TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025100635
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2025063330,2021025640
出願日
2025-04-07,2021-02-19
発明の名称
加工条件の学習装置
出願人
精電舎電子工業株式会社
代理人
個人
主分類
B29C
65/02 20060101AFI20250626BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】部品の接合や溶断の加工条件を学習する学習装置を提供する。
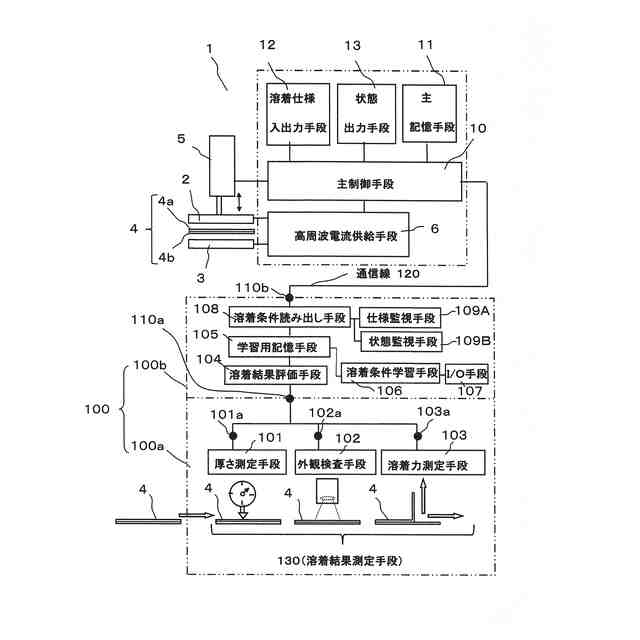
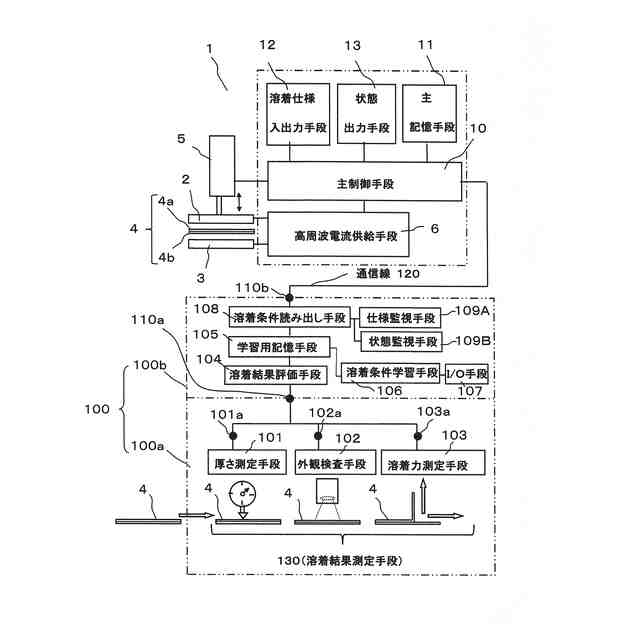
【解決手段】学習装置は、加工結果を測定する加工結果測定手段と、加工結果を報酬として評価する加工結果評価手段と、加工結果と報酬を記憶する学習用記憶手段と、加工結果と報酬を学習した学習結果から加工条件を読み出せるようにする加工条件学習手段と、加工仕様を監視する加工仕様監視手段と、状態監視手段と、学習用記憶手段から加工条件を読み出す加工条件読み出し手段とを有し、加工結果を測定し、加工結果を報酬として評価し、加工結果と報酬を記憶し、加工条件学習手段で学習した学習結果から加工条件を読み出せるようにしておき、最新かつ現在の加工仕様を満たす加工条件を、学習用記憶手段から読み出し、読み出した加工条件を加工手段に出力する。加工手段はその加工条件で部品の接合や溶断を行う。
【選択図】図2
特許請求の範囲
【請求項1】
加工条件を学習する学習装置であって、
少なくとも、(1)加工結果を測定する「加工結果測定手段」と、
(2)加工結果を報酬として評価する「加工結果評価手段」と、
(3)加工結果と加工結果を評価した報酬を記憶する「学習用記憶手段」と、
(4)加工結果を基礎として評価した学習結果を整理して、加工条件を読み出せるようにする「加工条件学習手段」と、
(5)加工仕様を監視する「加工仕様監視手段」と、
(6)学習用記憶手段から加工条件を読み出す「加工条件読み出し手段」と、
を有し、
予め、前記(1)の加工結果測定手段で加工結果を測定し、前記(2)の加工結果評価手段で加工結果を報酬として評価し、前記(3)の学習用記憶手段に加工結果と報酬を記憶し、前記(4)の加工条件学習手段で加工結果を基礎として評価した学習結果を整理して、加工条件を読み出せるようにしておき、
上記学習装置に接続される加工手段に加工仕様が入力されたとき、
前記(5)の加工仕様監視手段で加工仕様を監視し、前記(6)の加工条件読み出し手段により、最新かつ現在の加工仕様を満たす加工条件を、学習用記憶手段から読み出し、読み出した加工条件を加工手段に出力するように構成したことを特徴とする加工条件の学習装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工条件の学習装置、学習装置付き加工装置、および学習装置付き加工システムに関し、より詳しくは、二以上の部品の接合条件の学習装置、学習装置付き接合装置、および学習装置付き接合システム、一以上の部品の溶断条件の学習装置、学習装置付き溶断装置、および学習装置付き溶断システムに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来から、プラスチックや金属等の二以上の部品の接合方法として、(1)二以上の部品に高周波電流を与えて誘電加熱により溶着する高周波溶着方法、(2)二以上の部品の表面に熱板を非接触で近づけて接合する非接触熱板接合方法、(3)二以上の部品を押し付けながら100ヘルツ程度の低周波振動を与えて溶着する振動溶着方法、(4)二以上の部品にレーザ光線を照射して接合するレーザ接合方法、(5)二以上のプラスチック部品を溶着する超音波溶着方法、(6)二以上の金属シートを固相接合する超音波金属接合方法、(7)ガラス板の表面に金属電極を接合する超音波接合方法、等が用いられている。
【0003】
また、プラスチック、食品、ゴムシート等の一以上の部品の溶断方法としては、(イ)レーザ光線を照射して溶断するレーザ溶断方法、(ロ)一以上の部品に超音波振動しているカッターを押し付けて溶断する超音波溶断方法、等が用いられている。
【0004】
上記(1)から(7)、(イ)と(ロ)は、部品に振動エネルギーや熱エネルギーというエネルギーを付与して、部品を発熱、溶融、あるいは固相結合させて接合や溶断の加工をして製品を作っている。そのため、部品に付与するエネルギーの大きさと、エネルギーの供給時間を変えることで、その接合条件や溶断条件を見つけることができる。
【0005】
しかし、接合条件や溶断条件は、接合対象である部品、あるいは溶断対象である部品の材質、形状、寸法によって異なる。従来、新しい部品を接合したり、溶断したりするときは、接合仕様や溶断仕様を満たす新しい接合条件や新しい溶断条件を、その都度、実験して求めていた。
【0006】
一方、これらの接合装置や溶断装置等の加工装置は汎用性が求められる。これらの加工装置は、加工対象は広く、加工内容も広範囲で多岐にわたる。そのため、供給できる複数の状態のエネルギーの中から一つの状態を選択し、エネルギーの供給時間を決めていた。
【0007】
以下従来の接合条件や溶断条件等の加工条件の決め方について、上記(1)の従来の高周波溶着方法とこれを用いた高周波溶着装置を代表例として説明する。なお上記(2)から(7)の従来の接合方法と(イ)と(ロ)の従来の溶断方法では、付与するエネルギーの大きさと供給時間を変えて所望の接合条件や溶断条件等の加工条件の決め方をはじめ、多くの内容が(1)と同じか類似しているため、説明は省略する。
【0008】
高周波溶着方法では、プラスチック素材、フィルム、シートなどに高周波の強い電界を与えると、分子レベルで電極の極性が連続的に変化し、分子レベルでの衝突・振動・摩擦が物質の内部で発生し、自己発熱してプラスチック素材、フィルム、シートなどが融合、溶着する。
【0009】
高周波電流の制御方法としては、被溶着物に供給する高周波電流の供給時間(以下、「溶着時間」という)を所定の値に設定する方法が一般的であるが、被溶着物の寸法や形状が異なる被溶着物に対して一律の溶着時間によって制御すると、溶着し過ぎである溶着過多となったり、スパークが発生したり、溶着不足を生じたりしてしまう。
【0010】
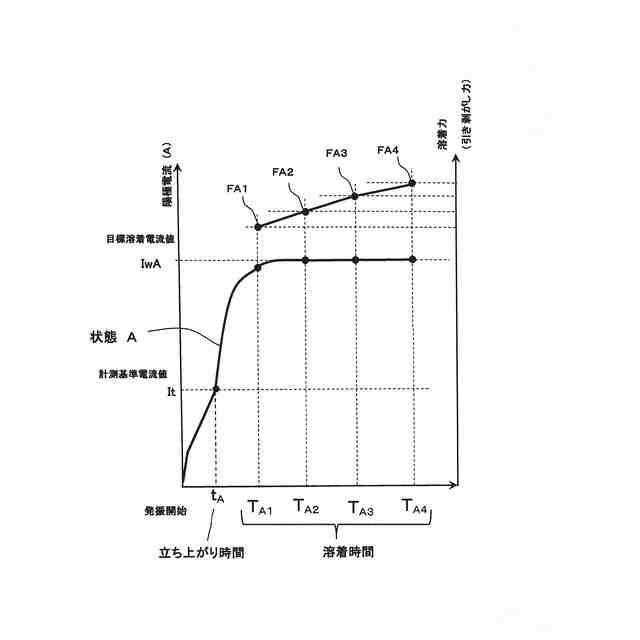
図42に、従来の溶着時間のみで高周波溶着を制御して、最適な溶着時間の異なる被溶着物であるプラスチック素材を溶着したときの、溶着時間(S)と電流(A)の関係を示した。図42では、X軸に溶着時間(S)を、Y軸に電流(A)を取っている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
CKD株式会社
型用台車
6か月前
東レ株式会社
プリプレグテープ
9か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
フィルムの製造方法
2日前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
6か月前
個人
射出ミキシングノズル
8か月前
株式会社日本製鋼所
押出機
9か月前
株式会社FTS
ロッド
5か月前
株式会社カワタ
計量混合装置
1か月前
日機装株式会社
加圧システム
2か月前
個人
樹脂可塑化方法及び装置
5か月前
東レ株式会社
一体化成形品の製造方法
10か月前
株式会社リコー
シート剥離装置
11か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社漆原
シートの成形方法
1か月前
株式会社シロハチ
真空チャンバ
8か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社FTS
セパレータ
5か月前
株式会社不二越
射出成形機
2か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
3か月前
株式会社リコー
画像形成システム
7か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社コスメック
射出成形装置
1か月前
株式会社リコー
シート処理システム
10か月前
個人
ノズルおよび熱風溶接機
5か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































