TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025105202
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223582
出願日
2023-12-28
発明の名称
射出成形機および射出成形方法
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/76 20060101AFI20250703BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】糸引きの発生を抑止できる射出成形技術を提供する。
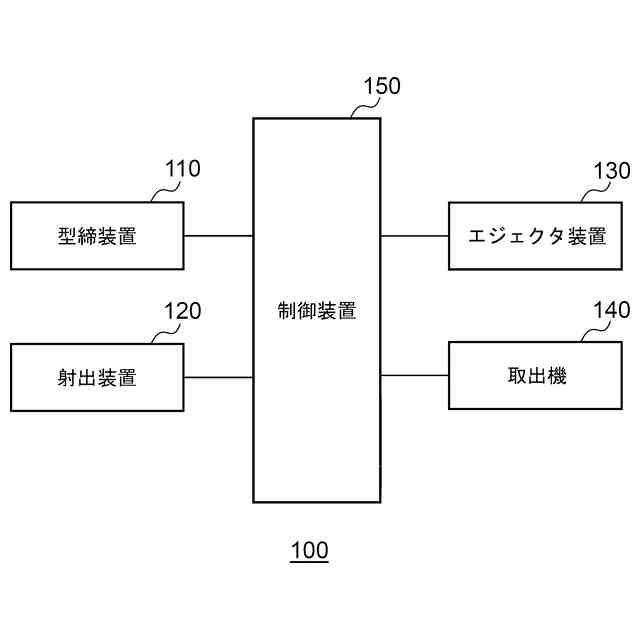
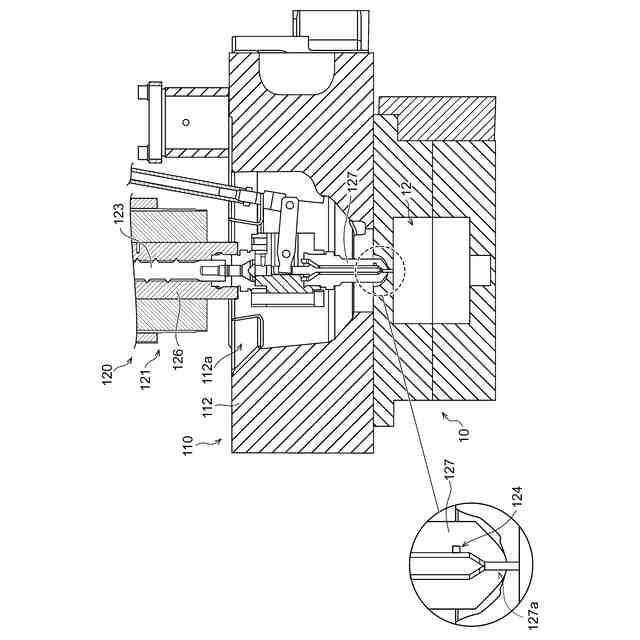
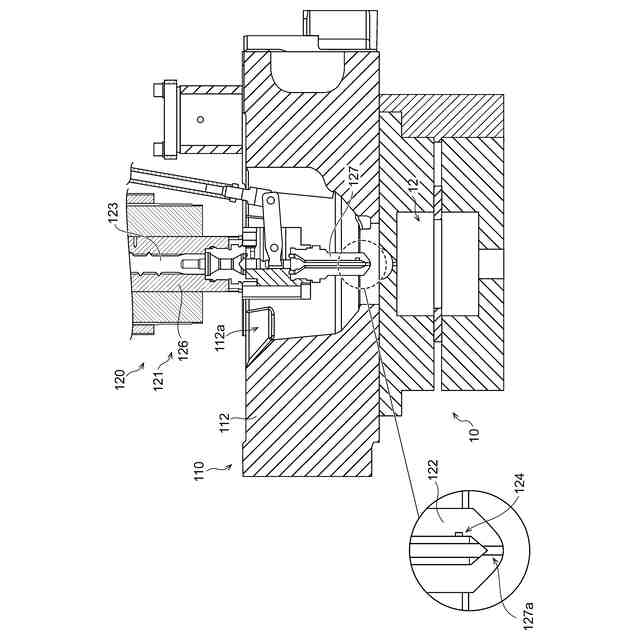
【解決手段】射出成形機は、先端にノズル127を有し、ノズル127が金型装置10のキャビティ12に連通する射出位置と、金型装置10から離間する待機位置との間を移動するシリンダ121と、シリンダ121内で進退および回転可能なスクリュー123と、制御装置150と、を備える。制御装置150は、スクリュー123の後退または成形材料を反ノズル側に移動させる向きのスクリュー123の回転を開始させた後に、射出位置から待機位置へのシリンダ121の移動を開始させる。
【選択図】図2
特許請求の範囲
【請求項1】
先端にノズルを有し、前記ノズルが金型装置のキャビティに連通する射出位置と、前記金型装置から離間する待機位置との間を移動するシリンダと、
前記シリンダ内で進退および回転可能なスクリューと、
制御装置と、
を備え、
前記制御装置は、前記スクリューの後退または成形材料を反ノズル側に移動させる向きの前記スクリューの回転を開始させた後に、前記射出位置から前記待機位置への前記シリンダの移動を開始させる射出成形機。
続きを表示(約 650 文字)
【請求項2】
前記制御装置は、計量の開始前に前記シリンダの前記移動を開始させる請求項1に記載の射出成形機。
【請求項3】
前記ノズルの内圧を検出する圧力センサを備え、
前記制御装置は、前記圧力センサによって検出される前記ノズルの内圧が所定の閾値圧力以下に低下したら前記シリンダの前記移動を開始する請求項1に記載の射出成形機。
【請求項4】
前記制御装置は、前記スクリューの前記後退または前記回転の開始から所定の閾値時間の経過後に前記シリンダの前記移動を開始させる請求項1に記載の射出成形機。
【請求項5】
前記ノズルは、シャットオフノズルであり、
前記制御装置は、前記スクリューの前記後退または前記回転を開始させた後に、前記シャットオフノズルを閉じる請求項1に記載の射出成形機。
【請求項6】
先端にノズルを有し、前記ノズルが金型装置のキャビティに連通する射出位置と、前記金型装置から離間する待機位置との間を移動するシリンダと、前記シリンダ内で進退および回転可能なスクリューと、を備える射出成形機を用いた射出成形方法であって、
前記スクリューを後退または成形材料の反ノズル側に移動させる向きに前記スクリューの回転を開始させることと、
前記スクリューの前記後退または前記回転の開始後に、前記射出位置から前記待機位置への前記シリンダの移動を開始させることと、
を備える射出成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機および射出成形方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来、特許文献1に示すように、熱可塑性樹脂等の成形材料をノズルから金型装置へ射出する射出成形装置が知られている。
【先行技術文献】
【特許文献】
【0003】
特開2022-117246号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の射出成形機では、成形サイクルごとにノズルを金型装置から離間させる。この場合、ノズルを金型装置から離間させたときに、ノズルと金型装置との間で成形材料の糸引きが発生するおそれがある。
【0005】
本発明はこうした状況においてなされたものであり、そのある態様の例示的な目的のひとつは、糸引きの発生を抑止できる射出成形技術を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明のある態様の射出成形機は、先端にノズルを有し、ノズルが金型装置のキャビティに連通する射出位置と、金型装置から離間する待機位置との間を移動するシリンダと、シリンダ内で進退および回転可能なスクリューと、制御装置と、を備える。制御装置は、スクリューの後退または成形材料を反ノズル側に移動させる向きのスクリューの回転を開始させた後に、射出位置から待機位置へのシリンダの移動を開始させる。
【0007】
本発明の別の態様は、射出成形方法である。この方法は、先端にノズルを有し、ノズルが金型装置のキャビティに連通する射出位置と、金型装置から離間する待機位置との間を移動するシリンダと、シリンダ内で進退および回転可能なスクリューと、を備える射出成形機を用いた射出成形方法であって、スクリューを後退または成形材料の反ノズル側に移動させる向きにスクリューを開始させることと、スクリューの後退または回転の開始後に、射出位置から待機位置へのシリンダの移動を開始させることと、を備える。
【0008】
なお、以上の構成要素の任意の組み合わせや、本発明の構成要素や表現を方法、装置、システムなどの間で相互に置換したものもまた、本発明の態様として有効である。
【発明の効果】
【0009】
本発明によれば、糸引きの発生を抑止できる射出成形技術を提供することができる。
【図面の簡単な説明】
【0010】
実施の形態に係る射出成形機の全体構成を示す図である。
図1の射出装置のシリンダとその周辺を示す断面図である。
図1の射出装置のシリンダとその周辺を示す断面図である。
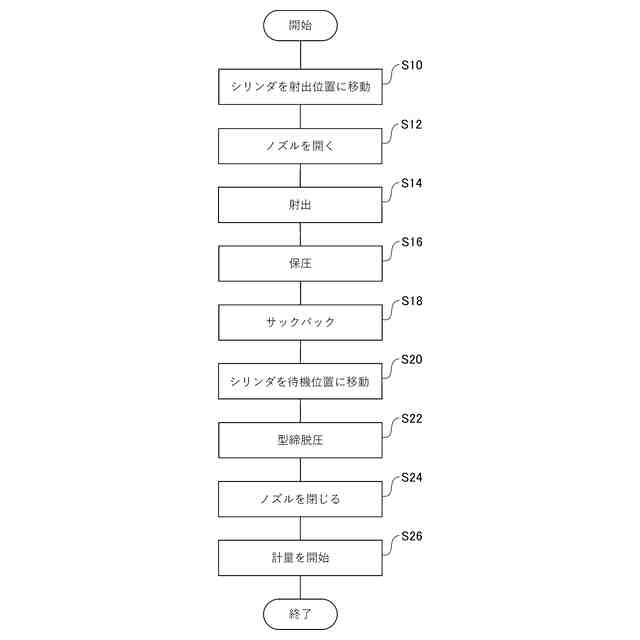
図1の射出成形機の成形時の動作を説明するフローチャートである。
図5(a)~(d)は、シミュレーション結果を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友重機械工業株式会社
検査支援システム、および検査支援方法
今日
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
6日前
東レ株式会社
プリプレグテープ
10か月前
CKD株式会社
型用台車
7か月前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
フィルムの製造方法
28日前
個人
射出ミキシングノズル
10か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
7か月前
株式会社日本製鋼所
押出機
10か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社カワタ
計量混合装置
2か月前
個人
樹脂可塑化方法及び装置
6か月前
株式会社FTS
ロッド
6か月前
東レ株式会社
フィルムの製造方法。
14日前
日機装株式会社
加圧システム
3か月前
東レ株式会社
一体化成形品の製造方法
11か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社FTS
成形装置
7か月前
株式会社リコー
シート剥離装置
12か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社漆原
シートの成形方法
2か月前
株式会社不二越
射出成形機
4か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
2か月前
株式会社リコー
画像形成システム
8か月前
株式会社FTS
セパレータ
6か月前
株式会社不二越
射出成形機
4か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社日本製鋼所
押出成形装置
10か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































