TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025154099
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056909
出願日
2024-03-29
発明の名称
光ファイバ担持樹脂成形体及びその製造方法
出願人
積水化学工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G01L
1/24 20060101AFI20251002BHJP(測定;試験)
要約
【課題】光ファイバ担持樹脂成形体の測定精度をより高める。
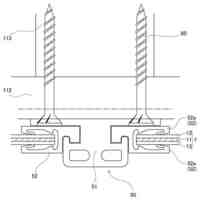
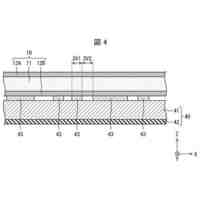
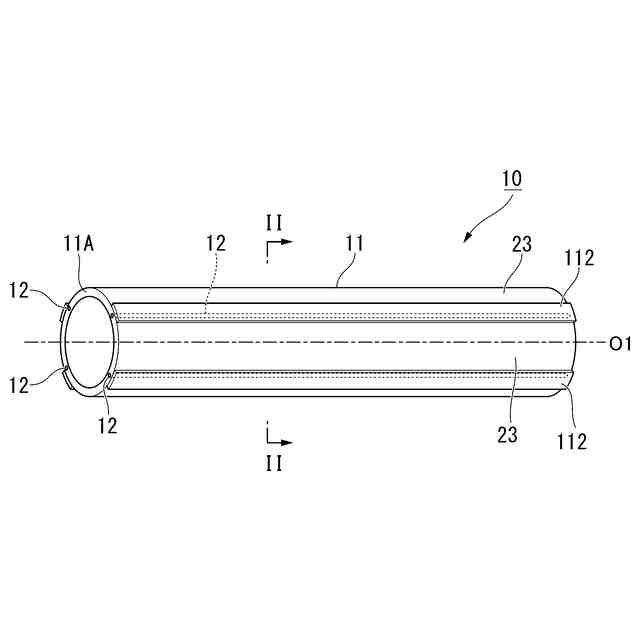
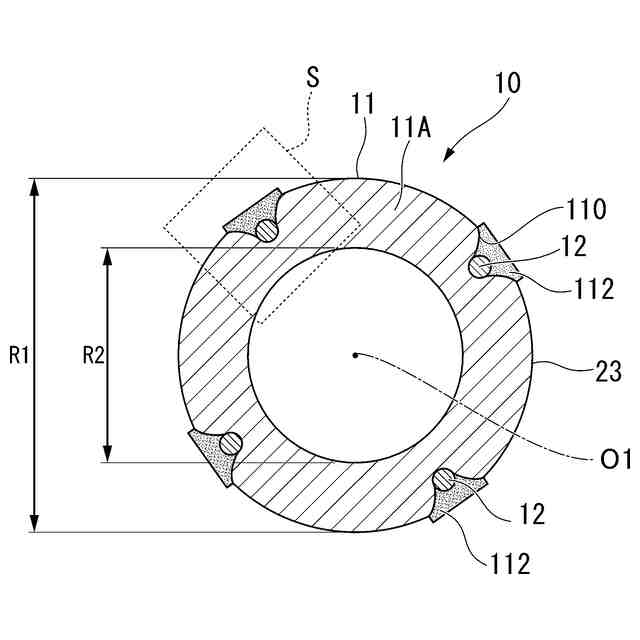
【解決手段】長尺の芯材と、前記芯材の軸線方向に延びる1以上の光ファイバと、被覆部材と、を有し、前記芯材は、外面に前記軸線方向に延びる1以上の凹条を有し、前記光ファイバは、前記凹条内に位置し、前記被覆部材は、前記凹条内を満たす充填部と、前記凹条の開口面を覆い前記開口面上に盛り上がる凸条部とを有し、前記芯材の外面は、周方向で前記凸条部の存在しない露出部を有することよりなる。
【選択図】図2
特許請求の範囲
【請求項1】
長尺の芯材と、前記芯材の軸線方向に延びる1以上の光ファイバと、被覆部材と、を有し、
前記芯材は、外面に前記軸線方向に延びる1以上の凹条を有し、
前記光ファイバは、前記凹条内に位置し、
前記被覆部材は、前記凹条内を満たす充填部と、前記凹条の開口面を覆い前記開口面上に盛り上がる凸条部とを有し、
前記芯材の外面は、周方向で前記凸条部の存在しない露出部を有する、光ファイバ担持樹脂成形体。
続きを表示(約 800 文字)
【請求項2】
前記凸条部の厚さcは、0.3~3.1mmであり、
前記凸条部の厚さcと、前記凹条の深さDと、前記光ファイバの外径rとにおいて、[c+D-r]で表される値が0.3~3.2mmである、請求項1に記載の光ファイバ担持樹脂成形体。
【請求項3】
前記凹条の開口幅Wと、前記凹条の深さDと、前記光ファイバの外径rとは、
前記外径rに対する前記開口幅Wの比(W/r比)が1.0~3.8であり、
前記外径rに対する前記深さDの比(D/r比)が1.0~2.9である、請求項1に記載の光ファイバ担持樹脂成形体。
【請求項4】
前記芯材に対し、前記光ファイバを前記凹条に配置する配置工程と、
前記凹条内に未硬化の被覆部材の材料を充填し、かつ前記未硬化の被覆部材の材料を前記凹条内に押し込む充填工程と、
前記充填工程に次いで、前記未硬化の被覆部材の材料を硬化して、前記被覆部材とする硬化工程と、
を有する、請求項1~3のいずれか一項に記載の光ファイバ担持樹脂成形体の製造方法。
【請求項5】
前記芯材を軸線回りに回転させつつ、前記配置工程と前記充填工程とを行う、請求項4に記載の光ファイバ担持樹脂成形体の製造方法。
【請求項6】
前記配置工程は、前記光ファイバの供給機を前記芯材の軸線回りに回転しつつ、前記光ファイバを前記凹条に配置し、
前記充填工程は、前記未硬化の被覆部材の材料の充填機を前記芯材の軸線回りに回転しつつ、前記凹条に前記未硬化の被覆部材の材料を充填する、請求項4に記載の光ファイバ担持樹脂成形体の製造方法。
【請求項7】
前記配置工程は、前記芯材を加熱し、次いで、前記光ファイバを前記凹条に配置する、請求項4に記載の光ファイバ担持樹脂成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、光ファイバ担持樹脂成形体及びその製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
光ファイバを用いて構造物の変位を監視できるセンサーとして、例えば、光ファイバを有する光ファイバ担持樹脂成形体が用いられている。
光ファイバ担持樹脂成形体としては、例えば、長尺の芯材と、芯材の筒壁内に位置し、芯材の軸方向に延びる光ファイバを有する光ファイバ担持樹脂成形体がある。光ファイバ担持樹脂成形体は、光ファイバを計測機器に接続し、光ファイバのレイリー散乱の周波数変化又は位相変化から、芯材に生じた曲げ、伸び、ねじりの各ひずみ変化、圧力変化、温度変化を計測機器で常時監視できる。
【0003】
例えば、特許文献1には、ポリオレフィン系樹脂で形成された棒状部材、棒状部材の外表面に形成された溝、溝に嵌められる光ファイバ、及び棒状部材と融着される、ポリオレフィン系樹脂で形成された溶接部材を備える検知装置(光ファイバ担持樹脂成形体)が提案されている。特許文献1に記載された発明によれば、光ファイバの確実な固定を図っている。
【先行技術文献】
【特許文献】
【0004】
特開2007-132824号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、光ファイバ担持樹脂成形体は、構造物の掘削孔内に位置し、光ファイバ担持樹脂成形体と掘削孔との隙間にセメントで充填することで、光ファイバ担持樹脂成形体と構造物とを一体化し、光ファイバ担持樹脂成形体で構造物に生じた曲げや伸びを常時監視できる。従来の技術では、光ファイバ担持樹脂成形体の軸線方向にひずみが生じた際に、光ファイバ担持樹脂成形体と掘削孔との隙間を充填するセメントと光ファイバ担持樹脂成形体とが剥離して、構造物に生じたひずみを光ファイバへ正確に伝搬できない。
【0006】
そこで、本発明は、測定精度をより高められる光ファイバ担持樹脂成形体を目的とする。
【課題を解決するための手段】
【0007】
本発明は、以下の態様を有する。
<1>
長尺の芯材と、前記芯材の軸線方向に延びる1以上の光ファイバと、被覆部材と、を有し、
前記芯材は、外面に前記軸線方向に延びる1以上の凹条を有し、
前記光ファイバは、前記凹条内に位置し、
前記被覆部材は、前記凹条内を満たす充填部と、前記凹条の開口面を覆い前記開口面上に盛り上がる凸条部とを有し、
前記芯材の外面は、周方向で前記凸条部の存在しない露出部を有する、光ファイバ担持樹脂成形体。
<2>
前記凸条部の厚さcは、0.3~3.1mmであり、
前記凸条部の厚さcと、前記凹条の深さDと、前記光ファイバの外径rとにおいて、[c+D-r]で表される値が0.3~3.2mmである、請求項1に記載の光ファイバ担持樹脂成形体。
<3>
前記凹条の開口幅Wと、前記凹条の深さDと、前記光ファイバの外径rとは、
前記外径rに対する前記開口幅Wの比(W/r比)が1.0~3.8であり、
前記外径rに対する前記深さDの比(D/r比)が1.0~2.9である、<1>に記載の光ファイバ担持樹脂成形体。
【0008】
<4>
前記芯材に対し、前記光ファイバを前記凹条に配置する配置工程と、
前記凹条内に未硬化の被覆部材の材料を充填し、かつ前記未硬化の被覆部材の材料を前記凹条内に押し込む充填工程と、
前記充填工程に次いで、前記未硬化の被覆部材の材料を硬化して、前記被覆部材とする硬化工程と、
を有する、<1>~<3>のいずれかに記載の光ファイバ担持樹脂成形体の製造方法。
<5>
前記芯材を軸線回りに回転させつつ、前記配置工程と前記充填工程とを行う、<4>に記載の光ファイバ担持樹脂成形体の製造方法。
<6>
前記配置工程は、前記光ファイバの供給機を前記芯材の軸線回りに回転しつつ、前記光ファイバを前記凹条に配置し、
前記充填工程は、前記未硬化の被覆部材の材料の充填機を前記芯材の軸線回りに回転しつつ、前記凹条に前記未硬化の被覆部材の材料を充填する、<4>に記載の光ファイバ担持樹脂成形体の製造方法。
<7>
前記配置工程は、前記芯材を加熱し、次いで、前記光ファイバを前記凹条に配置する、<4>~<6>のいずれかに記載の光ファイバ担持樹脂成形体の製造方法。
【発明の効果】
【0009】
本発明の光ファイバ担持樹脂成形体によれば、測定精度をより高められる。
【図面の簡単な説明】
【0010】
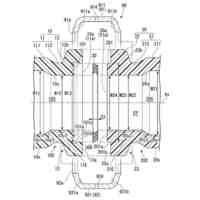
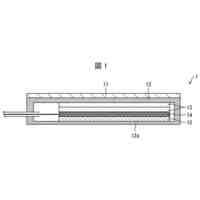
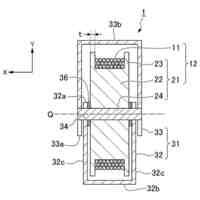
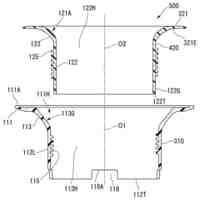
本発明の一実施形態に係る光ファイバ担持樹脂成形体を示す斜視図である。
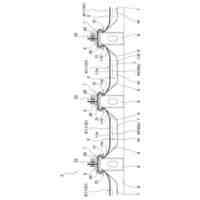
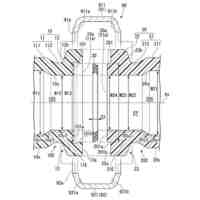
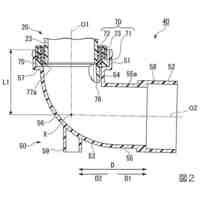
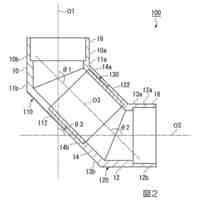
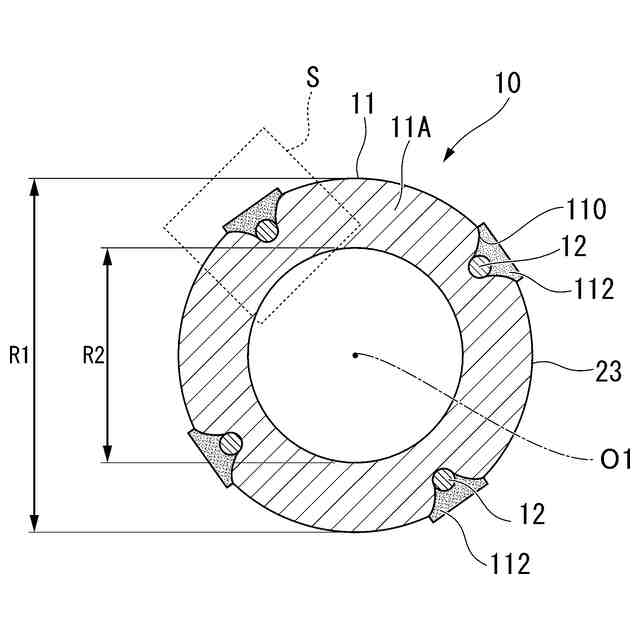
図1のII-II断面図である。
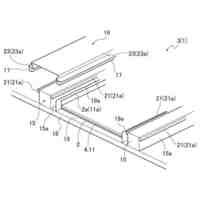
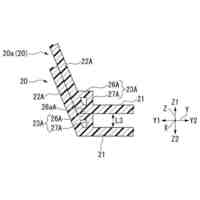
図2における領域sの拡大図である。
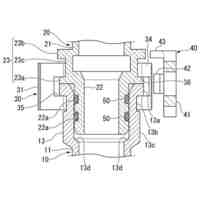
光ファイバの一例を示す断面図である。
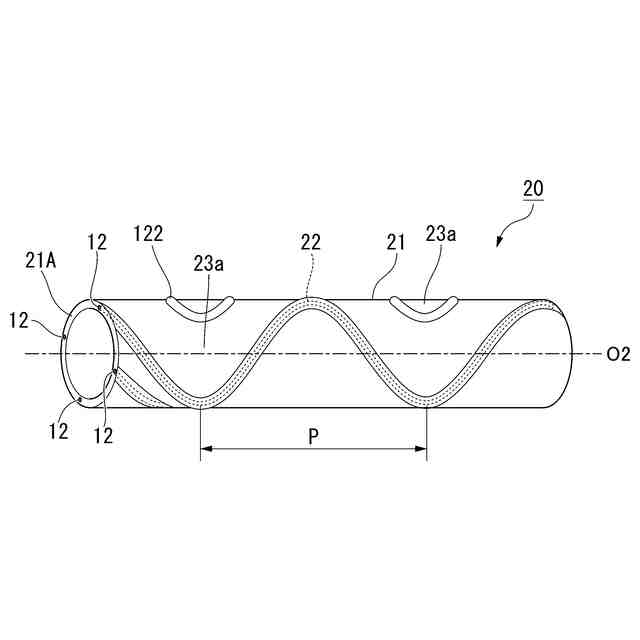
本発明の一実施形態に係る光ファイバ担持樹脂成形体を示す斜視図である。
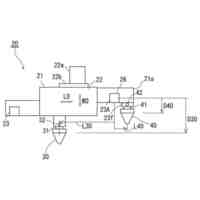
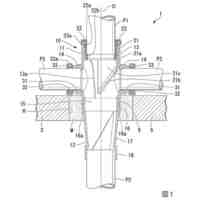
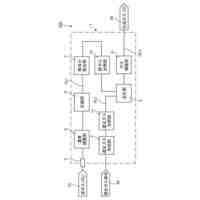
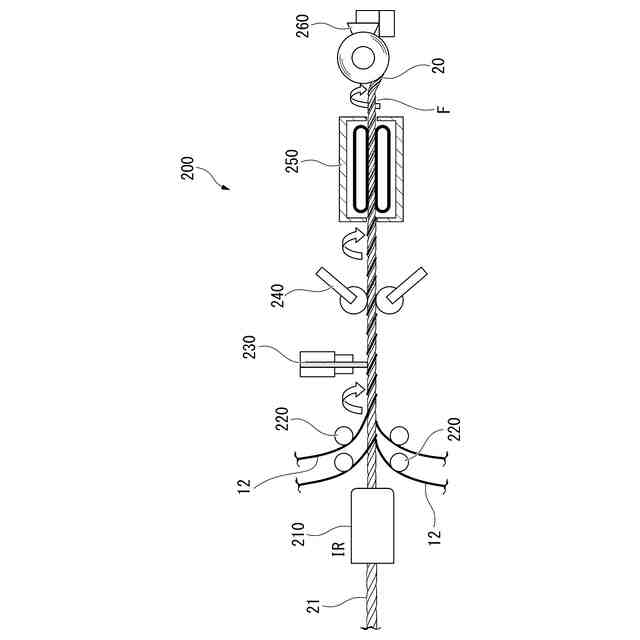
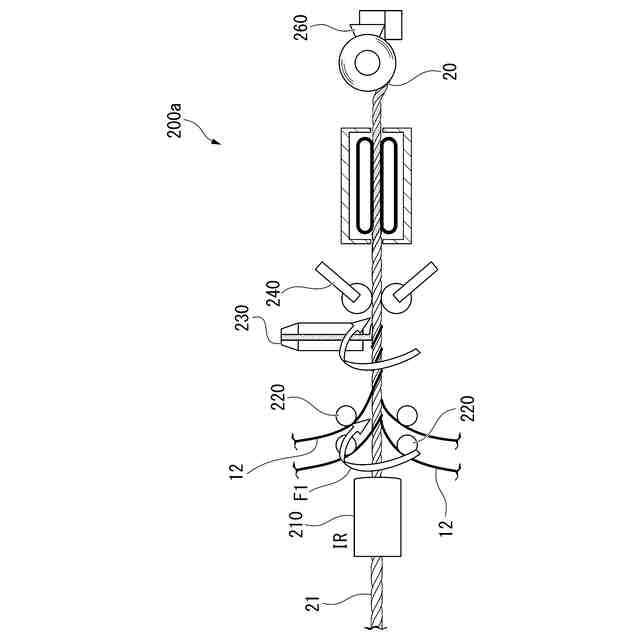
光ファイバ担持樹脂成形体の製造装置の一例を示す模式図である。
光ファイバ担持樹脂成形体の製造装置の一例を示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
積水化学工業株式会社
集合継手
1か月前
積水化学工業株式会社
製管装置
1か月前
積水化学工業株式会社
雨樋システム
27日前
積水化学工業株式会社
配管の接続構造
1か月前
積水化学工業株式会社
防食用粘着テープ
1か月前
積水化学工業株式会社
太陽電池設置構造
12日前
積水化学工業株式会社
更生管の製管装置
1か月前
積水化学工業株式会社
太陽電池設置構造
12日前
積水化学工業株式会社
太陽電池設置構造
12日前
積水化学工業株式会社
基板積層体の製造方法
24日前
積水化学工業株式会社
基板積層体の製造方法
27日前
積水化学工業株式会社
配管構造及びプレハブ配管
1か月前
積水化学工業株式会社
配管構造及びプレハブ配管
1か月前
積水化学工業株式会社
軒樋支持具および雨樋システム
1か月前
積水化学工業株式会社
太陽電池モジュールの取付構造
12日前
積水化学工業株式会社
竪樋支持具および排水システム
27日前
積水化学工業株式会社
熱膨張性マイクロカプセル用組成物
26日前
積水化学工業株式会社
ポリオルガノシロキサン、樹脂組成物
3日前
積水化学工業株式会社
超音波トランスデューサおよび超音波センサ
12日前
積水化学工業株式会社
超音波トランスデューサ、及び超音波センサ
12日前
積水化学工業株式会社
継手
17日前
積水化学工業株式会社
継手
24日前
積水化学工業株式会社
ガス製造装置
3日前
積水化学工業株式会社
施工管理システム
1か月前
積水化学工業株式会社
防食用粘着テープ
1か月前
積水化学工業株式会社
光ファイバ担持管梱包体および光ファイバ担持管梱包体用の支持部材
19日前
積水化学工業株式会社
集合継手及び配管構造
24日前
積水化学工業株式会社
電気融着継手、配管システム、配管付き電気融着継手、及び配管更生構造
27日前
積水化学工業株式会社
アダプタおよび継手構造
11日前
積水化学工業株式会社
集合継手および継手構造
1か月前
積水化学工業株式会社
多口継手及び配管システム
11日前
積水化学工業株式会社
ドレン部材、軒樋、及び雨樋
17日前
積水化学工業株式会社
還元剤およびガスの製造方法
11日前
積水化学工業株式会社
雨樋用曲がり配管及び雨樋システム
24日前
積水化学工業株式会社
軒樋、軒樋システム、及び軒樋梱包体
3日前
積水化学工業株式会社
フレキシブルGHLC素子用シール剤
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ