TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025154848
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024058079
出願日
2024-03-29
発明の名称
熱伝導性シート保持体、及び熱伝導性シートの貼り付け方法
出願人
積水化学工業株式会社
代理人
個人
,
個人
主分類
H01L
23/36 20060101AFI20251002BHJP(基本的電気素子)
要約
【課題】カバーシートを熱伝導性シートから剥がす際に不具合を生じさせることなく、熱伝導性シートを半導体素子の表面に適切に固着させることができる。
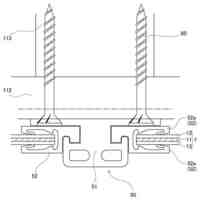
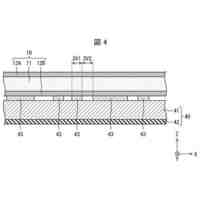
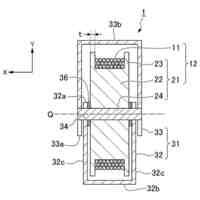
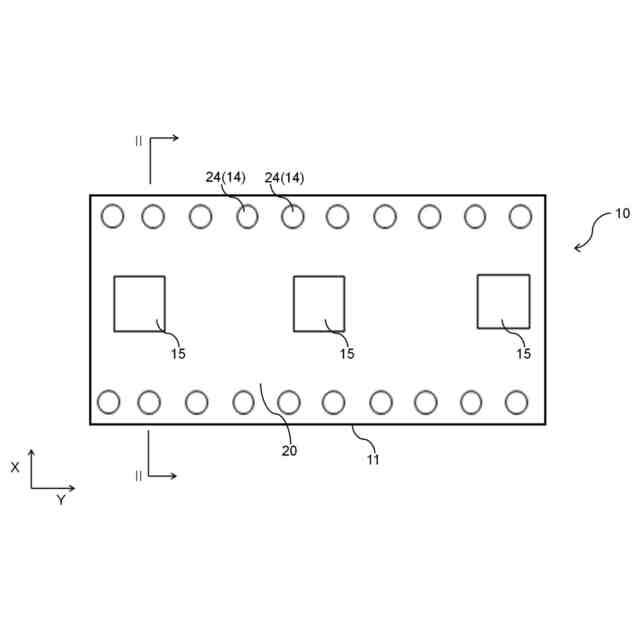
【解決手段】熱伝導性シート保持体10は、第1表面15Aと第1表面15Aとは反対側の第2表面15Bとを備える熱伝導性シート15と、熱伝導性シート15の第1表面15Aの全面を覆うように積層されるキャリアフィルム11と、熱伝導性シート15の第2表面15Bの全面を覆うように積層されるカバーフィルム20と備え、カバーフィルム20と熱伝導性シート14の第2表面15Bとの剥離力が0mN/25mm以上55mN/25mm以下であり、熱伝導性シート15の第2表面15Bのタック値が4.0N以上9.0N以である。
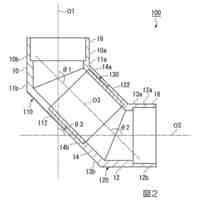
【選択図】図2
特許請求の範囲
【請求項1】
第1表面と前記第1表面とは反対側の第2表面とを備える熱伝導性シートと、前記熱伝導性シートの前記第1表面の全面を覆うように設けられるキャリアフィルムと、前記熱伝導性シートの前記第2表面の全面を覆うように設けられるカバーフィルムと備える熱伝導性シート保持体を準備する第1工程と、
前記熱伝導性シートの前記第2表面から前記カバーフィルムを剥がす第2工程と、
前記熱伝導性シートの前記第2表面を、半導体素子の表面に圧着する第3工程と、
前記熱伝導性シートの前記第1表面から前記キャリアフィルムを剥がす第4工程を備え、
前記カバーフィルムと前記熱伝導性シートの前記第2表面との剥離力が0mN/25mm以上55mN/25mm以下であり、
前記熱伝導性シートの前記第2表面のタック値が4.0N以上9.0N以下である、熱伝導性シートの貼り付け方法。
続きを表示(約 820 文字)
【請求項2】
前記キャリアフィルムと前記熱伝導性シートの前記第1表面との剥離力が55mN/25mm以上130mN/25mm以下である請求項1に記載の熱伝導性シートの貼り付け方法。
【請求項3】
前記半導体素子の表面がシリコン面である請求項1又は2に記載の熱伝導性シートの貼り付け方法。
【請求項4】
前記熱伝導性シートの前記第1表面及び第2表面の少なくとも一方に粘着剤を備える請求項1又は2に記載の熱伝導性シートの貼り付け方法。
【請求項5】
前記第1工程~第4工程を180℃未満の温度で実行する請求項1又は2に記載の熱伝導性シートの貼り付け方法。
【請求項6】
前記第4工程の後に、さらに前記第1表面をリッドに圧着する第5工程をさらに備える、請求項1又は2に記載の熱伝導性シートの貼り付け方法。
【請求項7】
前記第1工程~第5工程を180℃未満の温度で実行する請求項6に記載の熱伝導性シートの貼り付け方法。
【請求項8】
前記第5工程の後に、前記熱伝導性シートと、前記第2表面に積層される前記半導体素子と、前記第1表面に積層されるリッドとを備える積層体を、180℃以上270℃以下の温度で1分以上10分以下加熱する第6工程を備える請求項7に記載の熱伝導性シートの貼り付け方法。
【請求項9】
前記熱伝導性シートが配向成形体をスライスして得られるものである請求項1又は2に記載の熱伝導性シートの貼り付け方法。
【請求項10】
前記熱伝導性シート保持体において、前記キャリアフィルムが、長尺のベースフィルムと、前記ベースフィルムに積層された離型フィルムとを有し、前記熱伝導性シートが、前記離型フィルムに積層される請求項1又は2に記載の熱伝導性シートの貼り付け方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱伝導性シートを備える熱伝導性シート保持体、及び熱伝導性シート保持体利用した、熱伝導性シートの貼り付け方法に関する。
続きを表示(約 4,000 文字)
【背景技術】
【0002】
半導体パッケージは、半導体チップ等の発熱体と、ヒートスプレッダーと呼ばれ、アルミニウム、銅などから構成される放熱体との間に、放熱材を挟んで密着させることによって放熱させることが知られている。半導体チップとヒートスプレッダーの間に配置して使用される放熱材は、従来は熱伝導性グリースが広く用いられている。
半導体パッケージは、使用時などにおいて一定温度以上に加熱されることが一般的である。基板、半導体チップ、ヒートスプレッダー等の各部材は、熱膨張率が異なるため、加熱された際に反りが生じることがある。昨今チップの大型化に伴い、反りによる間隙の広がりも大きくなってきており、熱伝導性グリースではそのような反りに追従できず、隙間が生じる不具合が生じるため、熱伝導性グリースの代わりに、熱伝導性シートを使用することが検討されている。
【0003】
熱伝導性シートは、半導体パッケージなどの発熱体と、ヒートスプレッダーなどの放熱体との間に挟み込んでこれらに密着させることで放熱機構が形成されるが、放熱機構の形成を効率的に行うために、熱伝導性シートを自動かつ正確に、半導体パッケージ上などに供給できるようにすることが求められている。そのため、例えば、熱伝導性シートは、リール梱包と呼ばれる形態により供給されることが検討されている。
【0004】
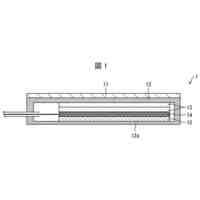
リール梱包では、長尺状のキャリアフィルムと、キャリアフィルム上に、長手方向に間隔を空けて配置された複数の熱伝導性シートと、複数の熱伝導性シートを覆うカバーフィルムをこの順で備える熱伝導性シート保持体が、ロール状に巻き取られた形態とされることが知られている(例えば、特許文献1参照)。熱伝導性シート保持体において、熱伝導性シートは、カバーフィルム及びキャリアフィルムから剥離されたうえで、半導体チップなどに取り付けられる。
【先行技術文献】
【特許文献】
【0005】
国際公開2022/079914号
【発明の概要】
【発明が解決しようとする課題】
【0006】
半導体チップに使用される熱伝導性シートは、一般的に高い充填率で熱伝導性充填材を含有しており、脆くなる傾向がある。そのため、カバーシートを熱伝導性シートから剥がす際に泣き別れと言われる、熱伝導性シートの破損が生じることがある。また、特許文献1では、熱伝導性シートのタック値が高いので、カバーフィルムを熱伝導性シートから剥離する際に、カバーフィルムに熱伝導性シートが付着したり、キャリアフィルムから熱伝導性シートを剥がす際に適切に剥がせないなどの不具合が生じることがある。
一方で、熱伝導性シートのタック値を低くすると、半導体チップに熱伝導性シートが適切に固着できないなどの不具合が生じることもある。
【0007】
そこで、本発明は、カバーシートを熱伝導性シートから剥がす際に不具合を生じさせることなく、熱伝導性シートを半導体素子の表面に適切に固着させることができる、熱伝導性シートの貼り付け方法、及び熱伝導性シート保持体を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明者らは、鋭意検討の結果、カバーフィルムと熱伝導性シートの剥離力、及び熱伝導性シートのカバーフィルム側の表面(第2表面)のタック値を所定の範囲内に調整することで上記課題が解決できることを見出し、以下の本発明を完成させた。
【0009】
すなわち、本発明は、以下の[1]~[23]を提供する。
[1]第1表面と前記第1表面とは反対側の第2表面とを備える熱伝導性シートと、前記熱伝導性シートの前記第1表面の全面を覆うように設けられるキャリアフィルムと、前記熱伝導性シートの前記第2表面の全面を覆うように設けられるカバーフィルムと備える熱伝導性シート保持体を準備する第1工程と、
前記熱伝導性シートの前記第2表面から前記カバーフィルムを剥がす第2工程と、
前記熱伝導性シートの前記第2表面を、半導体素子の表面に圧着する第3工程と、
前記熱伝導性シートの前記第1表面から前記キャリアフィルムを剥がす第4工程を備え、
前記カバーフィルムと前記熱伝導性シートの前記第2表面との剥離力が0mN/25mm以上55mN/25mm以下であり、
前記熱伝導性シートの前記第2表面のタック値が4.0N以上9.0N以下である、熱伝導性シートの貼り付け方法。
[2]前記キャリアフィルムと前記熱伝導性シートの前記第1表面との剥離力が55mN/25mm以上130mN/25mm以下である上記[1]に記載の熱伝導性シートの貼り付け方法。
[3]前記半導体素子の表面がシリコン面である上記[1]又は[2]に記載の熱伝導性シートの貼り付け方法。
[4] 前記熱伝導性シートの前記第1表面及び第2表面の少なくとも一方に粘着剤を備える上記[1]~[3]のいずれかに記載の熱伝導性シートの貼り付け方法。
[5]前記第1工程~第4工程を180℃未満の温度で実行する上記[1]~[4]のいずれかに記載の熱伝導性シートの貼り付け方法。
[6]前記第4工程の後に、さらに前記第1表面をリッドに圧着する第5工程をさらに備える、上記[1]~[5]のいずれかに記載の熱伝導性シートの貼り付け方法。
[7] 前記第1工程~第5工程を180℃未満の温度で実行する上記[6]に記載の熱伝導性シートの貼り付け方法。
[8]前記第5工程の後に、前記熱伝導性シートと、前記第2表面に積層される前記半導体素子と、前記第1表面に積層されるリッドとを備える積層体を、180℃以上270℃以下の温度で1分以上10分以下加熱する第6工程を備える上記[7]に記載の熱伝導性シートの貼り付け方法。
[9]前記熱伝導性シートが配向成形体をスライスして得られるものである上記[1]~[8]のいずれかに記載の熱伝導性シートの貼り付け方法。
[10]前記熱伝導性シート保持体において、前記キャリアフィルムが、長尺のベースフィルムと、前記ベースフィルムに積層された離型フィルムとを有し、前記熱伝導性シートが、前記離型フィルムに積層される上記[1]~[9]のいずれかに記載の熱伝導性シートの貼り付け方法。
[11]前記熱伝導性シート保持体において、前記カバーフィルムが、前記熱伝導性シートよりも大きい外形を有し、かつ前記熱伝導性シートの外側部分で前記キャリアフィルムに密着されている、上記[1]~[10]のいずれかに記載の熱伝導性シートの貼り付け方法。
[12]前記第2表面のタック値が、前記第1表面のタック値よりも大きい、上記[1]~[11]のいずれかに記載の熱伝導性シートの貼り付け方法。
[13]第1表面と前記第1表面とは反対側の第2表面とを備える熱伝導性シートと、
前記熱伝導性シートの前記第1表面の全面を覆うように積層されるキャリアフィルムと、
前記熱伝導性シートの前記第2表面の全面を覆うように積層されるカバーフィルムと備え、
前記カバーフィルムと前記熱伝導性シートの前記第2表面との剥離力が0mN/25mm以上55mN/25mm以下であり、
前記熱伝導性シートの前記第2表面のタック値が4.0N以上9.0N以下である熱伝導性シート保持体。
[14]前記キャリアフィルムと前記熱伝導性シートの前記第1表面との剥離力が55mN/25mm以上130mN/25mm以下である上記[13]に記載の熱伝導性シート保持体。
[15]前記第2表面は、半導体素子の表面に固着する表面である上記[13]又は[14]に記載の熱伝導性シート保持体。
[16]前記カバーフィルムの常態剥離力が5mN/25mm以上30mN/25mm以下である上記[13]~[15]のいずれかに記載の熱伝導性シート保持体。
[17]前記キャリアフィルムの常態剥離力が5mN/25mm以上30mN/25mm以下である上記[13]~[16]のいずれかに記載の熱伝導性シート保持体。
[18]前記第2表面のタック値が、前記第1表面のタック値よりも大きい、上記[13]~[17]のいずれかに記載の熱伝導性シート保持体。
[19] 前記熱伝導性シートの前記第1表面及び第2表面の少なくとも一方に粘着剤を備える上記[13]~[18]のいずれかに記載の熱伝導性シート保持体。
[20]前記粘着剤がシリコーン樹脂またはアクリル樹脂のいずれかを含む上記[13]~[19]のいずれかに記載の熱伝導性シート保持体。
[21]前記粘着剤が、反応性二重結合を有するアクリル樹脂を含む上記[20]に記載の熱伝導性シート保持体。
[22] 前記熱伝導性シートの第1表面および第2表面の一方または両方が、切断面であり、かつ前記粘着剤を備える上記[19]~[21]のいずれかに記載の熱伝導性シート保持体。
[23]前記熱伝導性シートは厚さ方向に配向された異方性充填材を含む上記[13]~[22]のいずれかに記載の熱伝導性シート保持体。
【発明の効果】
【0010】
本発明によれば、カバーシートを熱伝導性シートから剥がす際に不具合を生じさせることなく、熱伝導性シートを半導体素子の表面に適切に固着させることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
積水化学工業株式会社
集合継手
1か月前
積水化学工業株式会社
製管装置
1か月前
積水化学工業株式会社
雨樋システム
28日前
積水化学工業株式会社
配管の接続構造
1か月前
積水化学工業株式会社
防食用粘着テープ
1か月前
積水化学工業株式会社
太陽電池設置構造
13日前
積水化学工業株式会社
更生管の製管装置
1か月前
積水化学工業株式会社
太陽電池設置構造
13日前
積水化学工業株式会社
太陽電池設置構造
13日前
積水化学工業株式会社
基板積層体の製造方法
25日前
積水化学工業株式会社
基板積層体の製造方法
28日前
積水化学工業株式会社
配管構造及びプレハブ配管
1か月前
積水化学工業株式会社
配管構造及びプレハブ配管
1か月前
積水化学工業株式会社
軒樋支持具および雨樋システム
1か月前
積水化学工業株式会社
太陽電池モジュールの取付構造
13日前
積水化学工業株式会社
竪樋支持具および排水システム
28日前
積水化学工業株式会社
熱膨張性マイクロカプセル用組成物
27日前
積水化学工業株式会社
ポリオルガノシロキサン、樹脂組成物
4日前
積水化学工業株式会社
超音波トランスデューサおよび超音波センサ
13日前
積水化学工業株式会社
超音波トランスデューサ、及び超音波センサ
13日前
積水化学工業株式会社
継手
18日前
積水化学工業株式会社
継手
25日前
積水化学工業株式会社
ガス製造装置
4日前
積水化学工業株式会社
施工管理システム
1か月前
積水化学工業株式会社
防食用粘着テープ
1か月前
積水化学工業株式会社
光ファイバ担持管梱包体および光ファイバ担持管梱包体用の支持部材
20日前
積水化学工業株式会社
集合継手及び配管構造
25日前
積水化学工業株式会社
電気融着継手、配管システム、配管付き電気融着継手、及び配管更生構造
28日前
積水化学工業株式会社
アダプタおよび継手構造
12日前
積水化学工業株式会社
集合継手および継手構造
1か月前
積水化学工業株式会社
多口継手及び配管システム
12日前
積水化学工業株式会社
ドレン部材、軒樋、及び雨樋
18日前
積水化学工業株式会社
還元剤およびガスの製造方法
12日前
積水化学工業株式会社
雨樋用曲がり配管及び雨樋システム
25日前
積水化学工業株式会社
軒樋、軒樋システム、及び軒樋梱包体
4日前
積水化学工業株式会社
フレキシブルGHLC素子用シール剤
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ