TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025170935
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2024075802
出願日
2024-05-08
発明の名称
シートモールディングコンパウンドの製造方法およびシートモールディングコンパウンド製造装置
出願人
三菱ケミカル株式会社
代理人
個人
,
個人
,
個人
主分類
B29B
11/16 20060101AFI20251113BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】SMC製造技術の改良を提供すること。
【解決手段】幅方向の各縁に沿って非塗布領域が形成されるように各々の片面に熱硬化性樹脂組成物を塗布した下側キャリアフィルムおよび上側キャリアフィルムを提供する第一ステップと、前記下側キャリアフィルムの上にチョップド炭素繊維束を落下させて炭素繊維マットを形成する第二ステップと、前記下側キャリアフィルムと前記上側キャリアフィルムに塗布された前記熱硬化性樹脂組成物が前記炭素繊維マットを挟んで向かい合った積層体を形成する第三ステップと、前記積層体を圧縮する第四ステップとを、連続的に実行することを含むSMCの製造方法であって、前記第二ステップにおいて前記下側キャリアフィルムの前記非塗布領域に落下した、前記チョップド炭素繊維束の一部であるはぐれチョップド炭素繊維束が、前記第三ステップの前に空気によって前記非塗布領域から吹き払われる、方法。
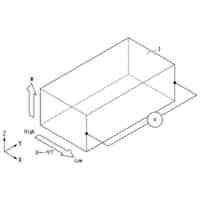
【選択図】図6
特許請求の範囲
【請求項1】
幅方向の各縁に沿って非塗布領域が形成されるように各々の片面に熱硬化性樹脂組成物を塗布した下側キャリアフィルムおよび上側キャリアフィルムを提供する第一ステップと、前記下側キャリアフィルムを水平に走行させながら、その上にチョップド炭素繊維束を落下させて、前記下側キャリアフィルムの前記熱硬化性樹脂組成物が塗布された領域上に炭素繊維マットを形成する第二ステップと、前記下側キャリアフィルムの前記熱硬化性樹脂組成物が塗布された側と前記上側キャリアフィルムの前記熱硬化性樹脂組成物が塗布された側とが前記炭素繊維マットを挟んで向かい合った積層体を形成する第三ステップと、炭素繊維マットを前記熱硬化性樹脂組成物で含浸させるために、前記積層体の幅方向の各縁に沿って前記下側キャリアフィルムと前記上側キャリアフィルムとを互いに密着させた状態で前記積層体を圧縮する第四ステップとを、連続的に実行することを含むシートモールディングコンパウンドの製造方法であって、
前記第二ステップにおいて前記下側キャリアフィルムの前記非塗布領域に落下した、前記チョップド炭素繊維束の一部であるはぐれチョップド炭素繊維束が、前記第三ステップの前に空気によって前記非塗布領域から吹き払われる、製造方法。
続きを表示(約 2,700 文字)
【請求項2】
前記第三ステップの前に空気によって前記非塗布領域から吹き払われた前記はぐれチョップド炭素繊維束が、前記炭素繊維マットに取り込まれる、請求項1に記載の製造方法。
【請求項3】
前記第一ステップでは、前記非塗布領域として、前記下側キャリアフィルムの左縁および右縁に沿ってそれぞれ第一非塗布領域および第二非塗布領域が形成され、
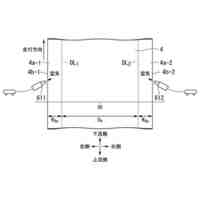
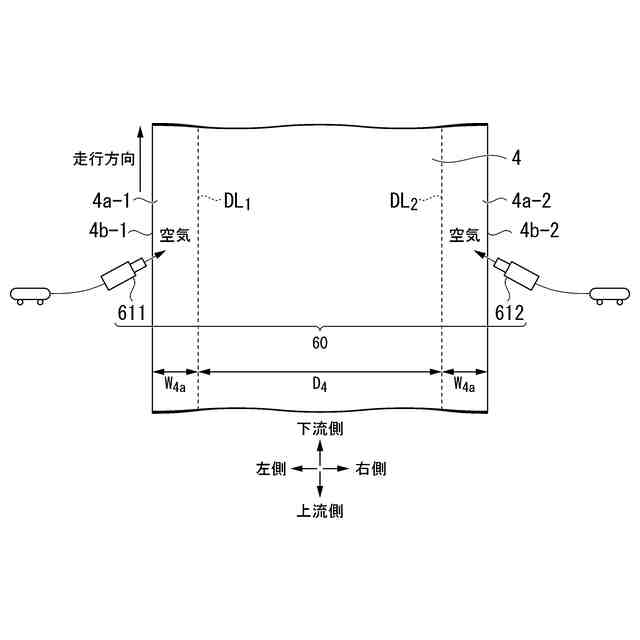
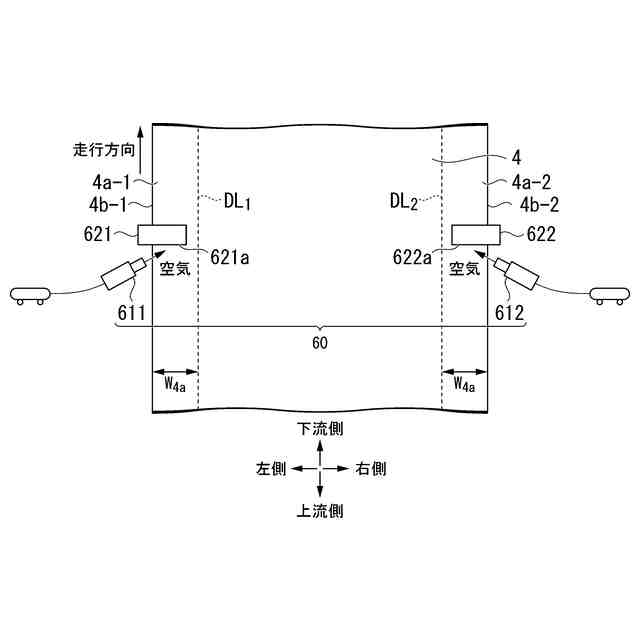
前記はぐれチョップド炭素繊維束が前記第三ステップの前に空気によって前記非塗布領域から吹き払われるときは、第一ダムおよび第二ダムがそれぞれ前記第一非塗布領域および前記第二非塗布領域に重なるように配置され、かつ、前記第一非塗布領域上の前記はぐれチョップド炭素繊維束には前記第一ダムの上流側で空気が吹き付けられ、前記第二非塗布領域上の前記はぐれチョップド炭素繊維束には前記第二ダムの上流側で空気が吹き付けられる、請求項2に記載の製造方法。
【請求項4】
下記条件Aおよび条件Bの両方を充たす、請求項3に記載の製造方法:
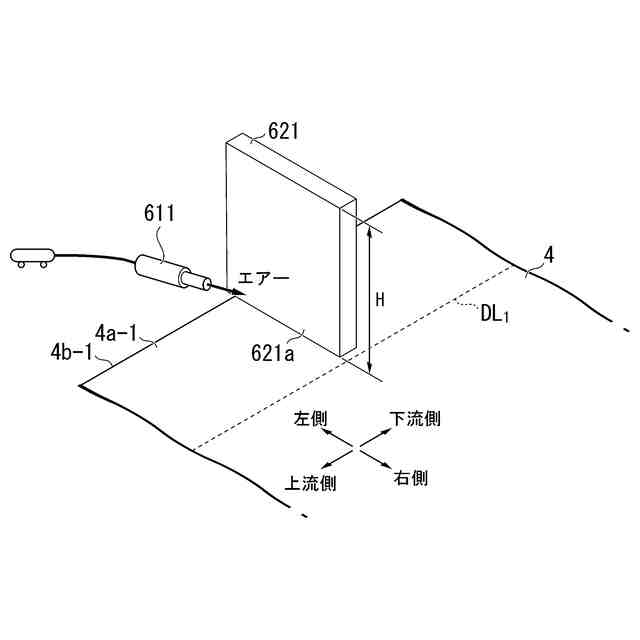
(条件A)前記第一ダムの堰き止め面である第一堰き止め面には、前記第一堰き止め面の法線ベクトルを水平成分と鉛直成分に分解し、更に前記水平成分を前記下側キャリアフィルムの走行方向に平行なM1成分と垂直なT1成分に分解したとき、前記T1成分の方向が右向きである部分が存在する;
(条件B)前記第二ダムの堰き止め面である第二堰き止め面には、前記第二堰き止め面の法線ベクトルを水平成分と鉛直成分に分解し、更に前記水平成分を前記下側キャリアフィルムの走行方向に平行なM2成分と垂直なT2成分に分解したとき、前記T2成分の方向が左向きである部分が存在する。
【請求項5】
下記条件Cおよび条件Dの両方を充たす、請求項3または4に記載の製造方法:
(条件C)前記第一ダムの堰き止め面である第一堰き止め面には、前記第一堰き止め面の法線ベクトルを水平成分と鉛直成分に分解し、更に前記水平成分を前記下側キャリアフィルムの走行方向に平行なM1成分と垂直なT1成分に分解したとき、前記T1成分の方向が左向きである部分が存在しない;
(条件D)前記第二ダムの堰き止め面である第二堰き止め面には、前記第二堰き止め面の法線ベクトルを水平成分と鉛直成分に分解し、更に前記水平成分を前記下側キャリアフィルムの走行方向に平行なM2成分と垂直なT2成分に分解したとき、前記T2成分の方向が右向きである部分が存在しない。
【請求項6】
前記条件A~条件Dの全てを充たし、かつ、下記条件Eおよび条件Fの少なくともいずれかを充たす、請求項5に係る製造方法:
(条件E)前記第一堰き止め面に、前記T1成分の大きさが屈曲部の左側よりも右側で小さくなるように屈曲した屈曲部が存在し、かつ、前記第二堰き止め面に、前記T2成分の大きさが屈曲部の右側よりも左側で小さくなるように屈曲した屈曲部が存在する;
(条件F)前記第一堰き止め面に、前記T1成分の大きさが左側から右側に向かって小さくなるように湾曲した湾曲部が存在し、かつ、前記第二堰き止め面に、前記T2成分の大きさが右側から左側に向かって小さくなるように湾曲した湾曲部が存在する。
【請求項7】
幅方向の各縁に沿って非塗布領域が形成されるように各々の片面に熱硬化性樹脂組成物を塗布した下側キャリアフィルムおよび上側キャリアフィルムを提供する第一ステップと、前記下側キャリアフィルムを水平に走行させながら、その上にチョップド炭素繊維束を落下させて、前記下側キャリアフィルムの前記熱硬化性樹脂組成物が塗布された領域上に炭素繊維マットを形成する第二ステップと、前記下側キャリアフィルムの前記熱硬化性樹脂組成物が塗布された側と前記上側キャリアフィルムの前記熱硬化性樹脂組成物が塗布された側とが前記炭素繊維マットを挟んで向かい合った積層体を形成する第三ステップと、前記炭素繊維マットを前記熱硬化性樹脂組成物で含浸させるために、前記積層体の幅方向の各縁に沿って前記下側キャリアフィルムと前記上側キャリアフィルムとを互いに密着させた状態で前記積層体を圧縮する第四ステップと、を連続的に実行すること含むシートモールディングコンパウンドの製造方法に用いられ、
前記第二ステップにおいて前記下側キャリアフィルムの前記非塗布領域に落下した、前記チョップド炭素繊維束の一部であるはぐれチョップド炭素繊維束を、空気によって前記非塗布領域から吹き払うためのクリーニング機構を、前記積層体を形成する機構よりも上流側に配置したシートモールディングコンパウンド製造装置。
【請求項8】
前記クリーニング機構においては、空気によって前記非塗布領域から吹き払われた前記はぐれチョップド炭素繊維束が前記炭素繊維マットに取り込まれる、請求項7に記載のシートモールディングコンパウンド製造装置。
【請求項9】
前記第一ステップでは、前記非塗布領域として、前記下側キャリアフィルムの左縁および右縁に沿ってそれぞれ第一非塗布領域および第二非塗布領域が形成されるものとしたとき、
前記クリーニング機構が、前記第一非塗布領域と重なるように配置された第一ダム、前記第一ダムの上流側に配置された第一エアーノズル、前記第二非塗布領域と重なるように配置された第二ダム、および、前記第二ダムの上流側に配置された第二エアーノズルを備える、請求項7または8に記載のシートモールディングコンパウンド製造装置。
【請求項10】
下記条件Aおよび条件Bの両方を充たす、請求項9に記載のシートモールディングコンパウンド製造装置:
(条件A)前記第一ダムの堰き止め面である第一堰き止め面には、前記第一堰き止め面の法線ベクトルを水平成分と鉛直成分に分解し、更に前記水平成分を前記下側キャリアフィルムの走行方向に平行なM1成分と垂直なT1成分に分解したとき、前記T1成分の方向が右向きである部分が存在する;
(条件B)前記第二ダムの堰き止め面である第二堰き止め面には、前記第二堰き止め面の法線ベクトルを水平成分と鉛直成分に分解し、更に前記水平成分を前記下側キャリアフィルムの走行方向に平行なM2成分と垂直なT2成分に分解したとき、前記T2成分の方向が左向きである部分が存在する。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、主として、シートモールディングコンパウンド(以下では略してSMCとも呼ぶ)の製造方法に関する。
本発明は、また、SMCの製造に好適に用い得るSMC製造装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
炭素繊維強化プラスチック(CFRP)からなる物品の成形方法のひとつに、プリプレグを用いる方法がある。プリプレグは、炭素繊維を含む補強材を予め熱硬化性樹脂組成物で含浸させた中間材料である。
【0003】
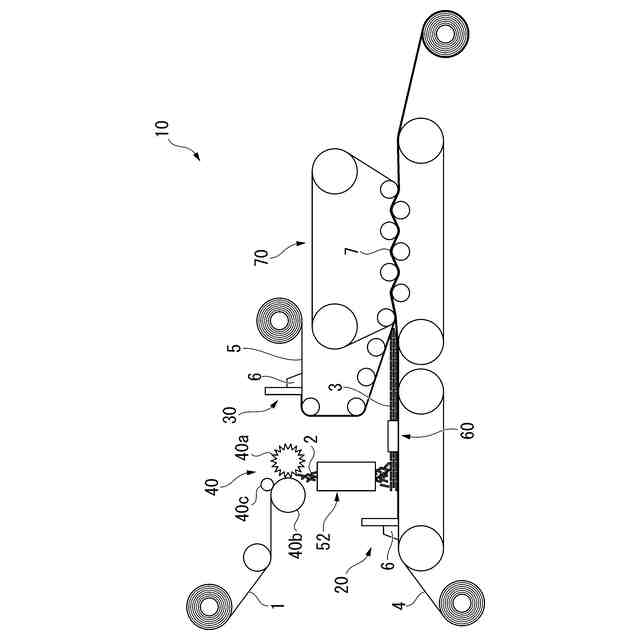
SMCはプリプレグの一種であり、通常、その製造方法には次の(a)~(d)に示す各ステップを連続的に実行することが含まれる(特許文献1)。
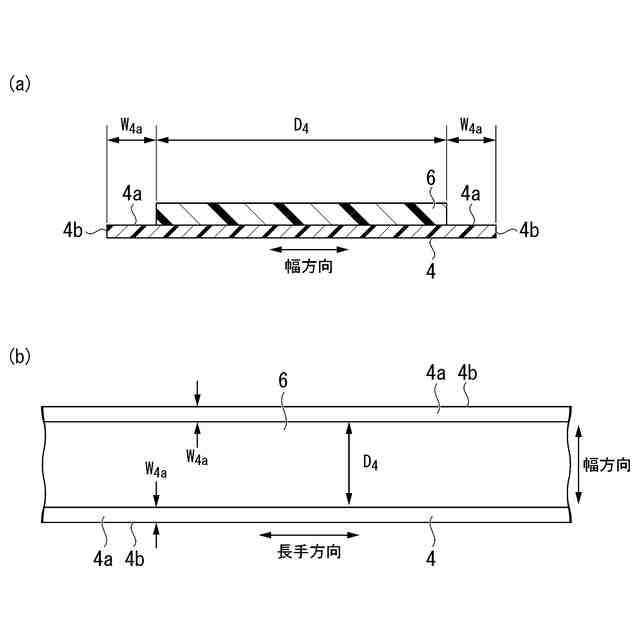
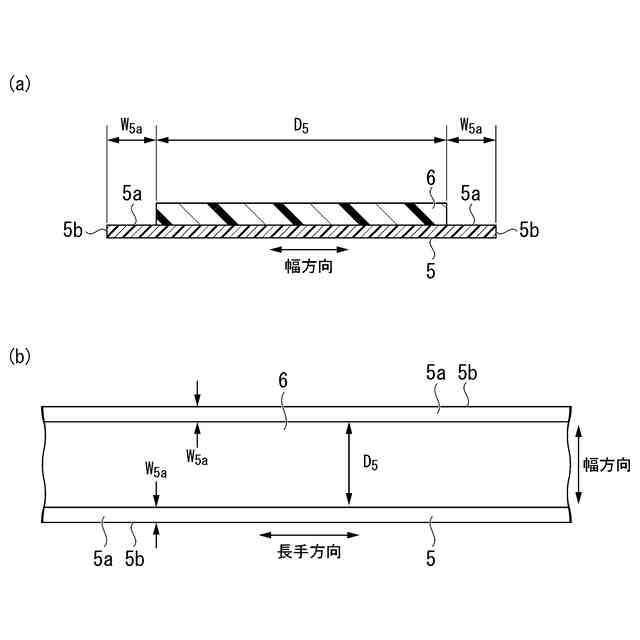
(a)幅方向の各縁に沿って非塗布領域が形成されるように各々の片面に熱硬化性樹脂組成物を塗布した、下側キャリアフィルムおよび上側キャリアフィルムを提供するステップ。
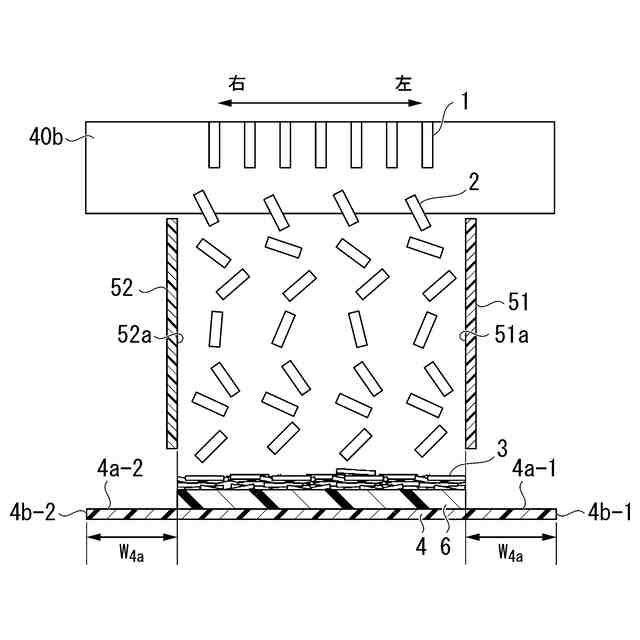
(b)前記下側キャリアフィルムを水平に走行させながら、その上にチョップド炭素繊維束を落下させて、前記下側キャリアフィルムの前記熱硬化性樹脂組成物が塗布された領域上に炭素繊維マットを形成するステップ。
(c)前記下側キャリアフィルムの前記熱硬化性樹脂組成物が塗布された側と前記上側キャリアフィルムの前記熱硬化性樹脂組成物が塗布された側とが前記炭素繊維マットを挟んで向かい合った積層体を形成するステップ。
(d)前記炭素繊維マットを前記熱硬化性樹脂組成物で含浸させるために、前記積層体の幅方向の各縁に沿って前記下側キャリアフィルムと前記上側キャリアフィルムとを互いに密着させた状態で前記積層体を圧縮するステップ。
【先行技術文献】
【特許文献】
【0004】
国際公開第2015/060299号
【発明の概要】
【発明が解決しようとする課題】
【0005】
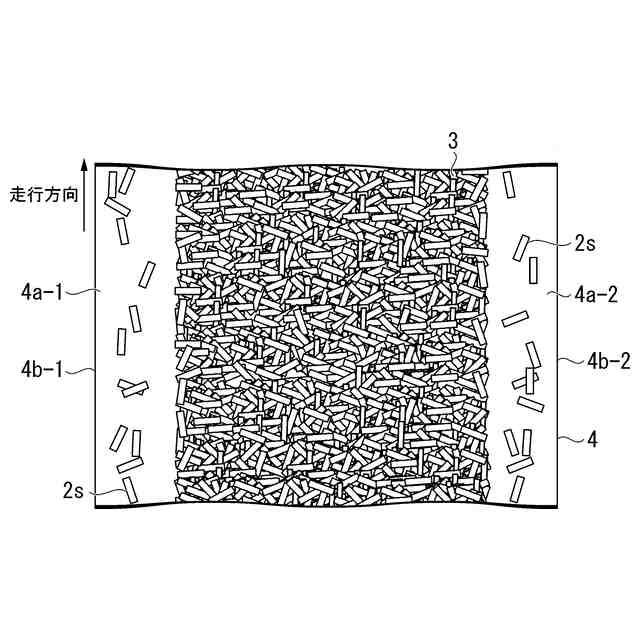
前記(b)のステップでは、チョップド炭素繊維束の一部が下側キャリアフィルムの非塗布領域にも落下し得る。特許文献1に記載の製造方法において、この下側キャリアフィルムの非塗布領域上に落下したチョップド炭素繊維束が残ったまま前記(d)のステップを実行した場合、積層体の幅方向の各縁に沿って下側キャリアフィルムと上側キャリアフィルムを十分に密着させることができない。そのせいで、次の問題が生じ得る。
【0006】
(問題1)前記(d)のステップにおいて、積層体の幅方向の各縁に沿って熱硬化性樹脂組成物の積層体外への流出が生じる(積層体から流出した熱硬化性樹脂組成物は、下側キャリアフィルムと上側キャリアフィルムの隙間に流入する)。その結果、得られるSMCにおいて、繊維含有率が低くタックの強い部分が幅方向の各縁に沿って形成される。かかるSMCはハンドリングに難がある他、それを用いて得られる成形品において強度が部分的に低下する。
【0007】
(問題2)前記(d)のステップにおいて、積層体の幅方向の各縁に沿って熱硬化性樹脂組成物の積層体外への流出が生じる(積層体から流出した熱硬化性樹脂組成物は、下側キャリアフィルムと上側キャリアフィルムの隙間に流入する)。このとき、熱硬化性樹脂組成物が、炭素繊維マットを形成するチョップド炭素繊維束の一部を伴って積層体外に流出する結果、得られるSMCにおいて、許容範囲を超えて目付が低下した部分が幅方向の各縁に沿って形成される。
【0008】
(問題3)前記(d)のステップにおいて、積層体の幅方向の各縁に沿って熱硬化性樹脂組成物の積層体外への流出が生じる。積層体外に流出した熱硬化性樹脂組成物が、下側キャリアフィルムと上側キャリアフィルムの隙間の更に外側に達して、含浸機を汚染させる。
【0009】
本発明の主たる目的は、上述の問題の少なくともいずれかを解決するうえで有利な、SMC製造技術の改良を提供することにある。
【課題を解決するための手段】
【0010】
本発明の一態様によれば、幅方向の各縁に沿って非塗布領域が形成されるように各々の片面に熱硬化性樹脂組成物を塗布した下側キャリアフィルムおよび上側キャリアフィルムを提供する第一ステップと、前記下側キャリアフィルムを水平に走行させながら、その上にチョップド炭素繊維束を落下させて、前記下側キャリアフィルムの前記熱硬化性樹脂組成物が塗布された領域上に炭素繊維マットを形成する第二ステップと、前記下側キャリアフィルムの前記熱硬化性樹脂組成物が塗布された側と前記上側キャリアフィルムの前記熱硬化性樹脂組成物が塗布された側とが前記炭素繊維マットを挟んで向かい合った積層体を形成する第三ステップと、炭素繊維マットを前記熱硬化性樹脂組成物で含浸させるために、前記積層体の幅方向の各縁に沿って前記下側キャリアフィルムと前記上側キャリアフィルムとを互いに密着させた状態で前記積層体を圧縮する第四ステップとを、連続的に実行することを含むシートモールディングコンパウンドの製造方法が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱ケミカル株式会社
重合体および重合体の製造方法
1か月前
三菱ケミカル株式会社
硬化性組成物及びポリウレタン
16日前
三菱ケミカル株式会社
共重合体及び熱硬化性樹脂組成物
17日前
三菱ケミカル株式会社
モーター用絶縁フィルム及びモーター
3日前
三菱ケミカル株式会社
樹脂組成物、ペレット、および、成形品
3日前
三菱ケミカル株式会社
樹脂組成物、ペレット、および、成形品
3日前
三菱ケミカル株式会社
触媒およびそれを用いるメタノールの製造方法
3日前
三菱ケミカル株式会社
樹脂組成物及びその成形品並びに透明樹脂改質剤
16日前
三菱ケミカル株式会社
熱電変換材料、熱電変換モジュール、および熱流センサ
24日前
三菱ケミカル株式会社
活性エネルギー線硬化性剥離型粘着剤組成物および粘着シート
26日前
三菱ケミカル株式会社
共重合体、共重合体の製造方法、及び低分子量化合物含浸粒子
1か月前
三菱ケミカル株式会社
コーティング組成物、コーティング層を有する構造体、及びその製造方法
27日前
国立大学法人 東京大学
熱電変換材料、熱電変換モジュール、および熱流センサ
24日前
三菱ケミカル株式会社
シリカゾルの製造方法及び研磨方法
9日前
三菱ケミカル株式会社
ポリエステルフィルム、及びその製造方法
9日前
三菱ケミカル株式会社
ポリエステルフィルム、及びその製造方法
9日前
三菱ケミカル株式会社
ポリエステルフィルム、及びその製造方法
9日前
三菱ケミカル株式会社
シートモールディングコンパウンドの製造方法およびシートモールディングコンパウンド製造装置
3日前
三菱ケミカル株式会社
自己組織化炭素繊維束及びその製造方法と、プリプレグ及びその製造方法
11日前
三菱ケミカル株式会社
ポリエステル系粘着剤組成物、粘着剤、粘着シート、および粘着剤層付き光学部材
1か月前
三菱ケミカル株式会社
テレフタル酸と1,4-ブタンジオールのスラリー組成物及びその製造方法とそれを用いたポリブチレンテレフタレートの製造方法
16日前
三菱ケミカル株式会社
触媒、触媒の製造方法、並びにα,β-不飽和アルデヒド、α,β-不飽和カルボン酸、及びα,β-不飽和カルボン酸エステルの製造方法
5日前
個人
気泡緩衝材減容装置
2か月前
東レ株式会社
吹出しノズル
12か月前
豊田鉄工株式会社
金型
3か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
8か月前
グンゼ株式会社
ピン
11か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社 型善
射出成形型
4日前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社カワタ
計量混合装置
6か月前
株式会社エフピコ
賦形シート
18日前
個人
樹脂可塑化方法及び装置
10か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ