TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100849
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2025071140,2022563787
出願日
2025-04-23,2021-11-17
発明の名称
プリフォーム、射出成形型、樹脂製容器の製造装置および製造方法
出願人
日精エー・エス・ビー機械株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
49/64 20060101AFI20250626BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】プリフォームや容器の底部中央域での白化を抑制しつつ、樹脂製容器を高速な成形サイクルで製造できる製造方法を提供する。
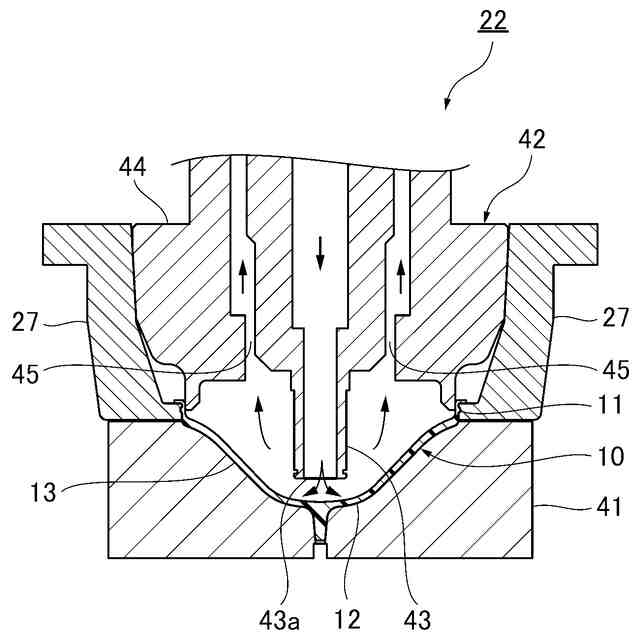
【解決手段】樹脂製容器の製造方法は、胴部および底部を有する樹脂製のプリフォームを射出成形する射出成形工程と、射出成形工程で製造されたプリフォームの温度調整を行う温度調整工程と、温度調整されたプリフォームをブロー成形して樹脂製容器を製造するブロー成形工程と、を有する。射出成形工程では、底部の肉厚が胴部の肉厚に対して0.7~0.85である射出金型を用いてプリフォームが射出成形される。また、温度調整工程では、プリフォーム内に冷媒を導入してプリフォームの底部が冷却される。
【選択図】図5
特許請求の範囲
【請求項1】
胴部および底部を有する樹脂製のプリフォームを射出成形する射出成形工程と、
前記射出成形工程で製造された前記プリフォームの温度調整を行う温度調整工程と、
温度調整された前記プリフォームをブロー成形して樹脂製容器を製造するブロー成形工程と、を有する樹脂製容器の製造方法であって、
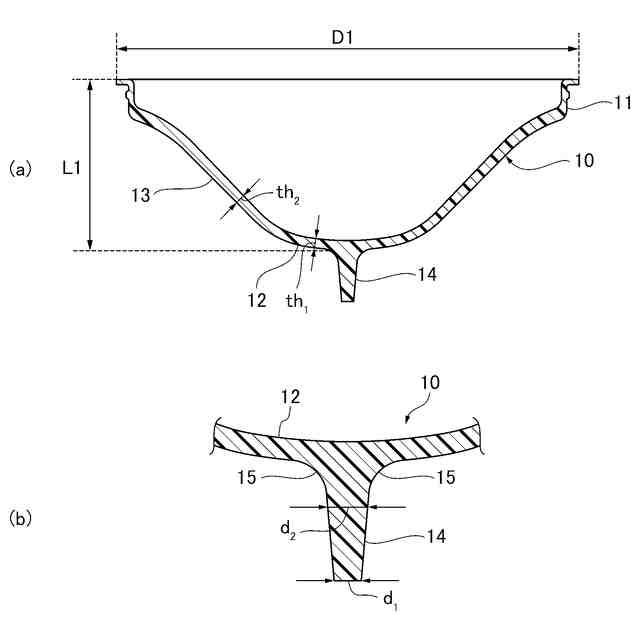
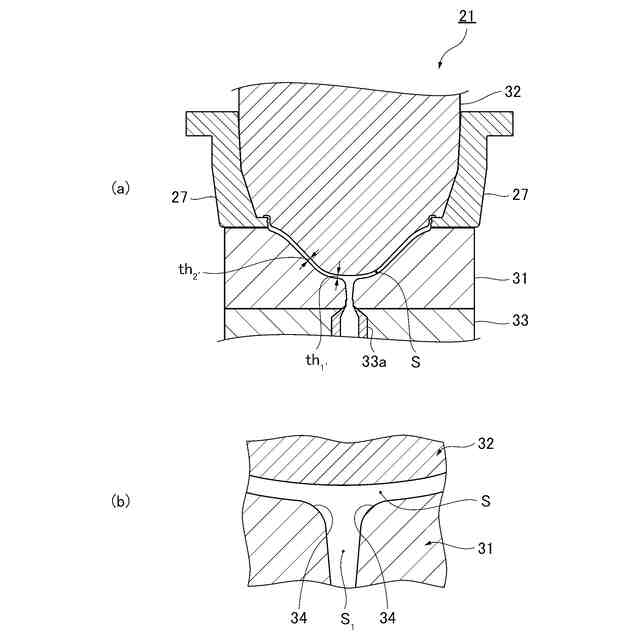
前記射出成形工程では、前記底部の肉厚が前記胴部の肉厚に対して0.7~0.85である射出金型を用いて前記プリフォームが射出成形され、
前記温度調整工程では、前記プリフォーム内に冷媒を導入して前記プリフォームの底部が冷却される
樹脂製容器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂製容器の製造方法および製造装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来から樹脂製容器の製造方法の一つとして、ホットパリソン式のブロー成形方法が知られている。ホットパリソン式のブロー成形方法は、プリフォームの射出成形時の保有熱を利用して樹脂製容器をブロー成形する方法であり、コールドパリソン式と比較して多様かつ美的外観に優れた樹脂製容器を製造できる点で有利である。
【0003】
ホットパリソン式のブロー成形方法では、プリフォームの胴部等は延伸可能な熱量を保有することが要求される一方、プリフォームの底部中央域は延伸ロッドで破断しない程度の固さを保つことが要求される。
【0004】
従来においては、例えば底部厚を胴部厚の約1/2に設定したプリフォームを用いて、底部の射出冷却効率を上げることで上記の要求に対応する場合がある。特許文献1は、円筒状の薄肉プリフォームにおいて、底面を20°~45°の同一角度の傾斜面に形成するとともに、胴部との接続部を円弧状に形成することで底部から胴部の肉厚をなだらかに移行させて底面の白化を抑制することを開示する。
【0005】
また、近年では、射出成形時の冷却時間を短くして高温で離型されたプリフォームを高延伸倍率でブロー成形する容器の製造方法が提案されている(例えば、特許文献2参照)。上記の容器の製造方法によれば、物性や外観が良好な樹脂製容器を高速な成形サイクルで製造することができる。
【先行技術文献】
【特許文献】
【0006】
特開2004-90425号公報
特許第6505344号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
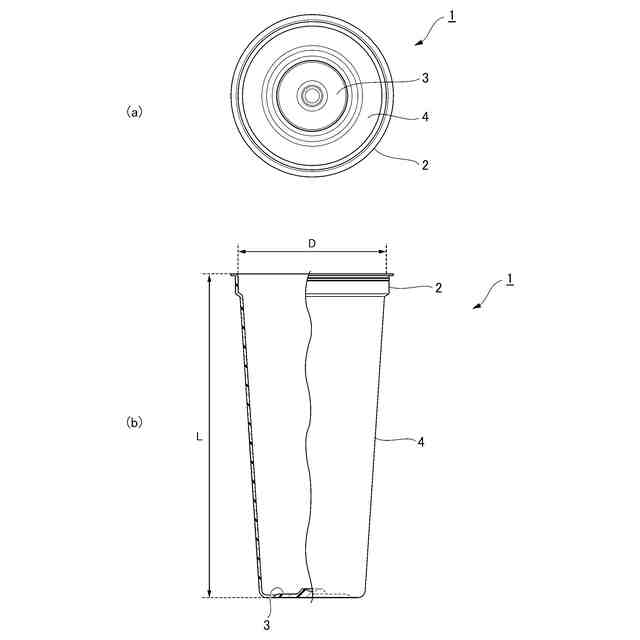
ホットパリソン式のブロー成形方法では、容器の物性や延伸倍率などの仕様に応じて、容器ごとに適したプリフォームの形状が存在する。例えば、カップなどのように広口で薄肉の樹脂製容器を製造する場合、例えば、扁平な椀状のプリフォームが適用される。この種のプリフォームでは胴部厚が比較的薄く設定されるため、底部厚を胴部厚の約1/2に設定するとプリフォームの底部厚が一層薄くなる。
【0008】
上記のプリフォームの射出成形では、射出金型内のプリフォーム底部のスペースが非常に狭くなり、ゲート部近傍における溶融樹脂の流動抵抗が大きくなる。すると、射出成形時に溶融樹脂のせん断発熱が増大してプリフォームの底部中央域が高温化してしまう。これにより、プリフォームの底部中央域を十分に冷却させることが困難となり、プリフォームや容器の底部中央域で徐冷による結晶化(白化)が生じやすくなる。
特に、射出成形時の冷却時間を短くして高温で離型されたプリフォームを高延伸倍率でブロー成形する場合には、底部中央域での白化の抑制がより重要となる。
【0009】
そこで、本発明はこのような課題に鑑みてなされたものであり、プリフォームや容器の底部中央域での白化を抑制しつつ、樹脂製容器を高速な成形サイクルで製造できる製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の一態様である樹脂製容器の製造方法は、胴部および底部を有する樹脂製のプリフォームを射出成形する射出成形工程と、射出成形工程で製造されたプリフォームの温度調整を行う温度調整工程と、温度調整されたプリフォームをブロー成形して樹脂製容器を製造するブロー成形工程と、を有する。射出成形工程では、底部の肉厚が胴部の肉厚に対して0.7~0.85である射出金型を用いてプリフォームが射出成形される。また、温度調整工程では、プリフォーム内に冷媒を導入してプリフォームの底部が冷却される。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
CKD株式会社
型用台車
6か月前
東レ株式会社
プリプレグテープ
9か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
フィルムの製造方法
3日前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
6か月前
個人
射出ミキシングノズル
8か月前
株式会社日本製鋼所
押出機
9か月前
株式会社FTS
ロッド
5か月前
株式会社カワタ
計量混合装置
1か月前
日機装株式会社
加圧システム
2か月前
個人
樹脂可塑化方法及び装置
5か月前
東レ株式会社
一体化成形品の製造方法
10か月前
株式会社リコー
シート剥離装置
11か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社漆原
シートの成形方法
1か月前
株式会社シロハチ
真空チャンバ
8か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社FTS
セパレータ
5か月前
株式会社不二越
射出成形機
2か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
3か月前
株式会社リコー
画像形成システム
7か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社コスメック
射出成形装置
1か月前
株式会社リコー
シート処理システム
10か月前
個人
ノズルおよび熱風溶接機
5か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































