TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025155968
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2025034041
出願日
2025-03-04
発明の名称
半導体加工用の仮固定シートに用いられる基材及びその製造方法、半導体加工用の仮固定シート、及び半導体素子の製造方法
出願人
デンカ株式会社
代理人
SK弁理士法人
,
個人
,
個人
主分類
H01L
21/304 20060101AFI20251002BHJP(基本的電気素子)
要約
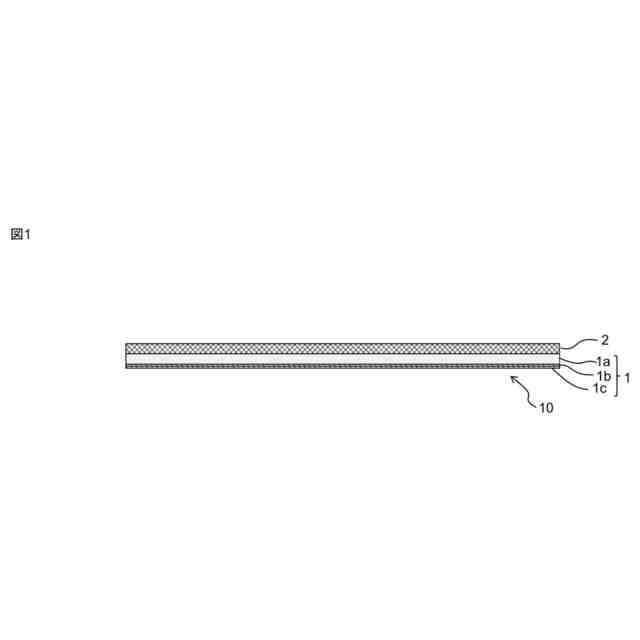
【課題】高温プロセスに適用する場合において、優れた追従性と裏面研削性を有する、半導体加工用の仮固定シートに用いられる基材を提供する。
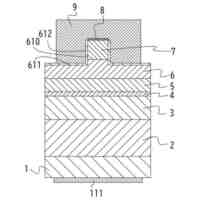
【解決手段】本発明によれば、半導体加工用の仮固定シートに用いられる基材であって、クッション層と、前記クッション層上に設けられた接着層と、前記接着層から見て前記クッション層とは反対側に設けられたバリア層と、を備え、前記接着層のガラス転移温度が15℃以下であり、前記接着層の150℃でのずり貯蔵弾性率が100kPa以上であり、前記バリア層の25℃RH0%におけるJIS K 7126-2(等圧法)に基づいて測定した酸素透過度が1000ml/(m
2
・24h・atm)以下である、基材が提供される。
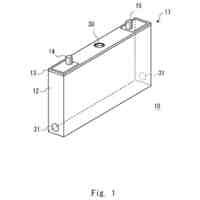
【選択図】図1
特許請求の範囲
【請求項1】
半導体加工用の仮固定シートに用いられる基材であって、
クッション層と、前記クッション層上に設けられた接着層と、前記接着層から見て前記クッション層とは反対側に設けられたバリア層と、を備え、
前記接着層のガラス転移温度が15℃以下であり、
前記接着層の150℃でのずり貯蔵弾性率が100kPa以上であり、
前記バリア層の25℃RH0%におけるJIS K 7126-2(等圧法)に基づいて測定した酸素透過度が1000ml/(m
2
・24h・atm)以下である、基材。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の基材であって、
JIS Z0237に基づき、前記基材を前記バリア層側から180°剥離を行うことによって測定される前記クッション層と前記バリア層の間の接着力が4.0N/20mm以上である、基材。
【請求項3】
請求項1又は請求項2に記載の基材の製造方法であって、
接着剤作製工程と、接着剤塗布工程と、基材形成工程とを備え、
前記接着剤作製工程では、エポキシ基を有するアクリル系樹脂と多官能エポキシ樹脂を混合して接着剤を作製し、
前記接着剤塗布工程では、前記バリア層の上に前記接着剤を塗布し、
前記基材形成工程では、前記バリア層の上に塗布された前記接着剤の上に、前記クッション層を貼り合わせて前記基材を形成する、基材の製造方法。
【請求項4】
請求項3に記載の基材の製造方法であって、
前記アクリル系樹脂がさらにヒドロキシ基を有する、基材の製造方法。
【請求項5】
請求項3に記載の基材の製造方法であって、
前記アクリル系樹脂は、ブチルアクリレート、メチルメタクリレート、メタクリル酸2-ヒドロキシエチル、グリシジルメタクリレートを含む原料モノマーを共重合して得られる共重合体であり、
前記アクリル系樹脂は、前記原料モノマーの合計100質量部に対して、ブチルアクリレート75~85質量部を共重合して得られる共重合体である、基材の製造方法。
【請求項6】
請求項3に記載の基材の製造方法であって、
前記多官能エポキシ樹脂は、フェノールノボラック型エポキシ樹脂である、基材の製造方法。
【請求項7】
請求項3に記載の基材の製造方法であって、
前記接着剤作製工程では、さらに多官能アミン系化合物を添加する、基材の製造方法。
【請求項8】
請求項7に記載の基材の製造方法であって、
前記多官能アミン系化合物は、ポリアルキルアミンである、基材の製造方法。
【請求項9】
請求項1又は請求項2に記載の基材と粘着剤層とを備える半導体加工用の仮固定シートであって、
前記粘着剤層は、前記クッション層から見て前記接着層とは反対側に設けられる、仮固定シート。
【請求項10】
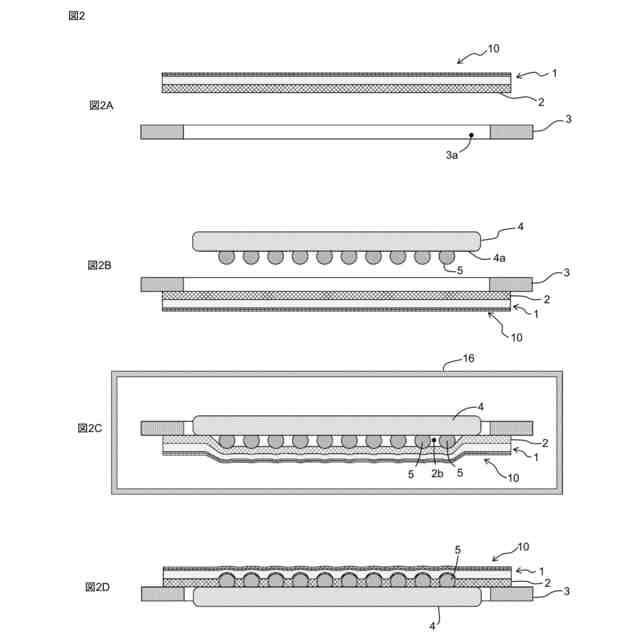
請求項1又は請求項2に記載の基材を使用した半導体加工用の仮固定シートを用いた半導体素子の製造方法であって、
フレーム貼付工程と、ウエハ貼付工程と、加温工程と、研削工程とを備え、
前記フレーム貼付工程では、リングフレームに前記仮固定シートを貼り付け、
前記ウエハ貼付工程では、半導体ウエハの凸部が設けられた第1面に前記仮固定シートを減圧下で貼り付け、
前記加温工程では、前記基材を加温し、
前記研削工程では、前記半導体ウエハの前記第1面とは反対側の第2面を研削する、半導体素子の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、半導体加工用の仮固定シートに用いられる基材及びその製造方法、半導体加工用の仮固定シート、及び半導体素子の製造方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
半導体ウエハを加工する際、破損から保護するため、仮固定シートが貼着される。例えば、半導体ウエハを加工する際の裏面研削(バックグラインド)工程では、仮固定シートを貼着して、半導体ウエハのパターン面を保護している。仮固定シートには、突起電極(バンプ)のような凹凸を有するパターン面に対する粘着性、パターン面保護の信頼性の観点から、パターン面の凹凸に対する追従性(段差追従性)が求められる。また、高温プロセスに適用する場合には、耐熱性も求められる。
【0003】
特許文献1には、半導体ウエハの凸部への基材層の追従性を高めることができる裏面研削用粘着シートが開示されている。当該裏面研削用粘着シートの基材層は、クッション層とバリア層とが接着層を介して貼り合わされることにより構成されている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2022/249889号
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者らが特許文献1に開示されている裏面研削用粘着シートについて鋭意検討を行ったところ、高温プロセスに適用する場合において、接着層の物性が変動し、追従性や裏面研削性が不十分となる場合があることが分かった。
【0006】
本発明はこのような事情に鑑みてなされたものであり、高温プロセスに適用する場合において、優れた追従性と裏面研削性を有する、半導体加工用の仮固定シートに用いられる基材を提供するものである。
【課題を解決するための手段】
【0007】
本発明によれば、以下の発明が提供される。
[1]半導体加工用の仮固定シートに用いられる基材であって、クッション層と、前記クッション層上に設けられた接着層と、前記接着層から見て前記クッション層とは反対側に設けられたバリア層と、を備え、前記接着層のガラス転移温度が15℃以下であり、前記接着層の150℃でのずり貯蔵弾性率が100kPa以上であり、前記バリア層の25℃RH0%におけるJISK7126-2(等圧法)に基づいて測定した酸素透過度が1000ml/(m
2
・24h・atm)以下である、基材。
[2][1]に記載の基材であって、JISZ0237に基づき、前記基材を前記バリア層側から180°剥離を行うことによって測定される前記クッション層と前記バリア層の間の接着力が4.0N/20mm以上である、基材。
[3][1]又は[2]に記載の基材の製造方法であって、接着剤作製工程と、接着剤塗布工程と、基材形成工程とを備え、前記接着剤作製工程では、エポキシ基を有するアクリル系樹脂と多官能エポキシ樹脂を混合して接着剤を作製し、前記接着剤塗布工程では、前記バリア層の上に前記接着剤を塗布し、前記基材形成工程では、前記バリア層の上に塗布された前記接着剤の上に、前記クッション層を貼り合わせて前記基材を形成する、基材の製造方法。
[4][3]に記載の基材の製造方法であって、前記アクリル系樹脂がさらにヒドロキシ基を有する、基材の製造方法。
[5][3]又は[4]に記載の基材の製造方法であって、前記アクリル系樹脂は、ブチルアクリレート、メチルメタクリレート、メタクリル酸2-ヒドロキシエチル、グリシジルメタクリレートを含む原料モノマーを共重合して得られる共重合体であり、前記アクリル系樹脂は、前記原料モノマーの合計100質量部に対して、ブチルアクリレート75~85質量部を共重合して得られる共重合体である、基材の製造方法。
[6][3]~[5]の何れか1つに記載の基材の製造方法であって、前記多官能エポキシ樹脂は、フェノールノボラック型エポキシ樹脂である、基材の製造方法。
[7][3]~[6]の何れか1つに基材の製造方法であって、前記接着剤作製工程では、さらに多官能アミン系化合物を添加する、基材の製造方法。
[8][7]に記載の基材の製造方法であって、前記多官能アミン系化合物は、ポリアルキルアミンである、基材の製造方法。
[9][1]又は[2]に記載の基材と粘着剤層とを備える半導体加工用の仮固定シートであって、前記粘着剤層は、前記クッション層から見て前記接着層とは反対側に設けられる、仮固定シート。
[10][1]又は[2]に記載の基材を使用した半導体加工用の仮固定シートを用いた半導体素子の製造方法であって、フレーム貼付工程と、ウエハ貼付工程と、加温工程と、研削工程とを備え、前記フレーム貼付工程では、リングフレームに前記仮固定シートを貼り付け、前記ウエハ貼付工程では、半導体ウエハの凸部が設けられた第1面に前記仮固定シートを減圧下で貼り付け、前記加温工程では、前記基材を加温し、前記研削工程では、前記半導体ウエハの前記第1面とは反対側の第2面を研削する、半導体素子の製造方法。
[11][10]に記載の半導体素子の製造方法であって、切断工程と樹脂硬化工程とをさらに備え、前記切断工程では、前記仮固定用シートを前記半導体ウエハの外周に沿って切断し、前記樹脂硬化工程では、前記ウエハ貼付工程の後に前記基材を硬化性樹脂に当接させ、その状態で前記硬化性樹脂を硬化させる、半導体素子の製造方法。
【0008】
本発明らが鋭意検討を行ったところ、接着層のガラス転移点を所定値以下とし、接着層の150℃でのずり貯蔵弾性率を所定値以上とすることにより、上記課題が解決されることを見出し、本発明の完成に到った。
【図面の簡単な説明】
【0009】
本発明の一実施形態に係る基材1を備える仮固定シート10を示す断面図である。
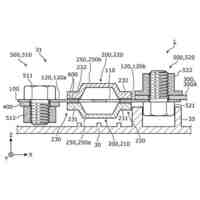
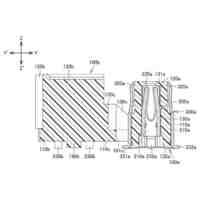
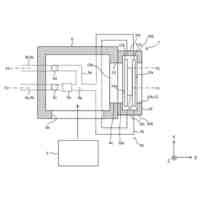
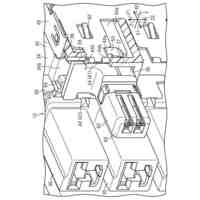
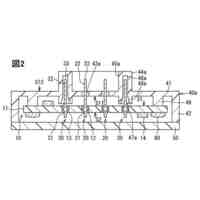
図2A~図2Dは、本発明の一実施形態に係る仮固定シート10を用いた半導体素子の製造方法を示す断面図である。
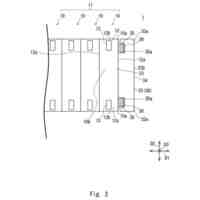
図3A~図3Bは、本発明の一実施形態に係る仮固定シート10を用いた半導体素子の製造方法を示す断面図である。
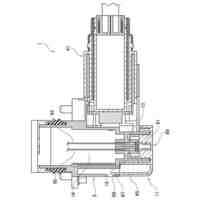
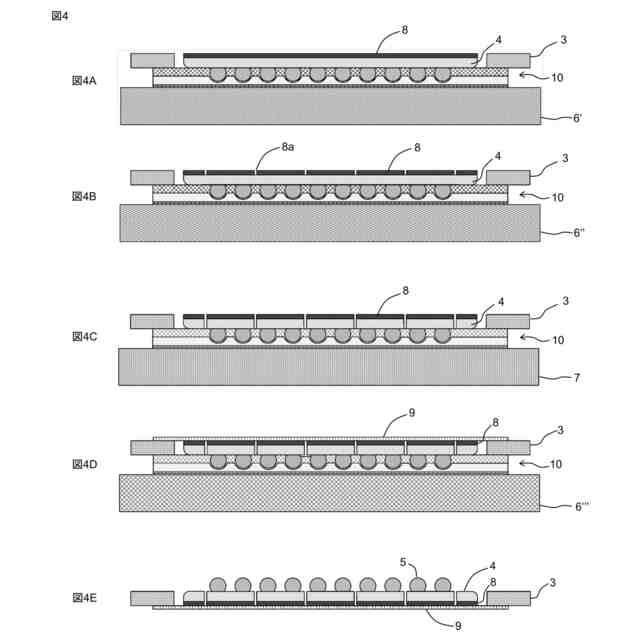
図4A~図4Eは、本発明の一実施形態に係る仮固定シート10を用いた半導体素子の製造方法を示す断面図である。
【0010】
以下、本発明の実施形態について説明する。以下に示す実施形態中で示した各種特徴事項は、互いに組み合わせ可能である。また、各特徴事項について独立して発明が成立する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
デンカ株式会社
バッテリー被覆用パテ、及びバッテリー
8日前
APB株式会社
蓄電セル
1か月前
マクセル株式会社
電源装置
27日前
株式会社東芝
端子台
27日前
株式会社GSユアサ
蓄電装置
20日前
株式会社GSユアサ
蓄電装置
6日前
三菱電機株式会社
回路遮断器
14日前
株式会社GSユアサ
蓄電装置
28日前
株式会社GSユアサ
蓄電装置
28日前
富士電機株式会社
電磁接触器
6日前
ホシデン株式会社
複合コネクタ
今日
トヨタ自動車株式会社
蓄電装置
28日前
日本特殊陶業株式会社
保持装置
19日前
日新イオン機器株式会社
基板処理装置
1か月前
トヨタ自動車株式会社
密閉型電池
29日前
住友電装株式会社
コネクタ
6日前
ヒロセ電機株式会社
電気コネクタ
6日前
矢崎総業株式会社
コネクタ
6日前
株式会社レゾナック
冷却器
14日前
日亜化学工業株式会社
半導体レーザ素子
1か月前
日本無線株式会社
レーダアンテナ
21日前
株式会社デンソー
電子装置
1か月前
ローム株式会社
半導体モジュール
7日前
甲神電機株式会社
変流器及び零相変流器
21日前
日本航空電子工業株式会社
コネクタ
19日前
富士電機株式会社
半導体モジュール
22日前
株式会社デンソー
半導体装置
6日前
株式会社デンソー
熱交換部材
21日前
新電元工業株式会社
半導体装置
6日前
トヨタ自動車株式会社
蓄電モジュール
28日前
TDK株式会社
電子部品
6日前
矢崎総業株式会社
コネクタ
21日前
クレザス株式会社
半導体装置の製造方法
20日前
矢崎総業株式会社
コネクタ
7日前
FDK株式会社
組電池及びその作製方法
16日前
京セラ株式会社
積層セラミック電子部品
20日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ