TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025167181
公報種別
公開特許公報(A)
公開日
2025-11-07
出願番号
2024071561
出願日
2024-04-25
発明の名称
樹脂成形品の製造方法、樹脂成形型、及び、樹脂成形品
出願人
森六株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
45/14 20060101AFI20251030BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】少ない工程で製造される樹脂成形品の製造技術を提供すること。
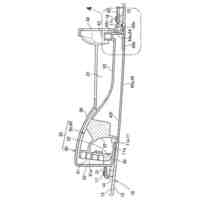
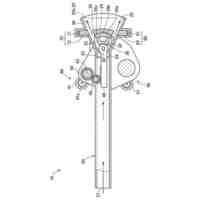
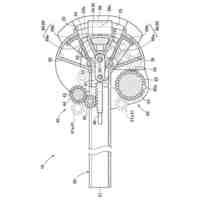
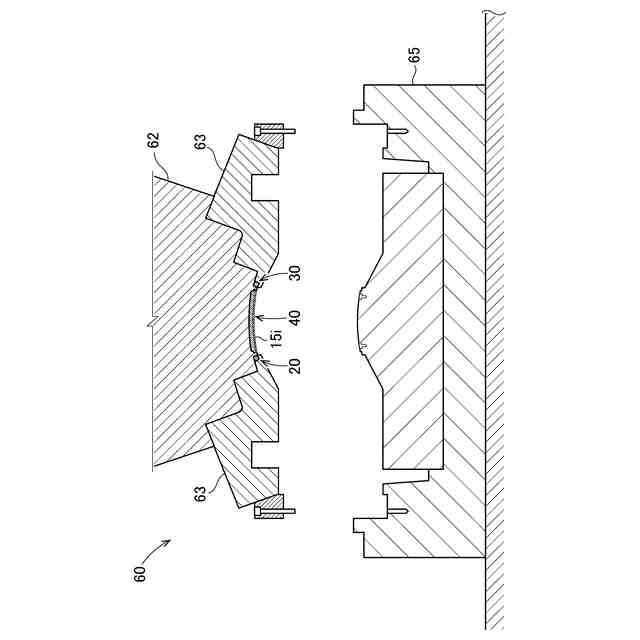
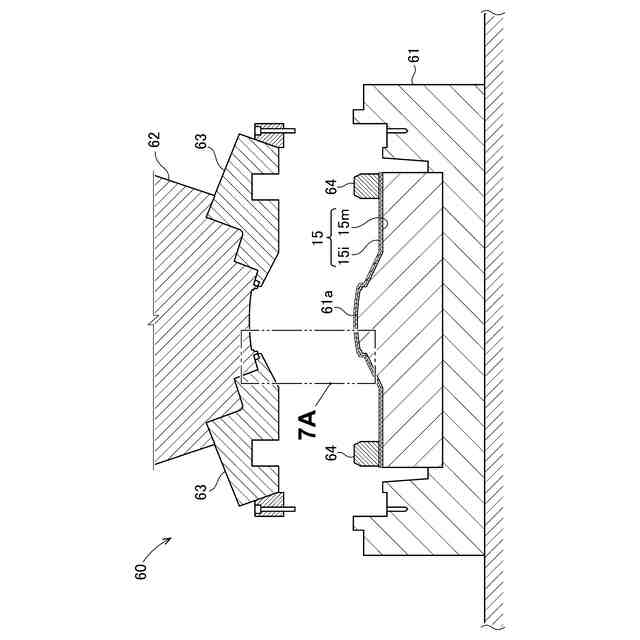
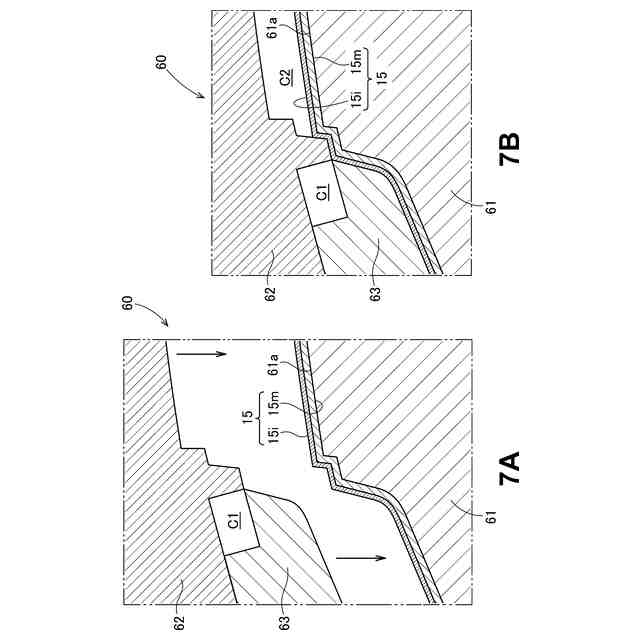
【解決手段】樹脂成形品(10)の製造方法は、以下の工程を経て行われる。可動型(62)にインク(15i)の付着した面が対向するようにフィルム(15)を第1固定型(61)に固定する。次に、スライド型(63)をスライドさせて可動型(62)とスライド型(63)とで第1のキャビティ(C1)を形成すると共に、可動型(62)をフィルム(15)の固定された第1固定型(61)に合わせて、第1固定型(61)と可動型(62)とで第2のキャビティ(C2)を形成する。次に、第1のキャビティ(C1)と第2のキャビティ(C2)とに溶融した樹脂を流し込み、硬化させる。キャビティ形成工程において、インク(15i)が第2のキャビティ(C2)にのみ臨んでいる。
【選択図】図7
特許請求の範囲
【請求項1】
移動不能な第1固定型と、この第1固定型に対して1方向に変位可能に設けられた可動型と、この可動型に対して前記1方向とは異なる方向にスライド可能に設けられたスライド型と、転写されるインクが付着したフィルムと、を準備する準備工程と、
前記可動型に前記インクの付着した面が対向するように前記フィルムを前記第1固定型に固定するフィルム固定工程と、
前記スライド型をスライドさせて前記可動型と前記スライド型とで第1のキャビティを形成すると共に、前記可動型を前記フィルムの固定された前記第1固定型に合わせて、前記第1固定型と前記可動型とで第2のキャビティを形成する第1のキャビティ形成工程と、
前記第1のキャビティと前記第2のキャビティとに溶融した樹脂を流し込む第1の樹脂流し込み工程と、
前記第1のキャビティと前記第2のキャビティとに流し込んだ樹脂を硬化させ、前記第1のキャビティ内で硬化された第1の樹脂部品と前記第2のキャビティ内で硬化された第2の樹脂部品とを得る第1の樹脂硬化工程と、を有し、
前記第1のキャビティ形成工程において、前記インクが前記第2のキャビティにのみ臨んでいる、樹脂成形品の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記準備工程において、前記第1固定型とは別の移動不能な第2固定型を準備し、
前記第1の樹脂部品及び前記第2の樹脂部品を保持したまま、前記可動型及び前記スライド型を前記第2固定型に対向する位置まで移動させる樹脂部品移動工程と、
前記第2固定型まで移動させた前記可動型を、前記第2固定型に合わせて第3のキャビティを形成する第2のキャビティ形成工程と、
前記第3のキャビティに溶融した樹脂を流し込む第2の樹脂流し込み工程と、
前記第3のキャビティに流し込んだ樹脂を硬化させ、前記第1の樹脂部品及び前記第2の樹脂部品を支持する支持部品を得る第2の樹脂硬化工程と、を有する、請求項1に記載の樹脂成形品の製造方法。
【請求項3】
移動不能な第1固定型と、この第1固定型に対して1方向に変位可能に設けられた可動型と、この可動型に対して前記1方向とは異なる方向にスライド可能に設けられたスライド型と、を有し、
前記第1固定型は、インクの付着したフィルムが載置される載置部を有し、
前記スライド型をスライドさせることにより、前記可動型と前記スライド型との間に樹脂を流し込むことが可能であり、流し込まれた樹脂が硬化することにより第1の樹脂部品となる第1のキャビティが形成され、
前記第1固定型に前記可動型を合わせることにより、前記載置部が臨む部位に樹脂を流し込むことが可能であり、流し込まれた樹脂が硬化することにより第2の樹脂部品となる第2のキャビティが形成される、樹脂成形型。
【請求項4】
前記第1固定型とは別の移動不能な第2固定型をさらに有し、
前記第2固定型に前記第1の樹脂部品及び前記第2の樹脂部品が形成された前記可動型を合わせることにより、樹脂を流し込むことが可能であり、流し込まれた樹脂が硬化することにより前記第1の樹脂部品及び前記第2の樹脂部品を支持する支持部品となる第3のキャビティが形成される、請求項3に記載の樹脂成形型。
【請求項5】
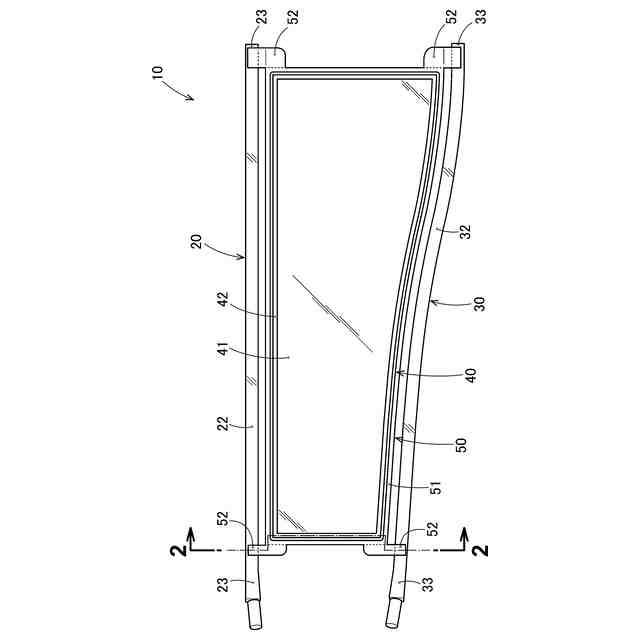
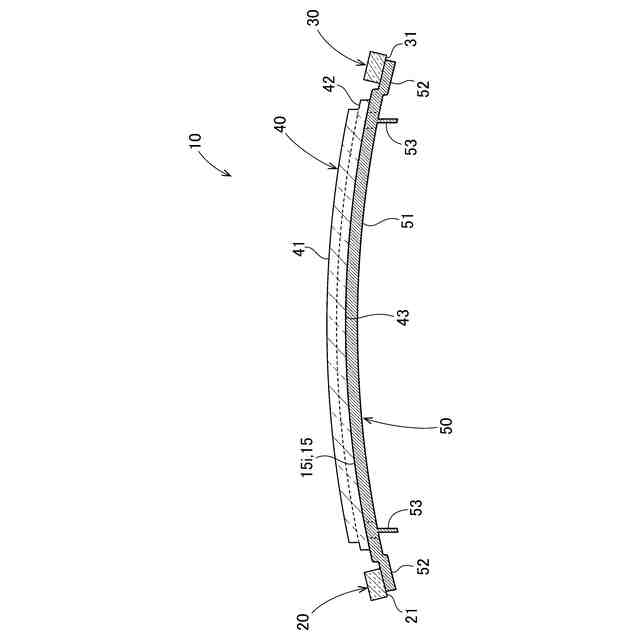
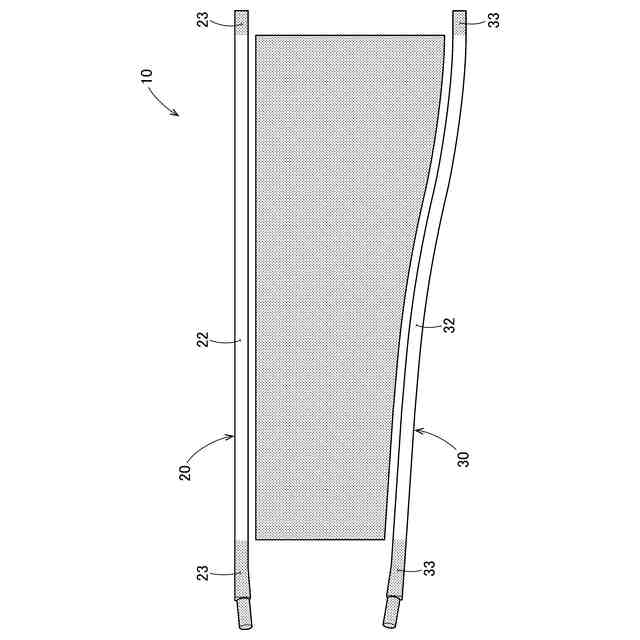
樹脂製の部品である第1の樹脂部品と、この第1の樹脂部品に対して離間して設けられている樹脂製の部品である第2の樹脂部品と、これらの第1の樹脂部品及び第2の樹脂部品を一体的に支持している支持部品と、を有し、
前記第1の樹脂部品の前記支持部品に対向している面を第1の支持面部とし、前記第2の樹脂部品の前記支持部品に対向している面を第2の支持面部とした場合に、
前記第1の支持面部の少なくとも一部は、前記第1の樹脂部品を構成する樹脂が外部に露出し、
前記第2の支持面部は、少なくとも一部に印刷が施されている、樹脂成形品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形品の製造技術に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1に示されるような、樹脂成形型は、固定されている第1固定型と、この第1固定型に対して可動可能であり、インクの付着したフィルムを挟み込むことのできる第1の可動型と、第1固定型に対して可動可能であり、第1の可動型とは異なる形状のキャビティを形成することのできる第2の可動型と、を備えている。
【0003】
フィルムを挟み込んだ状態の第1の可動型を固定型に合わせ、これによって形成された第1のキャビティに溶融した樹脂を流し込んだうえで硬化させる。硬化された樹脂には、フィルムに付着していたインクが転写される。インクが転写された樹脂を残した状態で第1の可動型を退避させ、次に第2の可動型を樹脂に重ねて第2のキャビティを形成する。第2のキャビティに溶融した樹脂を流し込み、硬化させることにより、印刷部分を樹脂で挟み込んだ樹脂成形品を得ることができる。
【先行技術文献】
【特許文献】
【0004】
特開2011-011523号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、樹脂成形品の中には、インクが転写されることを防ぐ必要のある部位が含まれる第1の樹脂部品と、少なくとも一部に印刷を施す必要のある第2の樹脂部品と、を含むものが存在する。このような複雑な構造の樹脂成形品を少ない工程で製造することができれば好ましい。
【0006】
本開示は、複雑な構造の樹脂成形品を少ない工程で製造することができる技術の提供を課題とする。
【課題を解決するための手段】
【0007】
本開示の1つの態様によれば、移動不能な第1固定型と、この第1固定型に対して1方向に変位可能に設けられた可動型と、この可動型に対して前記1方向とは異なる方向にスライド可能に設けられたスライド型と、転写されるインクが付着したフィルムと、を準備する準備工程と、
前記可動型に前記インクの付着した面が対向するように前記フィルムを前記第1固定型に固定するフィルム固定工程と、
前記スライド型をスライドさせて前記可動型と前記スライド型とで第1のキャビティを形成すると共に、前記可動型を前記フィルムの固定された前記第1固定型に合わせて、前記第1固定型と前記可動型とで第2のキャビティを形成する第1のキャビティ形成工程と、
前記第1のキャビティと前記第2のキャビティとに溶融した樹脂を流し込む第1の樹脂流し込み工程と、
前記第1のキャビティと前記第2のキャビティとに流し込んだ樹脂を硬化させ、前記第1のキャビティ内で硬化された第1の樹脂部品と前記第2のキャビティ内で硬化された第2の樹脂部品とを得る第1の樹脂硬化工程と、を有し、
前記第1のキャビティ形成工程において、前記インクが前記第2のキャビティにのみ臨んでいる、樹脂成形品の製造方法が提供される。
【0008】
また、本開示の別の態様によれば、移動不能な第1固定型と、この第1固定型に対して1方向に変位可能に設けられた可動型と、この可動型に対して前記1方向とは異なる方向にスライド可能に設けられたスライド型と、を有し、
前記第1固定型は、インクの付着したフィルムが載置される載置部を有し、
前記スライド型をスライドさせることにより、前記可動型と前記スライド型との間に樹脂を流し込むことが可能であり、流し込まれた樹脂が硬化することにより第1の樹脂部品となる第1のキャビティが形成され、
前記第1固定型に前記可動型を合わせることにより、前記載置部が臨む部位に樹脂を流し込むことが可能であり、流し込まれた樹脂が硬化することにより第2の樹脂部品となる第2のキャビティが形成される、樹脂成形型が提供される。
【0009】
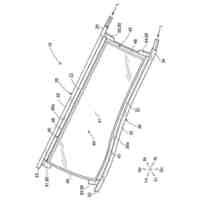
また、本開示のさらに異なる態様によれば、樹脂製の部品である第1の樹脂部品と、この第1の樹脂部品に対して離間して設けられている樹脂製の部品である第2の樹脂部品と、これらの第1の樹脂部品及び第2の樹脂部品を一体的に支持している支持部品と、を有し、
前記第1の樹脂部品の前記支持部品に対向している面を第1の支持面部とし、前記第2の樹脂部品の前記支持部品に対向している面を第2の支持面部とした場合に、
前記第1の支持面部の少なくとも一部は、前記第1の樹脂部品を構成する樹脂が外部に露出し、
前記第2の支持面部は、少なくとも一部に印刷が施されている、樹脂成形品が提供される。
【発明の効果】
【0010】
本開示によれば、少ない工程で製造される樹脂成形品の製造技術を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
森六株式会社
樹脂成形品
1か月前
森六株式会社
衝撃吸収体
3か月前
森六株式会社
車両用蓋構造
3か月前
森六株式会社
車両用蓋構造
3か月前
森六株式会社
空調用吹出装置
1か月前
森六株式会社
空調用吹出装置
2か月前
森六株式会社
樹脂成形品の製造方法、樹脂成形型、及び、樹脂成形品
1か月前
森六株式会社
箔押し印刷型、印刷装置、及び、車両用内装部品
5日前
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社 型善
射出成形型
21日前
グンゼ株式会社
ピン
12か月前
東レ株式会社
フィルムの製造方法
8か月前
日機装株式会社
加圧システム
7か月前
株式会社カワタ
計量混合装置
6か月前
東レ株式会社
フィルムの製造方法。
4か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社FTS
ロッド
10か月前
個人
樹脂可塑化方法及び装置
10か月前
株式会社エフピコ
賦形シート
1か月前
株式会社FTS
成形装置
11か月前
NOK株式会社
樹脂ゴム複合体
3か月前
トヨタ自動車株式会社
射出装置
9か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社漆原
シートの成形方法
6か月前
株式会社日本製鋼所
監視システム
12日前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
8か月前
株式会社コスメック
射出成形装置
6か月前
株式会社神戸製鋼所
混練機
10か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
8か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ