TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025150912
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024052074
出願日
2024-03-27
発明の名称
積層フィルムの製造方法
出願人
日東電工株式会社
代理人
弁理士法人籾井特許事務所
主分類
G02B
5/30 20060101AFI20251002BHJP(光学)
要約
【課題】貼合工程における気泡の混入を抑制し得、かつ、第1フィルムおよび第2フィルムを円滑に搬送し得る積層フィルムの製造方法を提供すること。
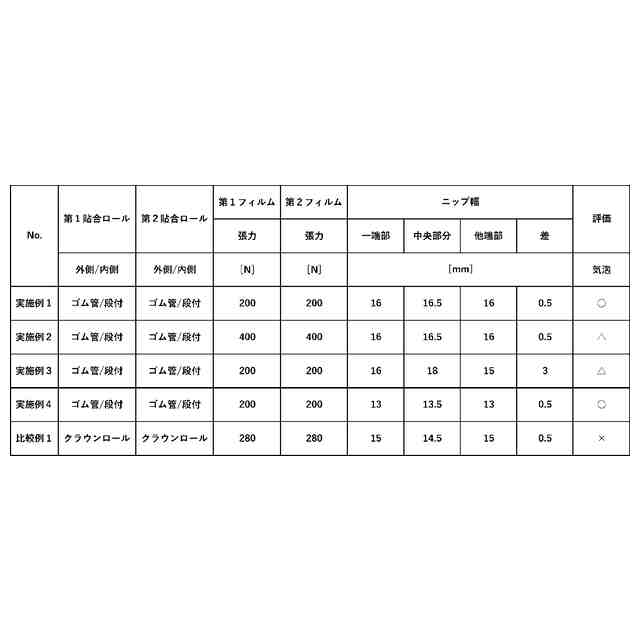
【解決手段】本発明の実施形態による積層フィルムの製造方法は、第1フィルムと第2フィルムとを接着剤によって貼り合わせる貼合工程を含んでいる。該貼合工程において、該第1フィルムおよび該第2フィルムは、第1貼合ロールと第2貼合ロールとの間を通過するときに貼り合わされる。該第1貼合ロールと該第2貼合ロールとは、それらの間に該第1フィルムおよび該第2フィルムを挟むニップを形成している。該ニップは、該第1貼合ロールの軸線方向に延びている。該ニップにおける該軸線方向中央部分の幅は、該ニップにおける該軸線方向端部の幅よりも大きく、12mm~20mmである。
【選択図】図2
特許請求の範囲
【請求項1】
第1フィルムと第2フィルムとを接着剤によって貼り合わせる貼合工程を含み、
前記貼合工程において、前記第1フィルムおよび前記第2フィルムは、第1貼合ロールと第2貼合ロールとの間を通過するときに貼り合わされ、
前記第1貼合ロールと前記第2貼合ロールとは、それらの間に前記第1フィルムおよび前記第2フィルムを挟むニップを形成しており、
前記ニップは、前記第1貼合ロールの軸線方向に延びており、
前記ニップにおける前記軸線方向中央部分の幅は、前記ニップにおける前記軸線方向端部の幅よりも大きく、12mm~20mmである、積層フィルムの製造方法。
続きを表示(約 740 文字)
【請求項2】
前記ニップにおける前記軸線方向中央部分の幅と、前記ニップにおける前記軸線方向端部の幅との差は、2mm以下である、請求項1に記載の積層フィルムの製造方法。
【請求項3】
前記第1貼合ロールおよび前記第2貼合ロールのそれぞれは、
円筒形状を有している外側ゴム管と、
前記外側ゴム管内に配置されている内側シャフトと、を有し、
前記内側シャフトは、
前記外側ゴム管の軸線方向の中央部分を支持している支持部と、
前記軸線方向における前記支持部の両側に配置されている小径部であって、前記支持部よりも小径な小径部と、を備えている、請求項1または2に記載の積層フィルムの製造方法。
【請求項4】
前記内側シャフトは、中空形状を有している、請求項3に記載の積層フィルムの製造方法。
【請求項5】
前記軸線方向における前記支持部の寸法は、前記軸線方向における前記外側ゴム管の寸法を100%としたときに、10%~30%である、請求項3に記載の積層フィルムの製造方法。
【請求項6】
前記外側ゴム管における前記軸線方向の中央部分の外径は、前記外側ゴム管における前記軸線方向の端部の外径に対して、1倍以下である、請求項3に記載の積層フィルムの製造方法。
【請求項7】
前記貼合工程において、前記第1フィルムおよび/または前記第2フィルムに掛かる張力は、80N/m~350N/mである、請求項1または2に記載の積層フィルムの製造方法。
【請求項8】
前記第1フィルムは、偏光子を含む偏光板である、請求項1または2に記載の積層フィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層フィルムの製造方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
従来、各種産業製品において、積層フィルムが幅広く利用されている。積層フィルムは、複数のフィルムが積層されて調製される。例えば、第1フィルムの片面または第2フィルムの片面もしくは両面に接着剤を塗布した後に、一対のニップロールの間を通過させて、第1フィルムと第2フィルムとを貼り合わせる技術が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2008-090271号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、積層フィルムの用途が拡大しており、積層フィルムには用途に応じた性能が要求されている。そのため、積層フィルムにおける気泡の低減が特に求められる場合がある。この場合、一対の貼合ロールのニップ圧を高くすることが検討される。しかし、特許文献1に記載の方法において、一対のニップロールのニップ圧を高くすると、第1フィルムおよび/または第2フィルムを円滑に搬送することが困難となるおそれがある。
本発明は上記従来の課題を解決するためになされたものであり、その主たる目的は、貼合工程における気泡の混入を抑制し得、かつ、第1フィルムおよび第2フィルムを円滑に搬送し得る積層フィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0005】
[1]本発明の1つの実施形態による積層フィルムの製造方法は、第1フィルムと第2フィルムとを接着剤によって貼り合わせる貼合工程を含んでいる。該貼合工程において、該第1フィルムおよび該第2フィルムは、第1貼合ロールと第2貼合ロールとの間を通過するときに貼り合わされる。該第1貼合ロールと該第2貼合ロールとは、それらの間に該第1フィルムおよび該第2フィルムを挟むニップを形成している。該ニップは、該第1貼合ロールの軸線方向に延びている。該ニップにおける該軸線方向中央部分の幅は、該ニップにおける該軸線方向端部の幅よりも大きく、12mm~20mmである。
[2]上記[1]に記載の積層フィルムの製造方法において、上記ニップにおける上記軸線方向中央部分の幅と、上記ニップにおける前記軸線方向端部の幅との差は、2mm以下であってもよい。
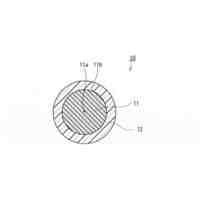
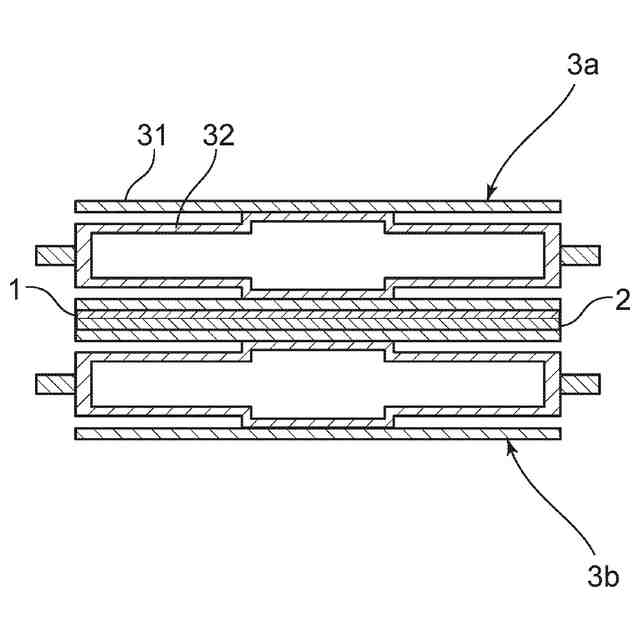
[3]上記[1]または[2]に記載の積層フィルムの製造方法において、上記第1貼合ロールおよび上記第2貼合ロールのそれぞれは、外側ゴム管と、内側シャフトと、を有していてもよい。該外側ゴム管は、円筒形状を有している。該内側シャフトは、該外側ゴム管内に配置されている。該内側シャフトは、支持部と、該支持部よりも小径な小径部と、を備えていてもよい。該支持部は、上記外側ゴム管の軸線方向の中央部分を支持している。該小径部は、上記軸線方向における該支持部の両側に配置されている。
[4]上記[3]に記載の積層フィルムの製造方法において、上記内側シャフトは、中空形状を有していてもよい。
[5]上記[3]または[4]に記載の積層フィルムの製造方法において、上記軸線方向における上記支持部の寸法は、上記軸線方向における上記外側ゴム管の寸法を100%としたときに、10%~30%であってもよい。
[6]上記[3]から[5]のいずれかに記載の積層フィルムの製造方法において、上記記外側ゴム管における上記軸線方向の中央部分の外径は、上記外側ゴム管における上記軸線方向の端部の外径に対して、1倍以下であってもよい。
[7]上記[1]から[6]のいずれかに記載の積層フィルムの製造方法では、上記貼合工程において、上記第1フィルムおよび/または上記第2フィルムに掛かる張力は、80N/m~350N/mであってもよい。
[8]上記[1]から[7]のいずれかに記載の積層フィルムの製造方法において、上記第1フィルムは、偏光子を含む偏光板であってもよい。
【発明の効果】
【0006】
本発明の実施形態によれば、貼合工程における気泡の混入を抑制し得、かつ、第1フィルムおよび第2フィルムを円滑に搬送し得る積層フィルムの製造方法を実現し得る。
【図面の簡単な説明】
【0007】
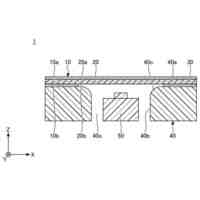
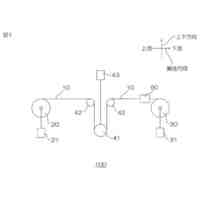
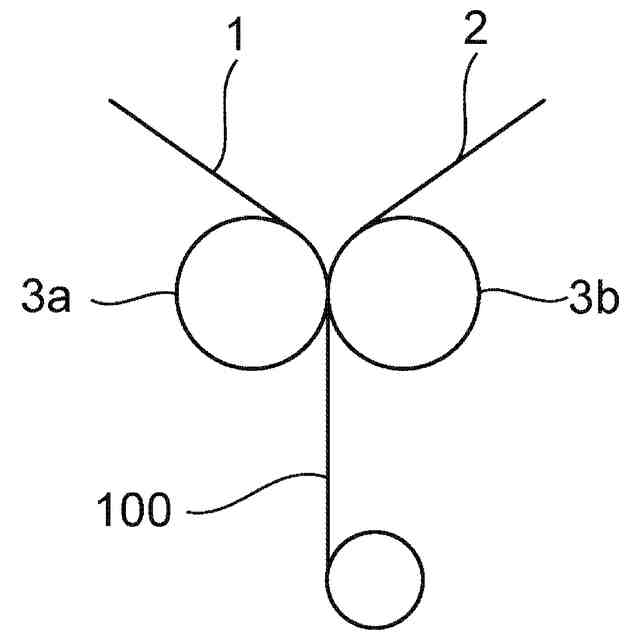
図1は、本発明の1つの実施形態による積層フィルムの製造方法を説明するための概略構成図である。
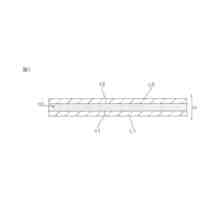
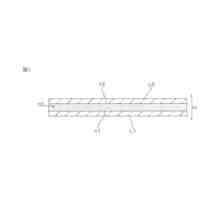
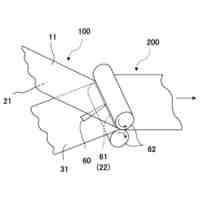
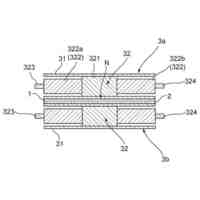
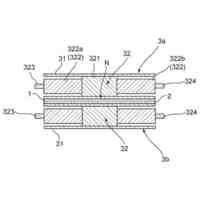
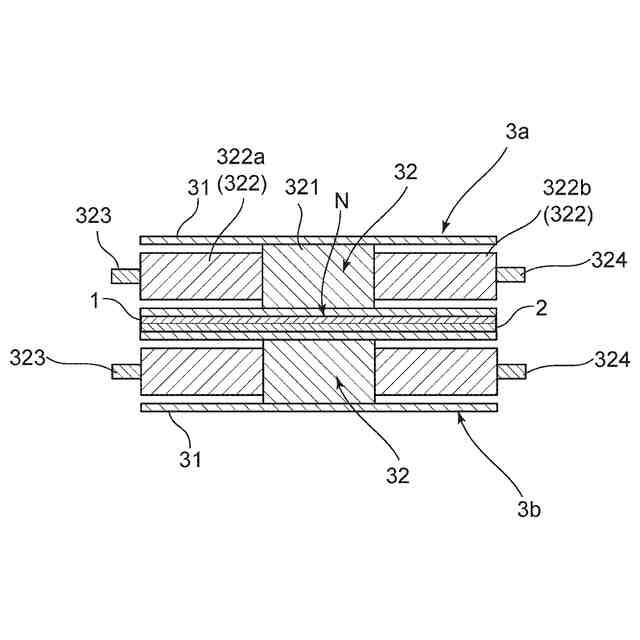
図2は、図1に示す第1貼合ロールおよび第2貼合ロールの概略断面図である。
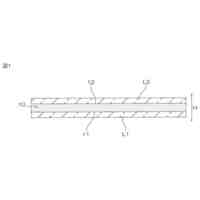
図3は、本発明の別の実施形態に係る第1貼合ロールおよび第2貼合ロールの概略断面図である。
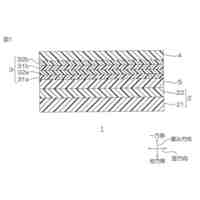
図4は、図1に示す第1フィルムの概略断面図である。
図5は、図1に示す第2フィルムの概略断面図である。
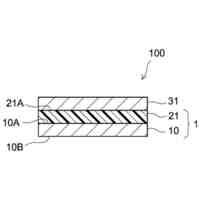
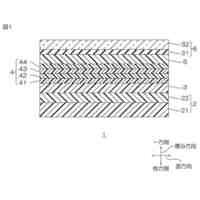
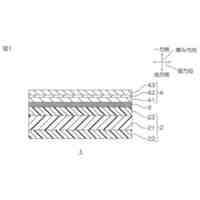
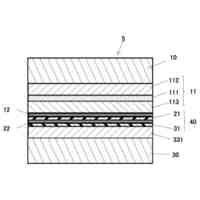
図6は、本発明の1つの実施形態による積層フィルムの製造方法によって製造される積層フィルムの概略断面図である。
【発明を実施するための形態】
【0008】
以下、本発明の代表的な実施形態について説明するが、本発明はこれらの実施形態には限定されない。また、図面は説明をより明確にするため、実施の形態に比べ、各部の幅、厚さ、形状等について模式的に表される場合があるが、あくまで一例であって、本発明の解釈を限定するものではない。
【0009】
A.積層フィルムの製造方法の概略
図1は本発明の1つの実施形態による積層フィルムの製造方法を説明するための概略構成図であり;図2は図1に示す第1貼合ロールおよび第2貼合ロールの概略断面図である。
【0010】
図1に示すように、1つの実施形態による積層フィルムの製造方法は、貼合工程を含んでいる。貼合工程では、第1フィルム1と第2フィルム2とを接着剤によって貼り合わせる。第1フィルム1および第2フィルム2は、第1貼合ロール3aと第2貼合ロール3bとの間を通過するときに貼り合わされる。
図2に示すように、第1貼合ロール3aおよび第2貼合ロール3bは、ニップNを形成している。ニップNでは、第1貼合ロール3aと第2貼合ロール3bとの間に、第1フィルム1および第2フィルム2が挟み込まれる。つまり、ニップNとは、第1貼合ロール3aと第2貼合ロール3bとが、所定の圧力以上で、第1フィルム1および第2フィルム2を挟む領域を意味する。ニップNは、第1貼合ロール3aの軸線の延びる方向に延びている。以下では、第1貼合ロール3aの軸線の延びる方向を軸線方向とする。
ニップNにおける軸線方向中央部分の幅(延びる方向と直交する方向)は、ニップNにおける軸線方向端部の幅よりも大きい。ニップNにおける軸線方向中央部分の幅は、12mm~20mmである。
このような方法によれば、ニップにおける軸線方向中央部分の幅が軸線方向端部の幅よりも大きく、12mm~20mmであるので、貼合工程において、第1フィルムと第2フィルムとの間に気泡が混入することを抑制し得、かつ、第1フィルムおよび第2フィルムが第1貼合ロールと第2貼合ロールの間を円滑に通過し得る。そのため、第1フィルムおよび第2フィルムを円滑に搬送し得、気泡が低減された積層フィルムを円滑に製造し得る。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東電工株式会社
吸着材
1か月前
日東電工株式会社
積層体
28日前
日東電工株式会社
シート体
23日前
日東電工株式会社
発光装置
1か月前
日東電工株式会社
照明装置
27日前
日東電工株式会社
電子装置
1か月前
日東電工株式会社
粘着シート
16日前
日東電工株式会社
粘着シート
27日前
日東電工株式会社
粘着シート
27日前
日東電工株式会社
粘着シート
13日前
日東電工株式会社
光学積層体
1か月前
日東電工株式会社
光学積層体
1日前
日東電工株式会社
光ファイバ
29日前
日東電工株式会社
調光フィルム
28日前
日東電工株式会社
粘着剤組成物
29日前
日東電工株式会社
スイッチ装置
27日前
日東電工株式会社
スイッチ装置
1か月前
日東電工株式会社
粘着剤組成物
29日前
日東電工株式会社
温度測定装置
29日前
日東電工株式会社
温度測定装置
29日前
日東電工株式会社
配線回路基板
20日前
日東電工株式会社
偏光フィルム
1か月前
日東電工株式会社
表面保護シート
23日前
日東電工株式会社
光学粘着シート
1か月前
日東電工株式会社
光学粘着シート
1か月前
日東電工株式会社
光学粘着シート
1か月前
日東電工株式会社
反射防止フィルム
1か月前
日東電工株式会社
反射防止フィルム
1か月前
日東電工株式会社
ロール体の製造方法
1か月前
日東電工株式会社
調光用導電性フィルム
1か月前
日東電工株式会社
導光体、及び照明装置
27日前
日東電工株式会社
光学積層体の製造方法
1か月前
日東電工株式会社
光学積層体の製造方法
1か月前
日東電工株式会社
レンズ及び内視鏡用部材
27日前
日東電工株式会社
積層フィルムの製造方法
28日前
日東電工株式会社
積層フィルムの製造方法
28日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ