ダイを上方から見たときに、前記第1面打成形部の幅L1と、前記第1テーパ切断部の幅L2の関係は、L1<=L2である請求項2に記載の絶縁被膜付平角線の成形切断装置。
【請求項7】
前記成形切断金型は、前記被膜剥離部の中央部で前記線材を切断する請求項2に記載の絶縁被膜付平角線の成形切断装置。
【請求項8】
前記パンチは、刃先の上方に、切断した前記線材の端末部をシェービング加工するシェービング加工部を備える請求項1に記載の絶縁被膜付平角線の成形切断装置。
【請求項9】
前記第1中央切断部および前記第2中央切断部のいずれか一方は、搬送方向側に突出する凸状切断部を有し、
前記第1中央切断部および前記第2中央切断部の他方は、反搬送方向側に凹む凹状切断部を有する請求項2に記載の絶縁被膜付平角線の成形切断装置。
【請求項10】
前記ダイは、前記線材の切断時に前記パンチが上下方向に貫通するパンチ通過領域を有し、
前記パンチ通過領域は、前記線材の前記被膜剥離部を前記パンチで打ち抜く、前記被膜剥離部の幅方向に対して対称な形状を有する第1切断部と第2切断部とを備え、
前記第1切断部は、前記被膜剥離部の幅方向の一方側を、前記線材の反搬送方向側に向かって弧状に膨らむように切断する第1弧状切断部と、幅方向の他方側を前記幅方向に対して前記線材の反搬送方向側に傾斜して切断する第1斜状切断部とを備え、
前記第2切断部は、前記被膜剥離部の幅方向の一方側を、前記線材の搬送方向側に向かって弧状に膨らむように切断する第2弧状切断部と、幅方向の他方側を前記幅方向に対して前記線材の搬送方向側に傾斜して切断する第2斜状切断部とを備え、
前記パンチの先端の刃先の形状は、前記ダイの前記パンチ通過領域の形状と同形状である請求項1に記載の絶縁被膜付平角線の成形切断装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、絶縁被膜付平角線の成形切断装置および絶縁被膜付平角線の成形切断方法に関するものである。
続きを表示(約 4,400 文字)
【背景技術】
【0002】
従来の平角線の剥離、面取り装置では、予め所定の長さに切断された被膜付平角線を保持し、平角線を45度の角度に姿勢変更させてから面取り加工までを連動して構成している(例えば、特許文献1参照)。
また、コイル切断後に別工具となるコイニングパンチによって面取り形状を構成することで、別工程によってコイル切断後の面取り部を形成している(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
特許第5617885号公報
特開2021-040463号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような従来の絶縁被膜剥離、面取り、コイル切断までを有する製造装置では、コイル剥離部の切断と絶縁被膜剥離後の面取り(面打ち)加工が別々に実施されており、コイルの姿勢変更に伴う位置ズレ、加工精度の悪化によるバリ残り、或いは、溶接時の溶け残り不良、絶縁処理不良などが懸念される。また、工程数の増加により高速化時の工程集約が困難となり、設備装置サイズが大型化し、コスト増加となるという課題があった。
【0005】
本開示は、上記のような課題を解決するためになされたものであり、被膜剥離後の面打ち、線材の切断を同一装置内かつ同一工程で一括して実施できる、小型化、工程集約、高速生産といった生産性の高い絶縁被膜付平角線の成形切断装置および絶縁被膜付平角線の成形切断方法を得ることを目的とする。
【課題を解決するための手段】
【0006】
本開示に係る絶縁被膜付平角線の成形切断装置は、
絶縁被膜付平角線である線材を長手方向に連続して搬送する搬送装置と、
前記線材の絶縁被膜を除去する被膜剥離装置と、
前記被膜剥離装置で被膜が除去された前記線材の被膜剥離部を予め定められた形状に成形して切断する成形切断金型とを備え、
前記成形切断金型は、前記被膜剥離部の長手方向に延びる2つの角部を面打ちする二対の第1面打成形部を有するダイと、
前記ダイの上に載置された前記被膜剥離部を前記ダイに対して加圧部によって押圧して前記被膜剥離部の長手方向に延びる2つの角部を面打ちする二対の第2面打成形部を有するストリッパプレートと、
前記被膜剥離部を予め定められた位置で切断するパンチとを有するものである。
また、本開示に係る絶縁被膜付平角線の成形切断方法は、
絶縁被膜付平角線を長手方向に連続して搬送する搬送工程と、
前記絶縁被膜付平角線の絶縁被膜の一部を除去する被膜剥離工程と、
前記被膜剥離工程で剥離された被膜剥離部の長手方向に延びる4つの角部を面打ちする面打成形工程と、
前記面打成形工程において前記被膜剥離部が加圧して保持された状態のまま前記被膜剥離部を予め定められた寸法に切断する切断工程とを有し、
前記面打成形工程と前記切断工程とを、1つの動力源による1ストロークによって一括処理するものである。
【発明の効果】
【0007】
本開示に係る絶縁被膜付平角線の成形切断装置および絶縁被膜付平角線の成形切断方法によれば、
被膜剥離後の面打ち、線材の切断を同一装置内かつ同一工程で一括して実施できる、小型化、工程集約、高速生産といった生産性の高い絶縁被膜付平角線の成形切断装置および絶縁被膜付平角線の成形切断方法を提供できる。
【図面の簡単な説明】
【0008】
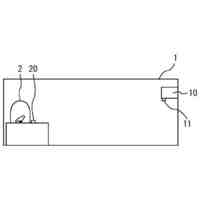
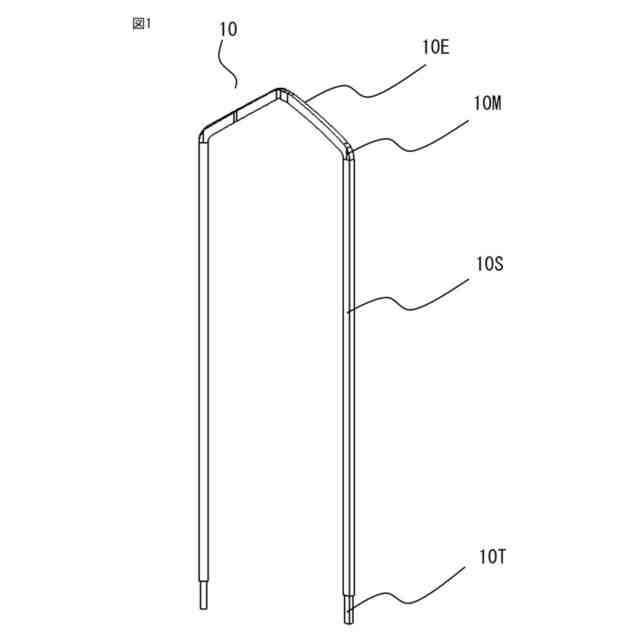
実施の形態1による回転電機のステータに使用される略U字形状のセグメントコイルの斜視図である。
実施の形態1による複数のセグメントコイルを組み合わせた状態を示す斜視図である。
実施の形態1による複数のセグメントコイルを環状に組み合わせたコイル籠の斜視図である。
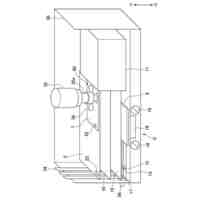
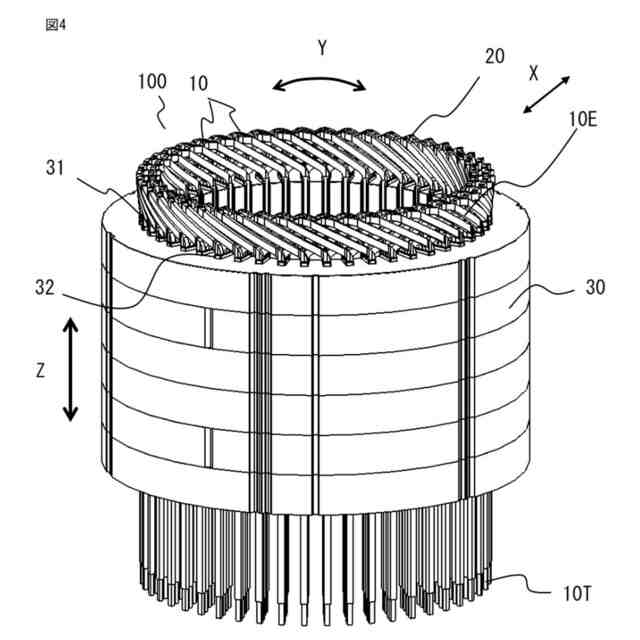
実施の形態1によるコイル籠をステータコアのスロット部に挿入した状態を示す斜視図である。
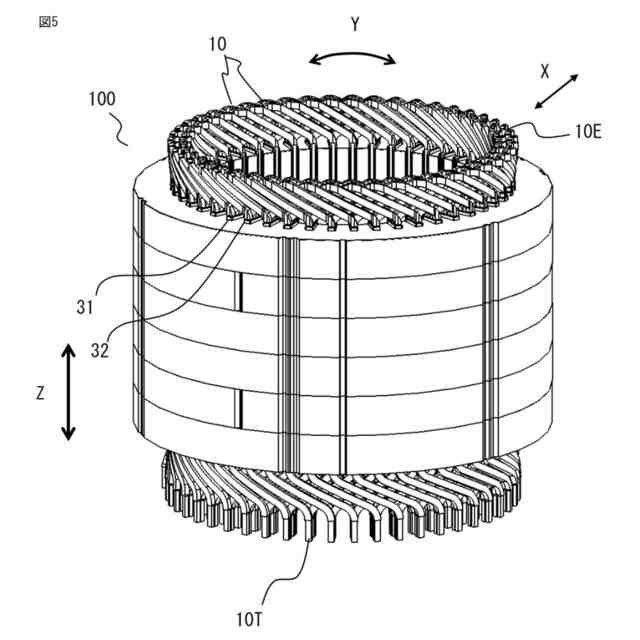
実施の形態1によるステータコアに挿入されたコイル籠の端末結合部を成形して接合した状態を示す斜視図である。
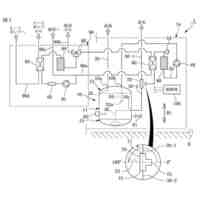
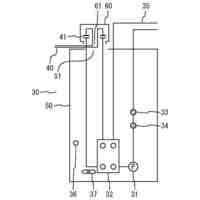
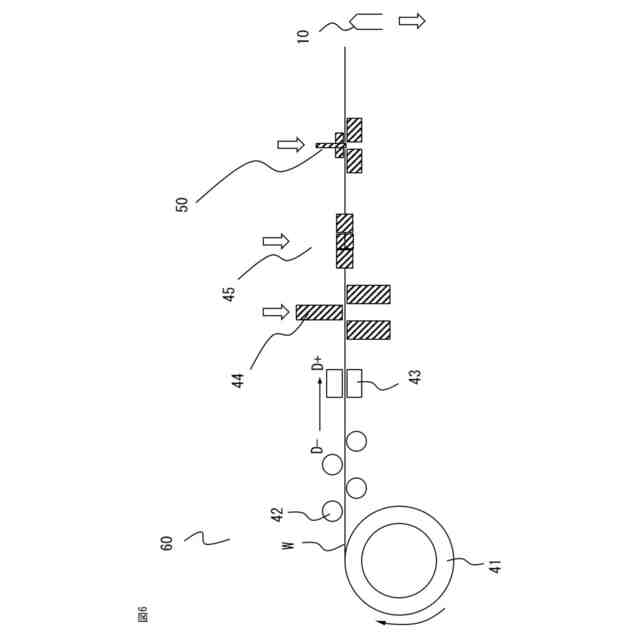
実施の形態1による絶縁被膜付平角線の成形切断装置の構成を示す模式図である。
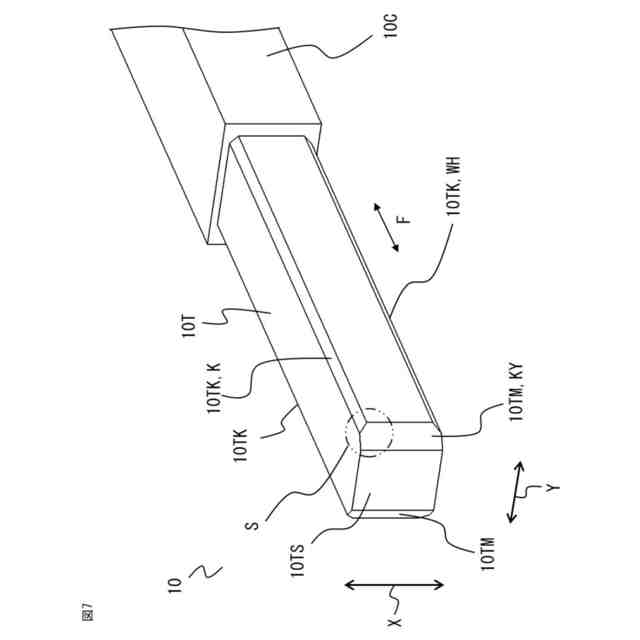
実施の形態1によるセグメントコイルの端末部近傍の斜視図である。
図8Aは、セグメントコイルの端末部の正面図である。図8Bは、セグメントコイルの端末部の上面図である。
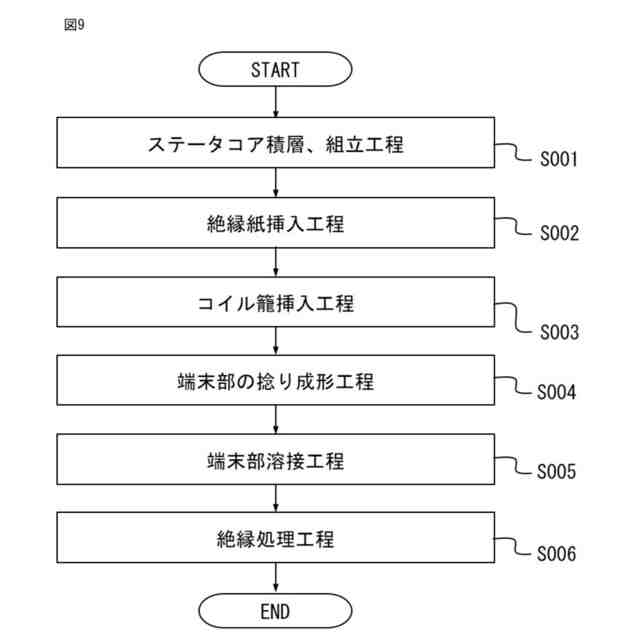
実施の形態1によるステータの製造工程を示すフローチャートである。
実施の形態1によるコイル籠の製造工程を示すフローチャートである。
図11Aは、絶縁被膜付平角線の成形切断金型の断面図である。図11Bは、図11AのA-A断面図である。
図12Aは、絶縁被膜付平角線の成形切断金型の断面図である。図12Bは、図12AのA-A断面図である。
図13Aは、絶縁被膜付平角線の成形切断金型の断面図である。図13Bは、図13AのA-A断面図である。
実施の形態1による成形切断金型のパンチと、ストリッパプレートと、ダイだけを抜き出した斜視図である。
図15Aは、パンチとダイの斜視図である。ストリッパプレートは図示していない。図15Bは、パンチを図15Aの矢印C方向に見た図である。
図16Aは、図14に示すダイの上面図である。図16Bは、図14に示すダイを上方から見た斜視図である。
図16Aの破線で囲んだ部分の要部拡大図である。
図18Aは、図14に示すストリッパプレートの下面図である。図18Bは、図14に示すストリッパプレートを下方から見た斜視図である。
図18Aの破線で囲んだ部分の要部拡大図である。
図20Aは、線材と切断廃棄部の構成を示す上面図である。図20Bは、線材と切断廃棄部の構成を示す側面図である。
実施の形態2による絶縁被膜付平角線の成形切断金型の断面図である。
実施の形態2によるパンチの先端部近傍の斜視図である。
実施の形態2による絶縁被膜付平角線の成形切断金型の断面図である。
実施の形態3による被膜剥離部の形成にレーザを利用する状態を示す斜視図である。
実施の形態3によるセグメントコイルの端末部の斜視図である。
実施の形態3によるセグメントコイルの端末部の上面図である。
実施の形態3によるステータコアと、ステータコアに挿入したセグメントコイルの端末部の斜視図である。
実施の形態3によるセグメントコイルの端末部の接合方法を示す斜視図である。
実施の形態3による成形切断金型のパンチと、ストリッパプレートと、ダイだけを抜き出した斜視図である。
図30Aは、パンチの斜視図である。図30Bは、パンチを図30Aの矢印C方向に見た図である。
図31Aは、図29に示すダイの上面図である。図31Bは、図29に示すダイを上方から見た斜視図である。
図31Aの破線で囲んだ部分の要部拡大図である。
図33Aは、図29に示すストリッパプレートの下面図である。図33Bは、図29に示すストリッパプレートを下方から見た斜視図である。
図34Aは、実施の形態4による被膜剥離部の端末部の斜視図である。図34Bは、実施の形態4による被膜剥離部の端末部の斜視図である。
実施の形態4による成形切断金型のパンチと、ストリッパプレートと、ダイだけを抜き出した斜視図である。
図36Aは、パンチの斜視図である。図36Bは、パンチを図36Aの矢印C方向に見た図である。
図37Aは、図35に示すダイの上面図である。図37Bは、図35に示すダイを上方から見た斜視図である。
図37Aの破線で囲んだ部分の要部拡大図である。
図39Aは、図35に示すストリッパプレートの下面図である。図39Bは、図35に示すストリッパプレートを下方から見た斜視図である。
実施の形態1による線材のセンタリングのための他の例を示す図であり、図11Bに対応する断面図である。
実施の形態1による線材のセンタリングのための他の例を示す図であり、図15Aに対応する上面図である。
【発明を実施するための形態】
【0009】
実施の形態1.
以下、実施の形態1による絶縁被膜付平角線の成形切断装置および絶縁被膜付平角線の成形切断方法を、図を用いて説明する。
以下の説明において、軸方向Z、径方向X、周方向Yというときは、セグメントコイルを利用するステータの軸方向、径方向、周方向を指す。また、平角線の「幅方向」は、セグメントコイルとなった平角線のスロット内における「周方向」に対応する。そのため「幅方向Y」と同じ符号を使用している。
図1は、実施の形態1に係る回転電機のステータ100に使用される略U字形状のセグメントコイル10の斜視図である。
図2は、複数のセグメントコイル10を組み合わせた状態を示す斜視図である。
図3は、複数のセグメントコイル10を環状に組み合わせたコイル籠20の斜視図である。
図4は、コイル籠20をステータコア30のスロット部31に挿入した状態を示す斜視図である。
図5は、ステータコア30に挿入されたコイル籠20の端末部を成形して接合した状態を示す斜視図である。
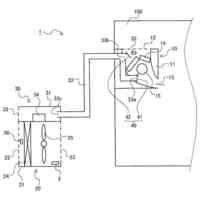
図6は、絶縁被膜付平角線の成形切断装置60の構成を示す模式図である。平角線である被膜付き銅線から、セグメントコイル10を製造する工程を示している。
【0010】
図6に示すように、絶縁被膜付平角線の成形切断装置60は、ストレーナ42と、搬送部43と、被膜除去器44、45と、成形切断金型50とを備える。
まず、セグメントコイル10の製造工程の概略を説明する。
コイルボビン41に巻回されている絶縁被膜付平角線である銅線(以下、線材W)は、ストレーナ42に通し、さらに搬送部43に通すことによって、真っ直ぐに成形されながら引き出されて、搬送方向D+側に連続して搬送される。線材Wは、セグメントコイル10の全長の長さ分を中心として、所定の範囲について、被膜除去器44、45(被膜剥離装置)によって線材Wの絶縁被膜10Cを除去される(図7参照)。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱電機株式会社
扇風機
22日前
三菱電機株式会社
冷蔵庫
24日前
三菱電機株式会社
冷蔵庫
1日前
三菱電機株式会社
増幅器
28日前
三菱電機株式会社
電気機器
1日前
三菱電機株式会社
照明装置
15日前
三菱電機株式会社
保護リレー
23日前
三菱電機株式会社
回路遮断器
9日前
三菱電機株式会社
加熱調理器
9日前
三菱電機株式会社
半導体装置
23日前
三菱電機株式会社
半導体装置
1日前
三菱電機株式会社
空気調和機
1か月前
三菱電機株式会社
制御システム
15日前
三菱電機株式会社
光源デバイス
15日前
三菱電機株式会社
空気清浄装置
9日前
三菱電機株式会社
点検管理装置
22日前
三菱電機株式会社
貯湯式給湯機
15日前
三菱電機株式会社
空調システム
17日前
三菱電機株式会社
炊飯システム
24日前
三菱電機株式会社
貯湯式給湯機
24日前
三菱電機株式会社
調理システム
24日前
三菱電機株式会社
貯湯式給湯機
25日前
三菱電機株式会社
空調システム
28日前
三菱電機株式会社
ねじ締め装置
28日前
三菱電機株式会社
電磁波発生装置
1日前
三菱電機株式会社
樹脂成形用金型
28日前
三菱電機株式会社
移動体監視装置
14日前
三菱電機株式会社
運転支援システム
22日前
三菱電機株式会社
加熱調理システム
14日前
三菱電機株式会社
空気調和システム
15日前
三菱電機株式会社
道路情報補正装置
1か月前
三菱電機株式会社
回転電機ユニット
14日前
三菱電機株式会社
ヒートポンプ装置
1か月前
三菱電機株式会社
照明制御システム
1日前
三菱電機株式会社
回転電機ユニット
14日前
三菱電機株式会社
空気調和機の室内機
9日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ