TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025165684
公報種別
公開特許公報(A)
公開日
2025-11-05
出願番号
2024069911
出願日
2024-04-23
発明の名称
成形限界ひずみの決定方法
出願人
株式会社UACJ
代理人
弁理士法人暁合同特許事務所
主分類
G01N
3/00 20060101AFI20251028BHJP(測定;試験)
要約
【課題】適用可能な金属の種類が多く、高精度な成形限界ひずみの決定方法を実現する。
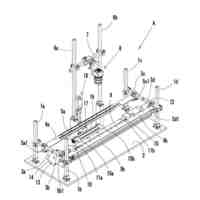
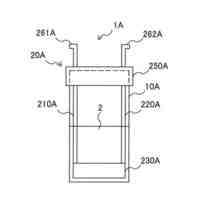
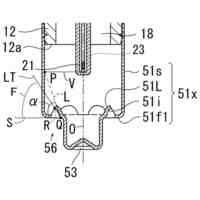
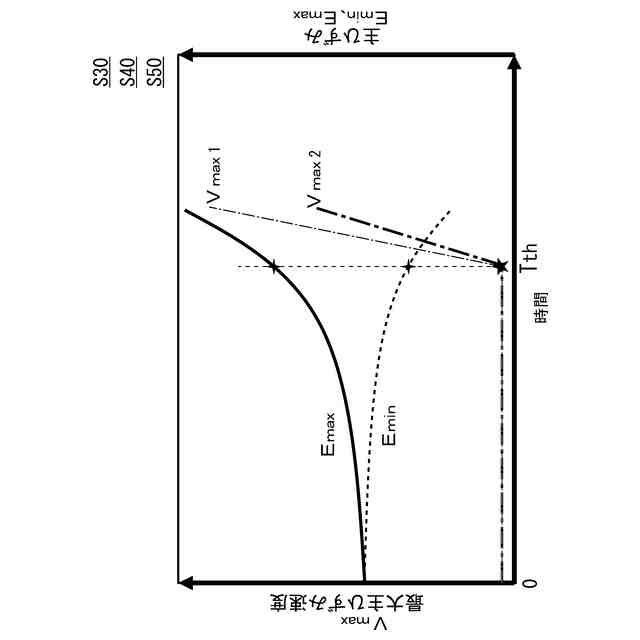
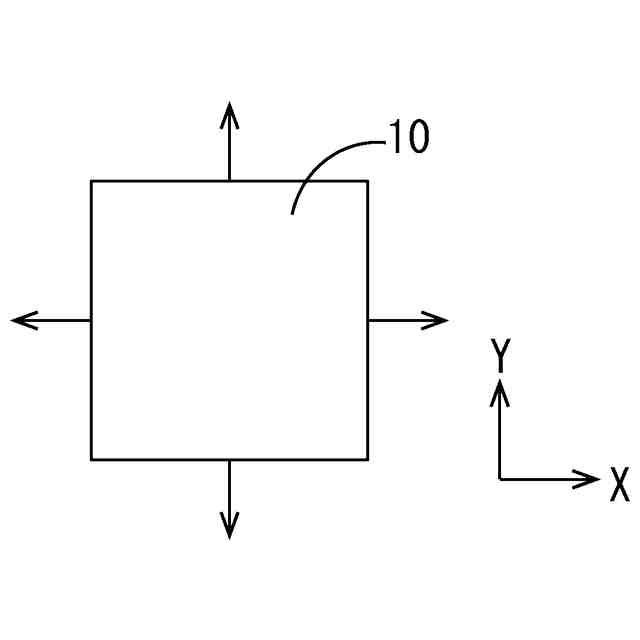
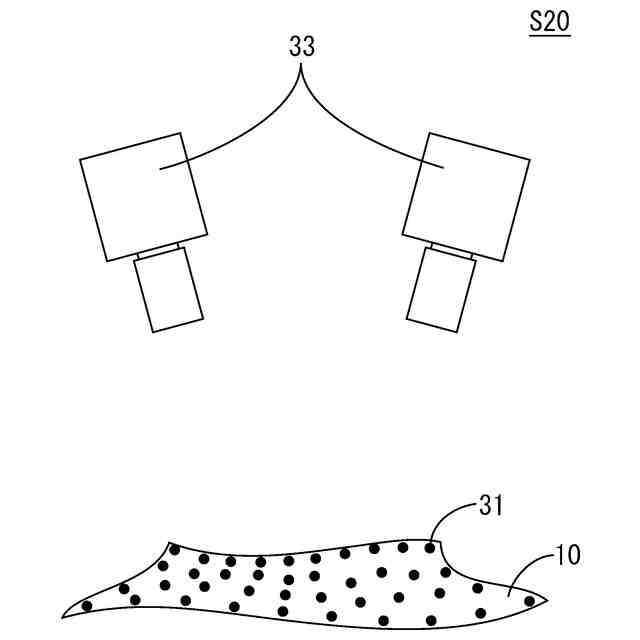
【解決手段】成形限界ひずみの決定方法は、板材の試験片10に破断部11が生じるまでISO12004-2規格に準拠した張出成形試験を実施し、張出成形試験において、試験片10を時系列で連続撮影し、撮影された試験片10の破断部11の画像に基づき、2つのゲージレングスL1、L2での最大主ひずみ速度の差分ΔVmaxの時間変化のデータを算出し、算出した差分ΔVmaxの時間変化のデータにおいて、差分が所定の閾値ΔVthに増大した時刻を局部くびれ発生時刻Tthとみなし、局部くびれ発生時刻Tthにおける最大主ひずみEmax及び最小主ひずみEminを、板材の最大主ひずみ及び最小主ひずみと決定する。
【選択図】図7
特許請求の範囲
【請求項1】
金属製の板材のプレス成形において成形限界の閾値となる、成形限界ひずみを決定する方法であって、
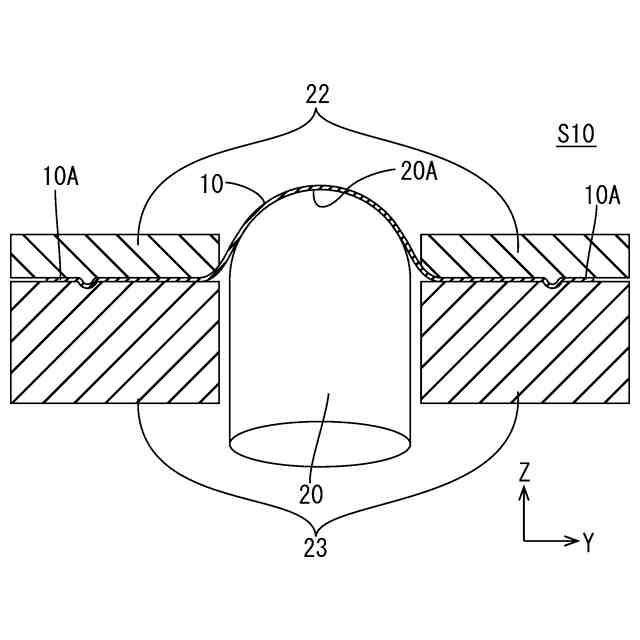
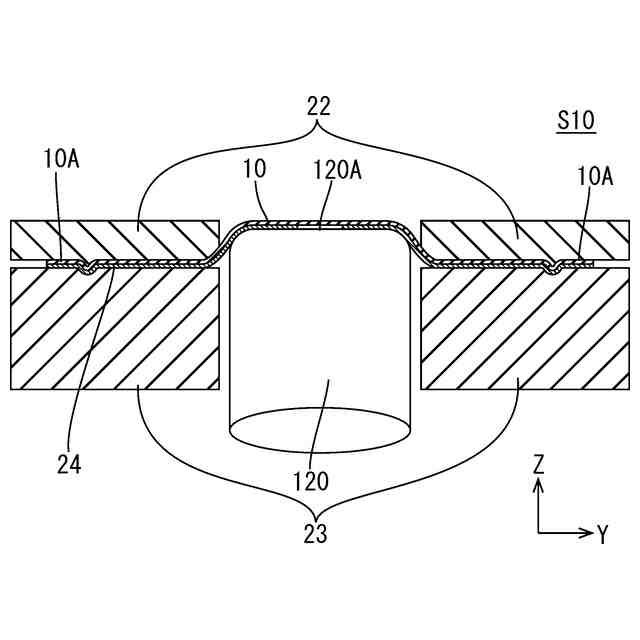
前記板材の試験片に破断部が生じるまで、前記試験片に対してISO12004-2規格に準拠した張出成形試験を実施し、
前記張出成形試験において、前記試験片を時系列で連続撮影し、
撮影された前記試験片の前記破断部の画像において、
前記破断部を挟んで隔てられた第1標点と第2標点との間の距離を第1ゲージレングスと設定し、
前記破断部を挟んで隔てられた第3標点と第4標点との間の距離を第2ゲージレングスと設定すると共に、前記第2ゲージレングスが前記第1ゲージレングスより大きくなるように前記第3標点及び前記第4標点の位置を設定し、
撮影された前記試験片の前記破断部の画像に基づき、前記第1ゲージレングスでの最大主ひずみ速度と前記第2ゲージレングスでの最大主ひずみ速度との差分の時間変化のデータを算出し、
算出した前記差分の時間変化のデータにおいて、前記差分が所定の閾値に増大した時刻を局部くびれ発生時刻とみなし、
前記局部くびれ発生時刻における、前記第1ゲージレングスでの最大主ひずみ又は前記第2ゲージレングスでの最大主ひずみを前記板材の前記成形限界ひずみの最大主ひずみと決定し、
前記局部くびれ発生時刻における、前記第1ゲージレングスにおける最小主ひずみ又は前記第2ゲージレングスにおける最小主ひずみを前記板材の前記成形限界ひずみの最小主ひずみと決定する、成形限界ひずみの決定方法。
続きを表示(約 560 文字)
【請求項2】
前記所定の閾値は、前記第1ゲージレングスでの前記最大主ひずみ速度と前記第2ゲージレングスでの前記最大主ひずみ速度との前記差分のデータのバラつきを正規分布で近似して設定する、請求項1に記載の成形限界ひずみの決定方法。
【請求項3】
前記正規分布で近似して得られる前記差分の平均値をμ、前記差分の標準偏差をσとするとき、前記所定の閾値はμ+3σと設定する、請求項2に記載の成形限界ひずみの決定方法。
【請求項4】
前記張出成形試験において、前記試験片を時系列で連続撮影する際には、複数の観測点から撮影され、
前記複数の観測点において撮影された前記試験片の前記破断部の画像に基づき、前記第1ゲージレングスでの前記最大主ひずみ速度、及び前記第2ゲージレングスでの前記最大主ひずみ速度のデータを得る、請求項1から請求項3のいずれか1項に記載の成形限界ひずみの決定方法。
【請求項5】
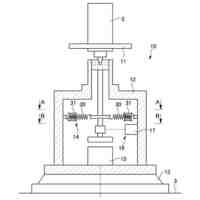
前記張出成形試験において前記試験片を設置するパンチは、設置面が平坦である、請求項1から請求項3のいずれか1項に記載の成形限界ひずみの決定方法。
【請求項6】
前記金属はアルミニウム合金である、請求項1から請求項3のいずれか1項に記載の成形限界ひずみの決定方法。
発明の詳細な説明
【技術分野】
【0001】
本技術は、成形限界ひずみの決定方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
輸送機器の軽量化を実現するため、アルミニウム合金板の適用が拡大している。アルミニウム合金板の延性は鋼板に比べて低く、車両のボティパネル等にプレス成形する際に割れ(破断)が発生しやすい。破断が発生すると、成形金型を修正する回数が増大するため、シミュレーションによる破断予測の必要性が高まっている。
【0003】
従来、プレス成形における破断予測として、ISOで規格化された成形限界曲線(FLC、Forming Limit Curve)の決定方法(ISO12004-2規格)が知られている。しかしながら、当該方法を適用できない金属がある。例えば5000系のアルミニウム合金は、引張変形させた際に生じるひずみが均一に単純に発生せず、不均一変形によって複雑に発生する。このような不均一変形挙動を示す金属には、ISO規格の方法は適用できない。
【0004】
一方、非特許文献1には、不均一変形挙動を示す金属にも適用可能な、成形限界ひずみ(閾値)の決定方法(以下、LBF法と言う)が記載されている。成形限界ひずみを事前に決定できれば、それを超えた際に破断が生じることを予測できる。
【先行技術文献】
【特許文献】
【0005】
Key Engineering Materials, (スイス), 2013, Vol.549, p.397-404
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、非特許文献1のLBF法は精度が低い場合がある。例えば、均一変形挙動を示す金属(ひずみが均一に単純発生する金属、例えば6000系のアルミニウム合金)に適用すると、成形限界ひずみが過度に大きく決定されてしまうことがある。その結果、プレス成型する際、決定された成形限界ひずみを超える前に、破断が生じてしまう実情がある。
【0007】
本技術は上記のような実情に基づいて完成されたものであって、適用可能な金属の種類が多く、高精度な成形限界ひずみの決定方法を実現することを目的とする。
【課題を解決するための手段】
【0008】
本技術に関わる成形限界ひずみの決定方法は、金属製の板材のプレス成形において成形限界の閾値となる、成形限界ひずみを決定する方法であって、前記板材の試験片に破断部が生じるまで、前記試験片に対してISO12004-2規格に準拠した張出成形試験を実施し、前記張出成形試験において、前記試験片を時系列で連続撮影し、撮影された前記試験片の前記破断部の画像において、前記破断部を挟んで隔てられた第1標点と第2標点との間の距離を第1ゲージレングスと設定し、前記破断部を挟んで隔てられた第3標点と第4標点との間の距離を第2ゲージレングスと設定すると共に、前記第2ゲージレングスが前記第1ゲージレングスより大きくなるように前記第3標点及び前記第4標点の位置を設定し、撮影された前記試験片の前記破断部の画像に基づき、前記第1ゲージレングスでの最大主ひずみ速度と前記第2ゲージレングスでの最大主ひずみ速度との差分の時間変化のデータを算出し、算出した前記差分の時間変化のデータにおいて、前記差分が所定の閾値に増大した時刻を局部くびれ発生時刻とみなし、前記局部くびれ発生時刻における、前記第1ゲージレングスでの最大主ひずみ又は前記第2ゲージレングスでの最大主ひずみを前記板材の前記成形限界ひずみの最大主ひずみと決定し、前記局部くびれ発生時刻における、前記第1ゲージレングスにおける最小主ひずみ又は前記第2ゲージレングスにおける最小主ひずみを前記板材の前記成形限界ひずみの最小主ひずみと決定する。
【0009】
また、前記所定の閾値は、前記第1ゲージレングスでの前記最大主ひずみ速度と前記第2ゲージレングスでの前記最大主ひずみ速度との前記差分のデータのバラつきを正規分布で近似して設定してもよい。
【0010】
また、前記正規分布で近似して得られる前記差分の平均値をμ、前記差分の標準偏差をσとするとき、前記所定の閾値はμ+3σと設定してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社UACJ
折り畳みブース
1か月前
株式会社UACJ
アルミニウム合金板材
1か月前
株式会社UACJ
成形限界ひずみの決定方法
1か月前
株式会社UACJ
焼結材、超電導テープ、及び超電導テープ用強化層
1か月前
株式会社UACJ
磁気ディスク用アルミニウム合金板及び磁気ディスク
1か月前
株式会社UACJ
開封検知用収納容器、リーダ端末、及び開封検知システム
1か月前
株式会社UACJ
収容物の視認性低下を抑制できる開封検知シート、及び包装材
1か月前
株式会社UACJ
開封検知用のICの性能劣化を抑制できる包装材、及びその製造方法
1か月前
古河電気工業株式会社
磁気ディスク用基板及び磁気ディスク用基板の熱拡散率測定方法、磁気ディスク用基板の検査方法、磁気ディスク用基板の製造方法、ならびに磁気ディスク
1か月前
個人
採尿及び採便具
1か月前
日本精機株式会社
検出装置
1か月前
個人
アクセサリー型テスター
1か月前
個人
計量機能付き容器
25日前
個人
高精度同時多点測定装置
1か月前
株式会社カクマル
境界杭
15日前
日本精機株式会社
発光表示装置
8日前
株式会社ミツトヨ
測定器
1か月前
甲神電機株式会社
電流検出装置
1か月前
株式会社トプコン
測量装置
7日前
アズビル株式会社
電磁流量計
1か月前
大成建設株式会社
風洞実験装置
25日前
個人
システム、装置及び実験方法
1か月前
愛知時計電機株式会社
ガスメータ
1か月前
日本特殊陶業株式会社
ガスセンサ
7日前
個人
非接触による電磁パルスの測定方法
28日前
ローム株式会社
半導体装置
1か月前
ローム株式会社
半導体装置
1か月前
日本信号株式会社
距離画像センサ
28日前
愛知電機株式会社
軸部材の外観検査装置
1か月前
個人
計量具及び計量機能付き容器
25日前
大和製衡株式会社
組合せ計量装置
1か月前
大和製衡株式会社
組合せ計量装置
1か月前
長崎県
形状計測方法
1か月前
日本特殊陶業株式会社
ガスセンサ
23日前
双庸電子株式会社
誤配線検査装置
1か月前
日本特殊陶業株式会社
ガスセンサ
1日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ