TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025162939
公報種別
公開特許公報(A)
公開日
2025-10-28
出願番号
2024093630
出願日
2024-06-10
発明の名称
アルミプラスチックフィルム及びその製造方法
出願人
南亞塑膠工業股分有限公司
,
NAN YA PLASTICS CORPORATION
代理人
個人
,
個人
,
個人
主分類
B32B
15/095 20060101AFI20251021BHJP(積層体)
要約
【課題】本発明は、アルミプラスチックフィルム及びその製造方法を提供する。
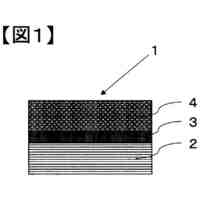
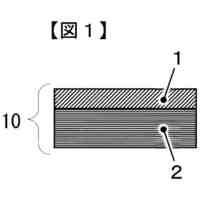
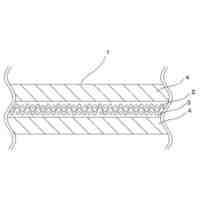
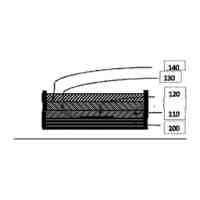
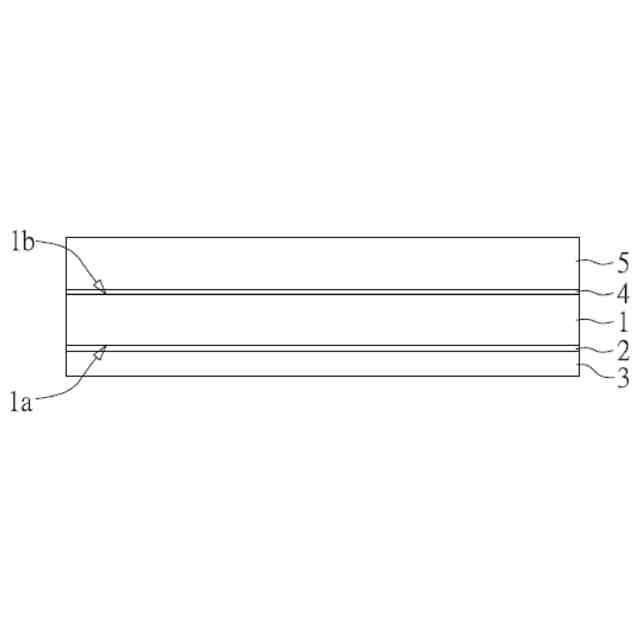
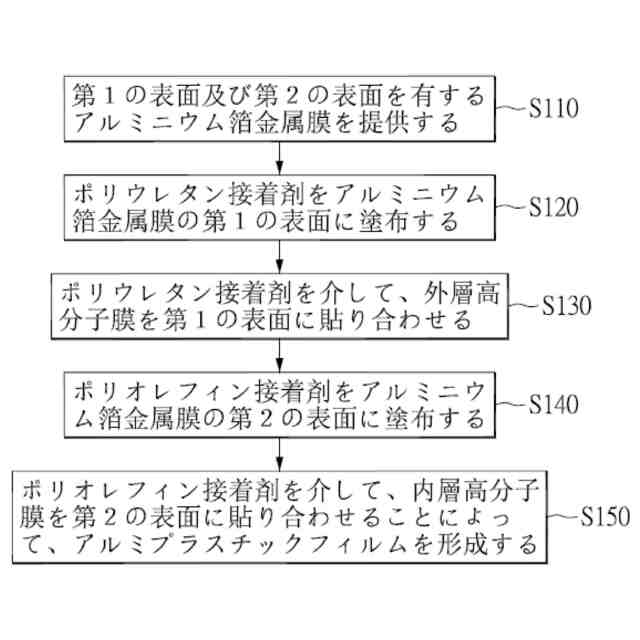
【解決手段】前記アルミプラスチックフィルムの製造方法は、第1の表面及び第2の表面を有するアルミニウム箔金属膜を提供する準備工程と、ポリウレタン接着剤を前記アルミニウム箔金属膜の前記第1の表面に塗布する、ポリウレタン接着剤の塗布工程と、前記ポリウレタン接着剤を介して外層高分子膜を前記第1の表面に貼り合わせる、外層高分子膜の貼り合わせる工程と、ポリオレフィン接着剤を前記アルミニウム箔金属膜の前記第2の表面に塗布する、ポリオレフィン接着剤の塗布工程と、前記ポリオレフィン接着剤を介して、内層高分子膜を前記第2の表面に貼り合わせることによって、アルミプラスチックフィルムを形成する、内層高分子膜の貼り合わせる工程と、を含む。前記内層高分子膜の厚みと前記外層高分子膜の厚みとの比の値は、1.6~5.5である。
【選択図】図2
特許請求の範囲
【請求項1】
第1の表面及び第2の表面を有するアルミニウム箔金属膜を提供する準備工程と、
ポリウレタン接着剤を前記アルミニウム箔金属膜の前記第1の表面に塗布する、ポリウレタン接着剤の塗布工程と、
前記ポリウレタン接着剤を介して、ナイロン高分子膜、ポリエステル高分子膜、及びナイロン/ポリエステル高分子多層膜のうちの少なくとも1つである外層高分子膜を前記第1の表面に貼り合わせる、外層高分子膜の貼り合わせる工程と、
ポリオレフィン接着剤を前記アルミニウム箔金属膜の前記第2の表面に塗布する、ポリオレフィン接着剤の塗布工程と、
前記ポリオレフィン接着剤を介して、ポリオレフィン高分子フィルムである内層高分子膜を前記第2の表面に貼り合わせることによって、アルミプラスチックフィルムを形成する、内層高分子膜の貼り合わせる工程と、を含み、
前記内層高分子膜の厚みと前記外層高分子膜の厚みとの比の値(前記内層高分子膜の厚み/前記外層高分子膜の厚み)は、1.6~5.5であることを特徴とする、アルミプラスチックフィルムの製造方法。
続きを表示(約 1,300 文字)
【請求項2】
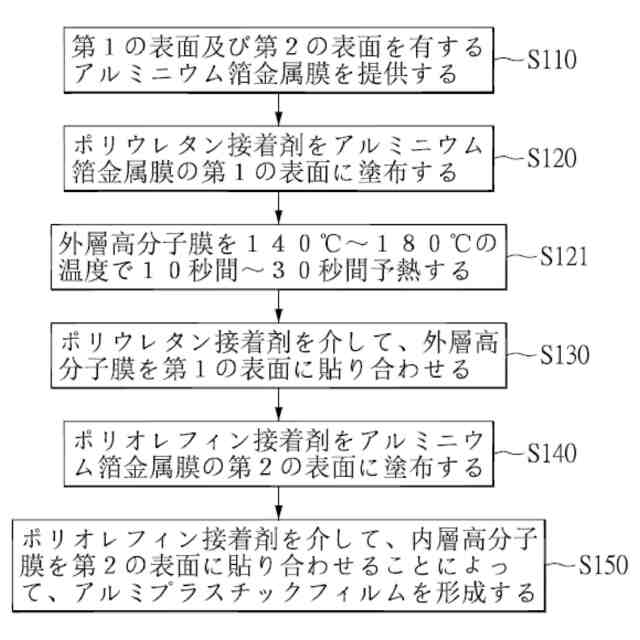
前記外層高分子膜の貼り合わせる工程を行う前に、前記外層高分子膜を140℃~180℃の温度で10秒間~30秒間予熱する、予熱工程を更に含み、前記外層高分子膜の厚みは20μm~25μmである、請求項1に記載のアルミプラスチックフィルムの製造方法。
【請求項3】
前記予熱工程を行った後に、前記外層高分子膜の縦方向の収縮率は1%以下であり、前記外層高分子膜の横方向の収縮率は1%以下である、請求項2に記載のアルミプラスチックフィルムの製造方法。
【請求項4】
前記外層高分子膜の厚みは10μm~20μmである、請求項1に記載のアルミプラスチックフィルムの製造方法。
【請求項5】
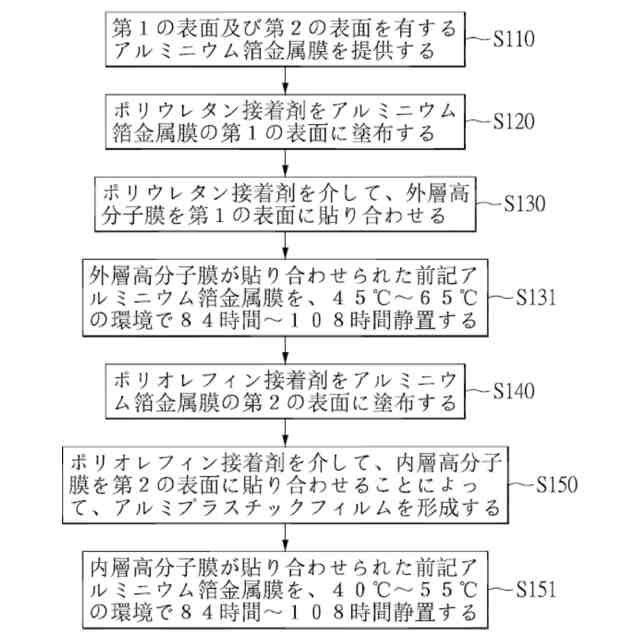
前記外層高分子膜が貼り合わせられた前記アルミニウム箔金属膜を、45℃~65℃の環境で84時間~108時間静置する、ポリウレタン接着剤の熟成工程を、前記外層高分子膜の貼り合わせる工程を行った後に更に含む、請求項1に記載のアルミプラスチックフィルムの製造方法。
【請求項6】
前記ポリウレタン接着剤の熟成工程を、第1のポリウレタン接着剤の静置段階と、第2のポリウレタン接着剤の静置段階と、第3のポリウレタン接着剤の静置段階とに分け、前記第3のポリウレタン接着剤の静置段階での静置時間は、前記第1のポリウレタン接着剤の静置段階での静置時間及び前記第2のポリウレタン接着剤の静置段階での静置時間より長く、前記第3のポリウレタン接着剤の静置段階での静置温度は、前記第2のポリウレタン接着剤の静置段階での静置温度より高く、前記第2のポリウレタン接着剤の静置段階での静置温度は、前記第1のポリウレタン接着剤の静置段階での静置温度より高い、請求項5に記載のアルミプラスチックフィルムの製造方法。
【請求項7】
前記内層高分子膜が貼り合わせられた前記アルミニウム箔金属膜を、40℃~55℃の環境で84時間~108時間静置する、ポリオレフィン接着剤の熟成工程を、前記内層高分子膜の貼り合わせる工程を行った後に更に含む、請求項1に記載のアルミプラスチックフィルムの製造方法。
【請求項8】
前記ポリオレフィン接着剤の熟成工程を、第1のポリオレフィン接着剤の静置段階と、第2のポリオレフィン接着剤の静置段階に分け、前記第2のポリオレフィン接着剤の静置段階での静置温度は、前記第1のポリオレフィン接着剤の静置段階での静置温度より高く、前記第2のポリオレフィン接着剤の静置段階での静置時間は、前記第1のポリオレフィン接着剤の静置段階での静置時間と同等以上である、請求項7に記載のアルミプラスチックフィルムの製造方法。
【請求項9】
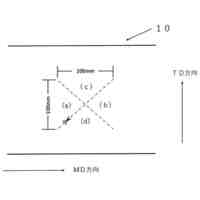
5mmの打ち抜き深さで打ち抜いた後に、前記アルミプラスチックフィルムの外観は、顕著な反り又は穴開きを有しない、請求項1に記載のアルミプラスチックフィルムの製造方法。
【請求項10】
請求項1に記載されたアルミプラスチックフィルムの製造方法で製造されてなることを特徴とする、アルミプラスチックフィルム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミプラスチックフィルム及びその製造方法に関し、特に、高い打ち抜き深さに応用するアルミプラスチックフィルム及びその製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来のアルミプラスチックフィルムは、高い打ち抜き深さで打ち抜いた後に、顕著な反り又は穴開きが発生しやすい問題を有する。更に説明すると、従来のアルミプラスチックフィルムを高い打ち抜き深さを有する電池製品に応用する際に、従来のアルミプラスチックフィルムにある穴開きは、電池液の漏れに繋がり、反りを有する従来のアルミプラスチックフィルムは、電池製品の生産効率に厳重に影響する。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明が解決しようとする技術の課題は、従来技術の不足に対し、従来のアルミプラスチックフィルムを高い打ち抜き深さを有する電池製品に応用する際に、顕著な反り又は穴開きが発生しやすい問題を改良する、アルミプラスチックフィルム及びその製造方法を提供する。
【課題を解決するための手段】
【0004】
上記の技術的課題を解決するために、本発明が採用する一つの技術的手段は、アルミプラスチックフィルムの製造方法を提供することである。前記アルミプラスチックフィルムの製造方法は、第1の表面及び第2の表面を有するアルミニウム箔金属膜を提供する準備工程と、ポリウレタン接着剤を前記アルミニウム箔金属膜の前記第1の表面に塗布する、ポリウレタン接着剤の塗布工程と、前記ポリウレタン接着剤を介して、ナイロン高分子膜、ポリエステル高分子膜、及びナイロン/ポリエステル高分子多層膜のうちの少なくとも1つである外層高分子膜を前記第1の表面に貼り合わせる、外層高分子膜の貼り合わせる工程と、ポリオレフィン接着剤を前記アルミニウム箔金属膜の前記第2の表面に塗布する、ポリオレフィン接着剤の塗布工程と、前記ポリオレフィン接着剤を介して、ポリオレフィン高分子フィルムである内層高分子膜を前記第2の表面に貼り合わせることによって、アルミプラスチックフィルムを形成する、内層高分子膜の貼り合わせる工程と、を含み、前記内層高分子膜の厚みと前記外層高分子膜の厚みとの比の値(前記内層高分子膜の厚み/前記外層高分子膜の厚み)は、1.6~5.5である。
【0005】
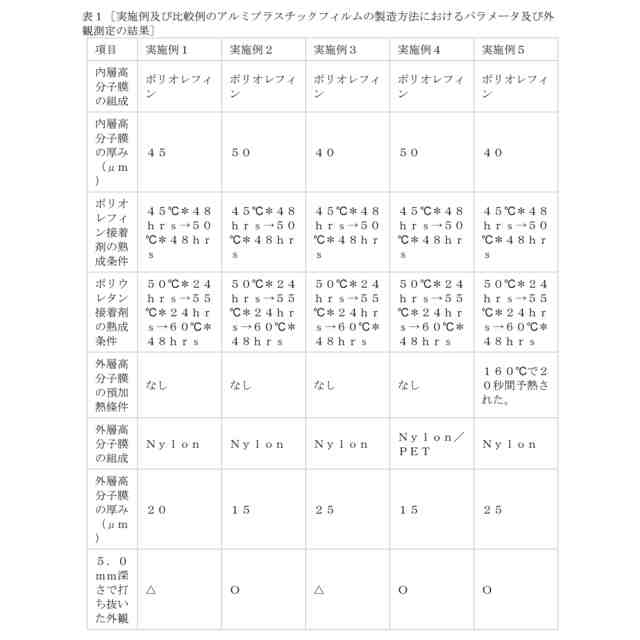
好ましくは、前記アルミプラスチックフィルムの製造方法は、前記外層高分子膜の貼り合わせる工程を行う前に、前記外層高分子膜を140℃~180℃の温度で10秒間~30秒間予熱する、予熱工程を更に含み、前記外層高分子膜の厚みは20μm~25μmである。
【0006】
好ましくは、前記予熱工程を行った後に、前記外層高分子膜の縦方向の収縮率は1%以下であり、前記外層高分子膜の横方向の収縮率は1%以下である。
【0007】
好ましくは、前記外層高分子膜の厚みは10μm~20μmである。
【0008】
好ましくは、前記アルミプラスチックフィルムの製造方法は、前記外層高分子膜が貼り合わせられた前記アルミニウム箔金属膜を、45℃~65℃の環境で84時間~108時間静置する、ポリウレタン接着剤の熟成工程を、前記外層高分子膜の貼り合わせる工程を行った後に更に含む。
【0009】
好ましくは、前記ポリウレタン接着剤の熟成工程を、第1のポリウレタン接着剤の静置段階と、第2のポリウレタン接着剤の静置段階と、第3のポリウレタン接着剤の静置段階とに分け、前記第3のポリウレタン接着剤の静置段階での静置時間は、前記第1のポリウレタン接着剤の静置段階での静置時間及び前記第2のポリウレタン接着剤の静置段階での静置時間より長く、前記第3のポリウレタン接着剤の静置段階での静置温度は、前記第2のポリウレタン接着剤の静置段階での静置温度より高く、前記第2のポリウレタン接着剤の静置段階での静置温度は、前記第1のポリウレタン接着剤の静置段階での静置温度より高い。
【0010】
好ましくは、前記アルミプラスチックフィルムの製造方法は、前記内層高分子膜が貼り合わせられた前記アルミニウム箔金属膜を、40℃~55℃の環境で84時間~108時間静置する、ポリオレフィン接着剤の熟成工程を、前記内層高分子膜の貼り合わせる工程を行った後に更に含む。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
積層体
5か月前
東レ株式会社
積層体
10か月前
東レ株式会社
積層構造体
9か月前
ユニチカ株式会社
積層体
9か月前
ユニチカ株式会社
積層体
2か月前
個人
箔転写シート
6か月前
東レ株式会社
積層フィルム
2か月前
東レ株式会社
積層フィルム
4か月前
個人
鋼材の塗膜構造
3か月前
東レ株式会社
強化繊維基材
5か月前
東レ株式会社
強化繊維基材
5か月前
東レ株式会社
積層フィルム
9か月前
東レ株式会社
積層フィルム
7か月前
東レ株式会社
光透過性表皮材
1か月前
東ソー株式会社
多層フィルム
5か月前
エスケー化研株式会社
積層体
9か月前
東レ株式会社
無配向フィルム
1か月前
ユニチカ株式会社
透明シート
3か月前
東レ株式会社
加飾用フィルム
1か月前
東洋紡株式会社
積層包装材料
3か月前
東ソー株式会社
多層フィルム
8か月前
積水樹脂株式会社
磁性シート
7か月前
出光興産株式会社
構造体
15日前
日本発條株式会社
積層体
1か月前
東レ株式会社
多層積層フィルム
2か月前
アイカ工業株式会社
光学積層体
6か月前
日本バイリーン株式会社
表皮材
4か月前
三菱製紙株式会社
不織布積層体
8か月前
東ソー株式会社
蓋材用フィルム
11か月前
大倉工業株式会社
多層フィルム
9か月前
artience株式会社
積層体
6か月前
個人
加熱調理に利用可能な鉄製品
11か月前
東レ株式会社
電子機器筐体用部材
10か月前
東洋アルミニウム株式会社
積層体
4か月前
豊田合成株式会社
樹脂製品
5か月前
東レ株式会社
電子機器筐体用部材
10か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ