TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100641
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2025063707,2023518412
出願日
2025-04-08,2020-10-09
発明の名称
テープ敷設ヘッド
出願人
アイコマット リミテッド
代理人
弁理士法人谷・阿部特許事務所
主分類
B29C
70/38 20060101AFI20250626BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】複合構造体の構築において、トウ材料をモールドに敷設するように構成された、テープ敷設ヘッドを提供する。
【解決手段】テープ敷設ヘッドは、剪断機構であって、剪断機構は、トウ供給部からトウ材料を受容し、剪断機構によって画定された一対の剪断境界の間でトウ材料に剪断変形を加えることによって、トウ材料を操向するように構成され、剪断機構は、さらに、トウ材料に駆動力を加えるように構成され、駆動力は、トウ材料の操向中に、トウ材料に対する長手方向成分及び横方向成分を有する、剪断機構と、張力制御システムによってトウ材料に加えられる張力を変化させ、駆動力を監視することによって、トウ材料に作用する、駆動力の横方向成分を、剪断機構に関連する最大横方向摩擦力以下に制御するように構成された、張力制御システムと、を備える。
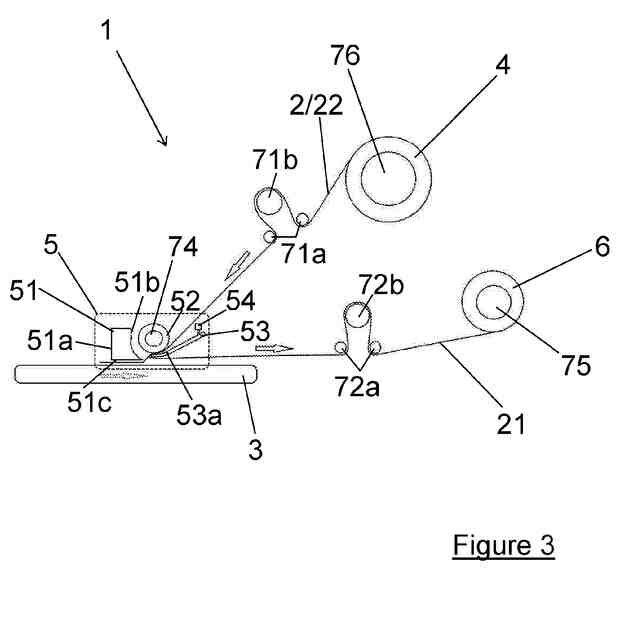
【選択図】図3
特許請求の範囲
【請求項1】
複合構造の構築において、トウ材料をモールドに敷設するように構成された、テープ敷設ヘッドであって、前記テープ敷設ヘッドは、剪断機構を含み、前記剪断機構は、前記トウ材料をトウ供給部から受容し、前記剪断機構によって画定された、一対の剪断境界の間で、前記トウ材料に剪断変形を加えることによって、前記トウ材料を操向するように構成され、前記剪断機構は、さらに、前記トウ材料に駆動力を加えるように構成され、前記駆動力は、前記トウ材料の操向の間、前記トウ材料に対する長手方向成分及び横方向成分を有し、
前記剪断機構は、圧縮ローラと、把持シュー又はローラとを含み、前記一対の剪断境界のうちの第1の剪断境界は、通常の作動において、前記圧縮ローラと前記モールドの接触点によって画定され、前記一対の剪断境界のうちの第2の剪断境界は、前記圧縮ローラと、前記把持シュー又はローラとの接触点によって画定されることを特徴とするテープ敷設ヘッド。
続きを表示(約 970 文字)
【請求項2】
請求項1に記載のテープ敷設ヘッドであって、前記圧縮ローラを貫く断面の半径は、前記把持シューまたはローラの接触点と前記圧縮ローラとの間の距離よりも大きいことを特徴とするテープ敷設ヘッド。
【請求項3】
請求項2に記載のテープ敷設ヘッドであって、前記接触点は、前記圧縮ローラの中点の下方であることを特徴とするテープ敷設ヘッド。
【請求項4】
請求項1から3のいずれか一項に記載のテープ敷設ヘッドであって、前記圧縮ローラは、前記トウ材料の経路に概ね垂直な軸の周りに回転するように構成されることを特徴とするテープ敷設ヘッド。
【請求項5】
請求項1から4のいずれか一項に記載のテープ敷設ヘッドであって、前記圧縮ローラは、前記把持シューまたはローラおよび前記モールドに対して回転するように構成されることを特徴とするテープ敷設ヘッド。
【請求項6】
請求項5に記載のテープ敷設ヘッドであって、前記把持シューまたはローラおよび前記モールドに対する前記圧縮ローラの回転は、前記モールド上での前記圧縮ローラの移動、および、モータによる直接駆動のうちの一つによって駆動されることを特徴とするテープ敷設ヘッド。
【請求項7】
請求項1から4のいずれか一項に記載のテープ敷設ヘッドであって、前記圧縮ローラは、前記把持シューまたはローラおよび前記モールドに対して回転から固定されることを特徴とするテープ敷設ヘッド。
【請求項8】
請求項1から7のいずれか一項に記載のテープ敷設ヘッドであって、前記圧縮ローラは、PTFEスリーブを有するシリコーンローラから形成されることを特徴とするテープ敷設ヘッド。
【請求項9】
請求項1から8のいずれか一項に記載のテープ敷設ヘッドであって、前記圧縮ローラは、前記圧縮ローラが曲線を形成するように、その長さに沿って可撓性であることを特徴とするテープ敷設ヘッド。
【請求項10】
請求項9に記載のテープ敷設ヘッドであって、前記把持シューまたはローラは、その長さに沿って曲線を形成するように、対応して可撓性であることを特徴とするテープ敷設ヘッド。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、複合構造体の構築において、トウ材料をモールド上に敷設するように構成されたテープ敷設ヘッド、テープ敷設システムの張力制御システムにおける使用のためのコントローラ、関連する制御方法、及び、関連するコンピュータ可読媒体に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
細長い補強要素(例えば、炭素繊維)を保持するマトリックスを形成するマトリックス材料(例えば、熱硬化性樹脂)を有する複合材料は、強力かつ軽量な構造を提供するために一般的に使用される。そのような材料は、今や、運動器具から航空宇宙産業まで、広範囲の異なる用途で使用される。
【0003】
複合構造は、実質的に平行な炭素繊維のテープ又はトウを使用して形成され得る(テープは複数のトウを含み得るが、本明細書では、「テープ」及び「トウ」の用語は、同義的に使用される)。トウは、マトリックス材料で予め含浸され得、又は、マトリックス材料は、製造工程において、後の時間に添加され得る。トウは、モールド構造上に、層状に敷設される。次いで、敷設されたモールド構造は、圧力下で、例えば、オートクレーブ内で加熱され、マトリックス材料を重合させ、複合構造(これは、後にモールドから除去される)を形成する。
【0004】
モールド構造上にトウを敷設することは、トウが、1つ以上の屈曲又は湾曲部を通って進められることを必要とし得る。これは、トウの幅に対するトウの位置に応じて(例えば、屈曲又は湾曲部の内側又は外側において)、繊維の経路長が異なるので、トウにおける炭素繊維の並列配置に影響を与え得る。結果は、例えば、炭素繊維の座屈、又は、非平行配置への移動、又は、意図されたトウ敷設経路との非整合などの構造欠陥を含み得る。これらの問題は、結果として得られる複合構造体の特性に、有害な状態で影響を及ぼし得る。
【0005】
また、一般に、トウ敷設工程に対する加速及び減速時間を改善することの要求が存在するが、これは、トウの敷設作業(これは、典型的には、減速及び加速を必要とする、複数の停止-開始工程を含む)の全体の速度に大きな影響を有し得るからである。
【0006】
特許文献1は、波状の事前含侵トウ材料を形成するために使用される装置を開示する。しかしながら、文献は、結果として得られるトウのモールド構造への敷設に関する教示を提供せず、したがって、教示は、結果として得られるトウを敷設することに対する装置及び技術とは無関係であり、開示された装置は、そのような目的には適さない。加えて、ローラの回転速度要求を変更することの結果として、補強要素の緩みに関する問題を軽減するために、複雑な装置が必要とされる。さらに、組合せローラ及びピンチローラの固定幅は、この装置を使用して製造された事前含侵材料において達成され得る、波状の程度を制限する。加えて、構造内の各トウ経路が基準軸に対して異なる角度変化を有することを可能にするための開示された手段は存在しない。
【0007】
特許文献2は、ストリップ形態の繊維/樹脂複合材料を表面にコーティングするための機械に関する。この文献によれば、ストリップを表面に敷設するためのヘッドは、その支持体に対して枢動可能に取り付けられ、その中央垂直面は、表面の凹凸にかかわらず、常に、表面とストリップの接触線に対して垂直のままである。この機械は、航空構造分野において様々な構造を製造するために使用されると言われる。
【0008】
特許文献3は、テープ供給リール及びテープ圧縮ローラを含む、多軸テープ敷設機用の自動テープヘッド組立体を開示する。供給リールからのテープは、テープのゼロガウス曲率を実質的に維持するテープ経路を画定する、供給リールの2つの独立した構造と、圧縮ローラとの間の空間を通過する。テープ経路は、供給リールと圧縮ローラとの間の実質的に又は部分的に拘束されていない湾曲経路をもたらすと言われる、コンプライアンスループとして言及される湾曲経路である。この構造は、圧縮ローラが供給リールに対して、横方向及び垂直方向にシフトすることを可能にし、一方で、供給リールは、一般に、テープヘッドアセンブリに対して定位置にあると言われる。この構造は、伝えられるところでは、また、圧縮ローラが、供給リールから全く独立して、繊維テープの自然経路を転動し、操向し、追従することを可能にする。
【0009】
特許文献4は、ストリップを押圧して、端部におけるねじれ部分を制限する、処理要素を使用することを含む方法を教示する。ストリップは、ストリップが、処理要素において横方向の曲率を得るように、ねじれ部分内で偏心的にねじられる。ねじれの方向及び程度は、ねじれ部分の長手方向の差が補償されるように選択されると言われる。
【0010】
特許文献5は、タイヤの製造中に回転受容面上に敷設される補強ストリップを教示する。ストリップは、ストリップの走行経路に対して交互に横方向に移動させられるガイドを通過し、それにより、ストリップは受容面上に波状に敷設される。交互横方向移動の振幅は、(a)ガイドに接近するストリップの部分の速度、及び、(b)受容面の速度の比の関数として変化させられる。ガイドと受容面との間で、ストリップは、受容面上に接線方向に敷設されるように、ストリップの長手方向軸の周りに90度回動させられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
6か月前
グンゼ株式会社
ピン
6か月前
個人
射出ミキシングノズル
8か月前
東レ株式会社
フィルムの製造方法
今日
東レ株式会社
フィルムの製造方法
3か月前
株式会社日本製鋼所
押出機
9か月前
株式会社FTS
ロッド
5か月前
個人
樹脂可塑化方法及び装置
5か月前
日機装株式会社
加圧システム
2か月前
株式会社カワタ
計量混合装置
1か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社シロハチ
真空チャンバ
8か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社漆原
シートの成形方法
1か月前
株式会社リコー
画像形成システム
6か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
3か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社FTS
セパレータ
5か月前
株式会社神戸製鋼所
混練機
4か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社不二越
射出成形機
1か月前
株式会社コスメック
射出成形装置
1か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
東レ株式会社
溶融押出装置および押出方法
5か月前
トヨタ自動車株式会社
真空成形装置
2か月前
日東工業株式会社
インサート成形機
7か月前
個人
ノズルおよび熱風溶接機
5か月前
日本プラスト株式会社
嵌合構造
9か月前
東レ株式会社
半導体モールド用離型フィルム
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































