TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025107140
公報種別
公開特許公報(A)
公開日
2025-07-17
出願番号
2024197001
出願日
2024-11-11
発明の名称
熱分解反応器並びにこれを含む炭素繊維およびガラス繊維の回収装置
出願人
ドゥサン エナービリティー カンパニー リミテッド
代理人
弁理士法人RYUKA国際特許事務所
主分類
B29B
17/02 20060101AFI20250710BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】撹拌モジュールによって廃複合素材に熱を効果的に伝達して、熱分解工程にかかる時間を短縮させる熱分解反応器並びにこれを含む炭素繊維およびガラス繊維の回収装置を提供する。
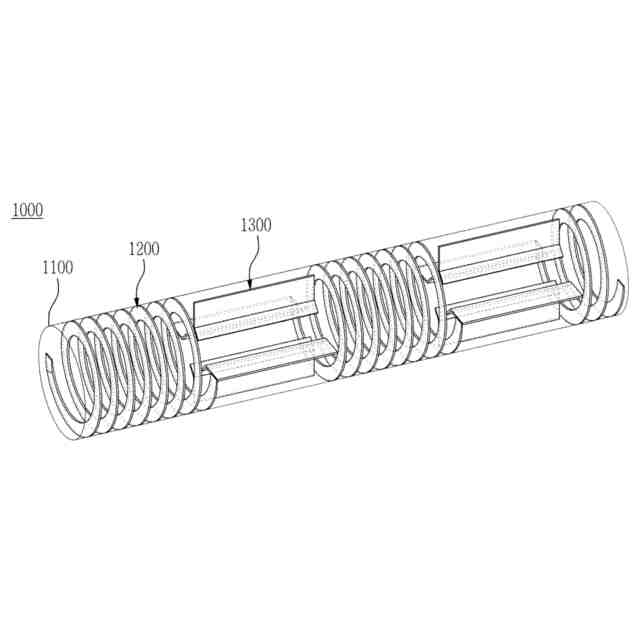
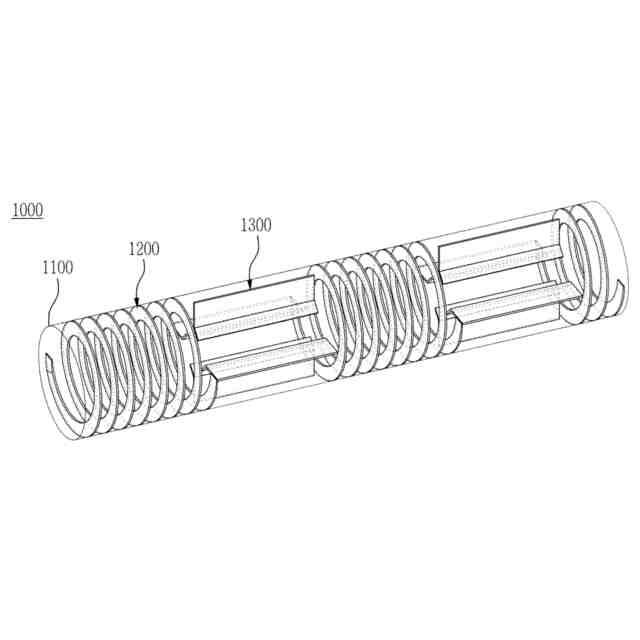
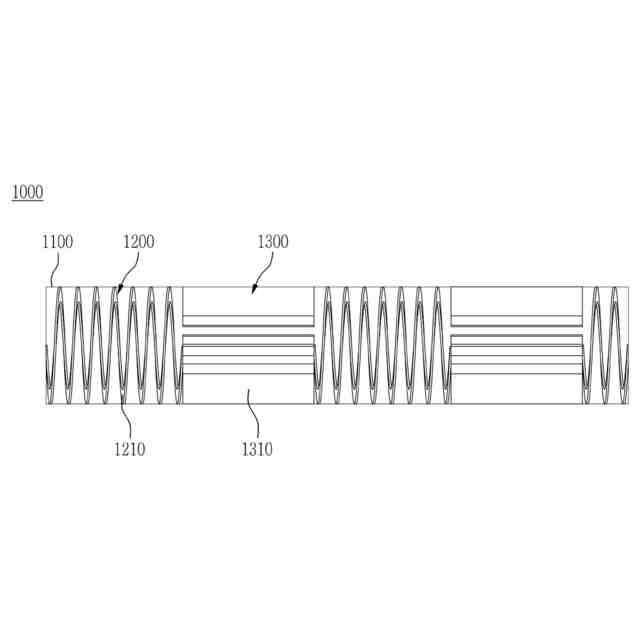
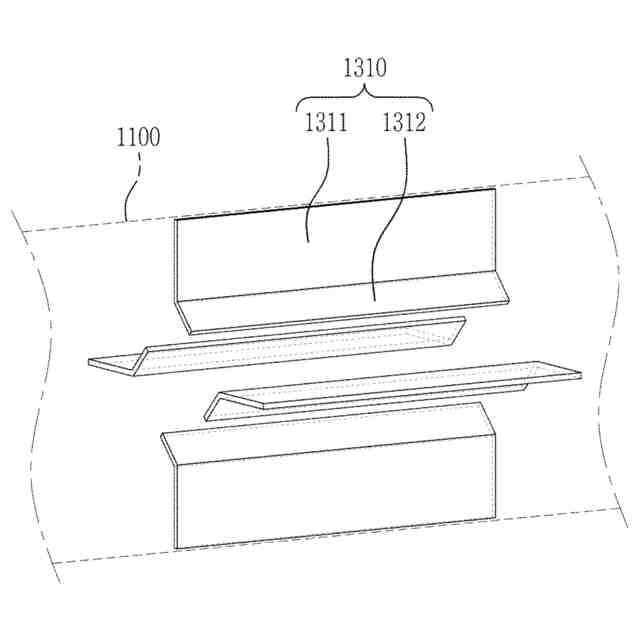
【解決手段】熱分解反応器は、ケーシングと、少なくとも1つの移動モジュールと、少なくとも1つの撹拌モジュールとを含む。移動モジュールは、ケーシングの内壁に装着されて、ケーシングの長手方向に展開される螺旋羽根を備えることができる。撹拌モジュールは、ケーシングの内壁に直角に装着されて、ケーシングの長手方向に延びる板状の複数のスワラを備えることができる。撹拌モジュールは、移動モジュールと交互に配置されてもよい。移動モジュールは、内部ケーシング内で廃複合素材を移動させ、撹拌モジュールは、内部ケーシング内で廃複合素材を熱風と混合させる。
【選択図】図1
特許請求の範囲
【請求項1】
円筒状のケーシングと、
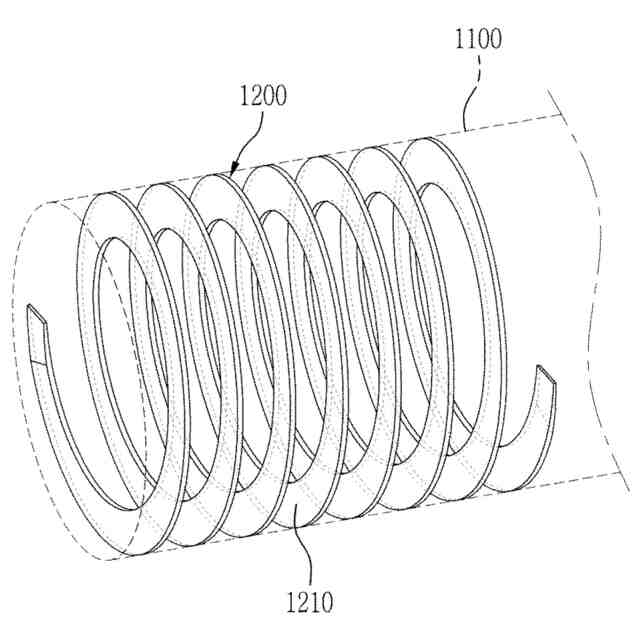
前記ケーシングの内壁に装着されて、前記ケーシングの長手方向に展開される螺旋羽根を備える少なくとも1つの移動モジュールと、
前記ケーシングの内壁に直角に装着されて、前記ケーシングの長手方向に延びる複数の板状のスワラを備え、前記移動モジュールと交互に配置される少なくとも1つの撹拌モジュールと、を含む熱分解反応器。
続きを表示(約 1,100 文字)
【請求項2】
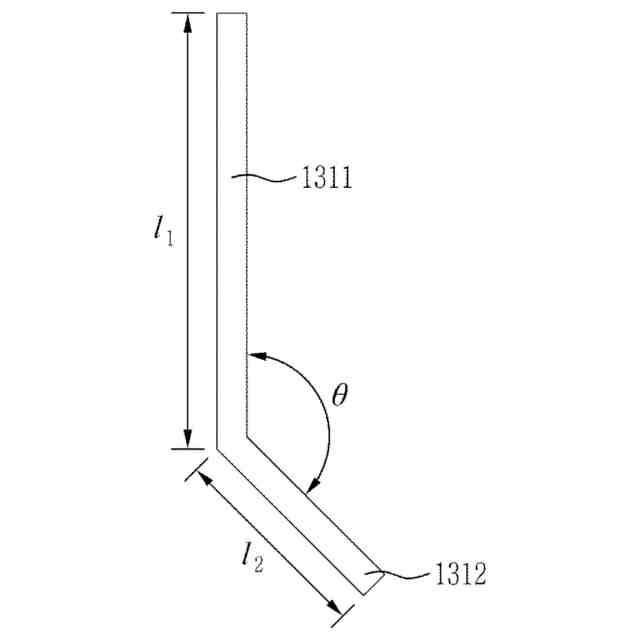
前記スワラは、短辺が前記ケーシングの半径方向を有する平板部と、前記平板部に対して所定の角度で傾斜した傾斜部とを備える請求項1に記載の熱分解反応器。
【請求項3】
前記平板部と前記傾斜部との間の角度は、90~170゜である請求項2に記載の熱分解反応器。
【請求項4】
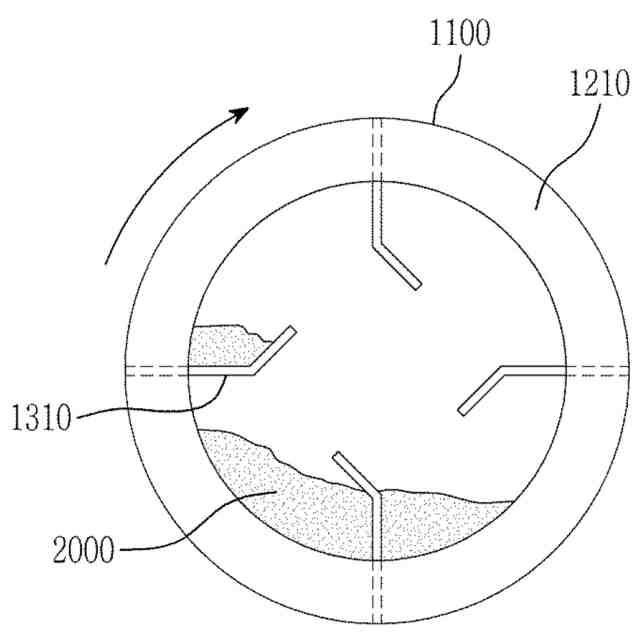
前記傾斜部の端部は、前記ケーシングの回転方向を向く請求項2に記載の熱分解反応器。
【請求項5】
前記平板部と前記傾斜部の断面の長さ比は、1:1~1:0.3である請求項2に記載の熱分解反応器。
【請求項6】
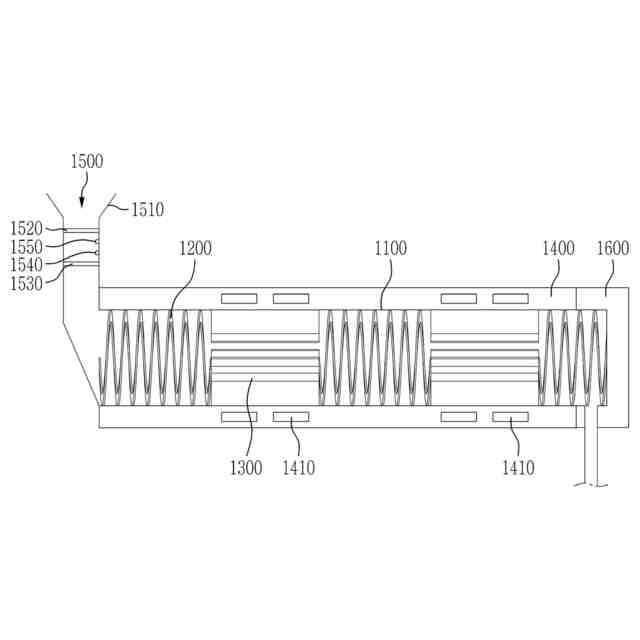
バーナを備え、内部に前記ケーシングが収容される加熱炉、をさらに含む請求項1または2に記載の熱分解反応器。
【請求項7】
前記加熱炉の一側に配置され、前記ケーシングの一側端部に連結される投入部、をさらに含み、
前記投入部は、
上流側に位置する第1バルブと、
下流側に位置する第2バルブと、
前記第1バルブおよび前記第2バルブの間に位置するガス流入口とを備える請求項6に記載の熱分解反応器。
【請求項8】
前記螺旋羽根において隣り合う螺旋同士の間隔は、0.1~0.3mである請求項1または2に記載の熱分解反応器。
【請求項9】
廃複合素材供給ユニットと、
前記廃複合素材供給ユニットから供給された廃複合素材を加熱する反応ユニットと、
前記反応ユニットに熱を提供する熱供給ユニットと、
前記反応ユニットから排出される熱分解ガスを気体とオイルとに分離する改質ユニットと、
前記反応ユニットの結果物を第1物質と第2物質とに分離する分離部、第1物質が収容される第1チャンバ、および第2物質が収容される第2チャンバを備える分離ユニットと、を含み、
前記反応ユニットは、少なくとも1つの熱分解反応器を含み、
前記熱分解反応器は、
円筒状のケーシングと、
前記ケーシングの内壁に装着されて、前記ケーシングの長手方向に展開される螺旋羽根を備える少なくとも1つの移動モジュールと、
前記ケーシングの内壁に直角に装着されて、前記ケーシングの長手方向に延びる複数の板状のスワラを備え、前記移動モジュールと交互に配置される少なくとも1つの撹拌モジュールとを備える炭素繊維およびガラス繊維の回収装置。
【請求項10】
前記スワラは、短辺が前記ケーシングの半径方向を有する平板部と、前記平板部に対して所定の角度で傾斜した傾斜部とを備える請求項9に記載の炭素繊維およびガラス繊維の回収装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱分解反応器並びにこれを含む炭素繊維およびガラス繊維の回収装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
風力発電とは、風の運動エネルギーでブレードを回転させて機械的エネルギーに変換させ、機械的エネルギーを電気エネルギーに変換させる発電方法である。主に化石燃料を使用していた既存の発電方法の代案としてその活用が増加している。
【0003】
風力発電機は、発電機の回転軸に複数のブレードが装着される。より多くの電気エネルギーを生産するために、ブレードは長くて広く製作される。ブレードの大きさが大きくなるほど、ブレードの重量は増加する。しかし、ブレードはエネルギー効率のために最大限に軽く製作されなければならない。また、ブレードは持続的に風と衝突するので、ブレードの強度を向上させて耐久性も確保しなければならない。このような問題を解決するために、ブレードの素材として炭素繊維強化プラスチックまたはガラス繊維強化プラスチックを使用している。炭素繊維およびガラス繊維が含まれた複合素材は軽いながらもその強度が高くて、ブレード以外にも、自動車分野、航空分野などの多様な分野で活用されている。
【0004】
しかし、風力発電機のブレードが破損したりその寿命が尽きた後は、廃ブレードの処理が問題になる。一般的に、炭素繊維強化プラスチックまたはガラス繊維強化プラスチックなどの複合素材はリサイクルが難しくて埋め立てられる場合が大部分であった。しかし、増加する複合素材廃棄物を継続して埋め立てることは不可能であり、埋め立て以外の処理方法またはリサイクル可能な方法の必要性が持続的に浮上している。
【0005】
そこで、使用済みの廃ブレードから炭素繊維またはガラス繊維を効果的に回収できる反応器および回収装置の開発が必要である。また、廃ブレード以外にも、自動車産業、航空産業などで排出される廃複合素材中の炭素繊維、ガラス繊維を回収できる装置および方法の開発が必要である。
【先行技術文献】
【特許文献】
【0006】
韓国登録特許第10-1810284号(名称:廃炭素繊維強化プラスチックから炭素繊維を分離する方法)
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、熱伝達効率を最大化させて早い時間にリサイクル繊維の回収が可能な熱分解反応器並びに炭素繊維およびガラス繊維の回収装置を提供することを目的とする。
【0008】
本発明は、反応器の回転時、反応器の内部に廃複合素材が挟まれて滞ることを防止できる熱分解反応器並びに炭素繊維およびガラス繊維の回収装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の一実施形態に係る熱分解反応器は、ケーシングと、少なくとも1つの移動モジュールと、少なくとも1つの撹拌モジュールとを含む。ケーシングは、円筒状である。移動モジュールは、ケーシングの内壁に装着されて、ケーシングの長手方向に展開される螺旋羽根を備えることができる。撹拌モジュールは、ケーシングの内壁に直角に装着されて、ケーシングの長手方向に延びる板状の複数のスワラを備えることができる。撹拌モジュールは、移動モジュールと交互に配置されてもよい。
【0010】
本発明の一実施形態に係る熱分解反応器において、スワラは、短辺がケーシングの半径方向を有する平板部と、平板部に対して所定の角度で傾斜した傾斜部とを備えることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
東レ株式会社
プリプレグテープ
10か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
7か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
19日前
株式会社日本製鋼所
押出機
9か月前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
13日前
東レ株式会社
フィルムの製造方法
4か月前
日機装株式会社
加圧システム
3か月前
株式会社カワタ
計量混合装置
2か月前
株式会社FTS
ロッド
5か月前
個人
樹脂可塑化方法及び装置
6か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社リコー
シート剥離装置
11か月前
東レ株式会社
一体化成形品の製造方法
11か月前
株式会社漆原
シートの成形方法
1か月前
株式会社FTS
成形装置
6か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社シロハチ
真空チャンバ
8か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社神戸製鋼所
混練機
5か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
3か月前
株式会社リコー
画像形成システム
7か月前
株式会社コスメック
射出成形装置
1か月前
株式会社FTS
セパレータ
5か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社リコー
シート処理システム
11か月前
日東工業株式会社
インサート成形機
7か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































