TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100502
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2024225077
出願日
2024-12-20
発明の名称
単一化された多層製品を溶着するための方法および装置
出願人
ヘルマン ウルトラシャルテクニーク ゲーエムベーハー ウント コー.カーゲー
,
HERRMANN ULTRASCHALLTECHNIK GMBH & CO.KG
代理人
清流国際弁理士法人
主分類
B29C
65/20 20060101AFI20250626BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】連続的な方法において、単一化された製品を迅速且つ確実に封止する方法を提供する。
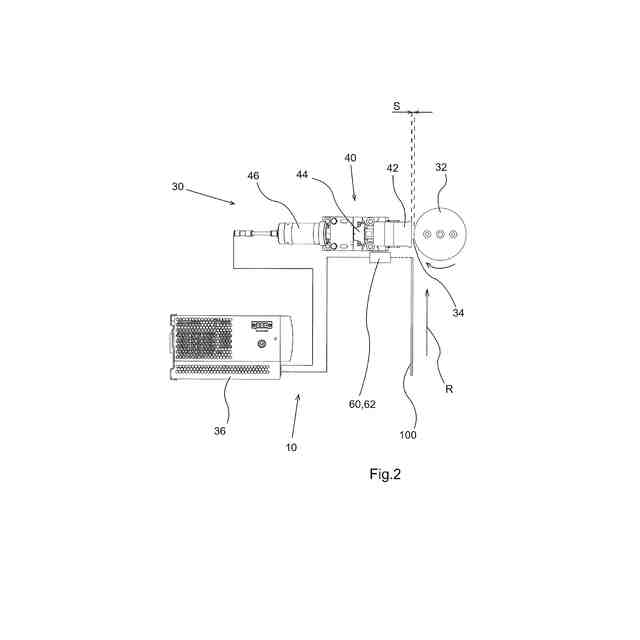
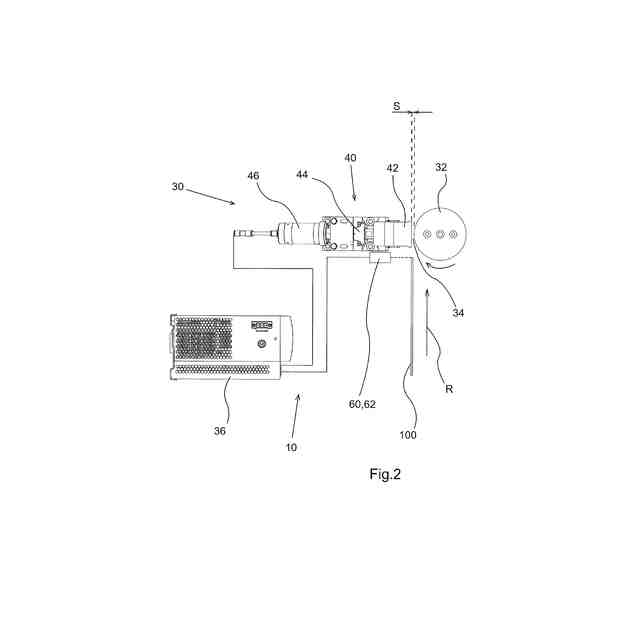
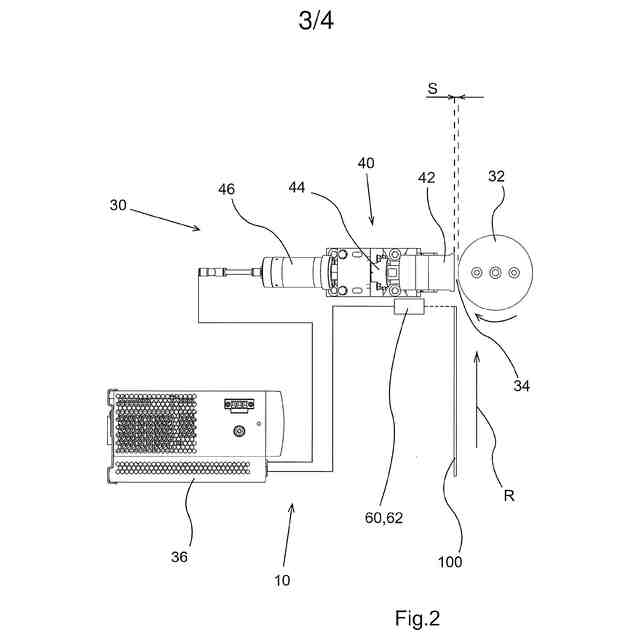
【解決手段】発生器36、アンビル32、コンバーター46、ソノトロード42、および、任意に変換部品(振幅増幅器)を有する振動構造を備える超音波ツール30を用いて、単一化された多層製品100を溶着する方法であって、製品を、前記ソノトロードと前記アンビルとの間に形成された、間隙幅Sの間隙内を移動させる。前記超音波ツールによって、前記(単一化された)製品を溶着経路に沿って移動させている間に溶着し、ここで、前記ソノトロードおよび/または前記アンビルを前記製品に対して力で押圧し、前記発生器によって、前記ソノトロードを所定の振幅で振動してその振動を前記製品に伝達するように励起する。少なくとも1つの溶着パラメーター、好ましくは前記振幅および/または前記力および/または前記間隙幅を、前記製品の移動中に調整および変更する。
【選択図】図2
特許請求の範囲
【請求項1】
発生器とソノトロードとアンビルとを備える超音波ツールを用いて単一化された多層製品を溶着するための方法であって、
前記製品を、前記ソノトロードと前記アンビルとの間に形成された、間隙幅Sの間隙内を移動させ、
前記ソノトロードおよび/または前記アンビルを前記製品に対して力で押圧し、前記発生器によって、前記ソノトロードを所定の振幅で振動させてその振動を前記製品に伝達するように励起することにより、前記超音波ツールによって前記製品を溶着経路に沿って移動させる間に溶着し、
少なくとも1つの溶着パラメーター、好ましくは前記振幅および/または前記力および/または前記間隙幅を、前記製品の移動中に調整および変更することを特徴とする方法。
続きを表示(約 1,700 文字)
【請求項2】
前記溶着経路が、前記製品の第1の縁部領域において始まり、および/または、前記製品の第2の縁部領域において終わり、前記製品を、好ましくは、前記間隙内を移動させる前に、前記縁部領域の少なくとも1つにおいて材料接着で閉じる請求項1に記載の方法。
【請求項3】
前記製品を溶着するために前記ソノトロードを振幅A
high
で振動するように励起し、A
high
が好ましくは20μm~40μmであり、他の時間では、前記ソノトロードをA
high
よりも小さい振幅A
low
で振動するように励起し、好ましくは:0<A
low
<0.5*A
high
が適用される請求項1または2に記載の方法。
【請求項4】
前記製品が前記間隙またはその前に到達するときに前記振幅をA
high
に設定し、および/または、前記製品が前記間隙を離れるときに前記振幅をA
low
に設定する請求項3に記載の方法。
【請求項5】
センサーユニットを使用して、前記製品が前記間隙に到達しているか、または、前記間隙を離れるかを検出し、前記センサーユニットが、信号を前記発生器に直接送信し、前記発生器が、任意に時間遅延をもって前記振幅をA
high
またはA
low
に設定する請求項3または4に記載の方法。
【請求項6】
現在の振幅A
now
から目標の振幅、特にA
high
またはA
low
への移行が、前記振幅の連続的な適合(傾斜)によって行われ、前記傾斜の傾きが、好ましくは連続的に制御され、および/または、前記傾斜が、前記縁部領域の1つの範囲内にあるかまたは前記縁部領域の1つに重なる請求項3~5のいずれか一項に記載の方法。
【請求項7】
前記間隙の前記幅Sを、好ましくは金属接触の検出を使用して、前記ソノトロードおよび/または前記アンビルを互いに対して移動することによって連続的に設定し、および/または、距離の測定を前記間隙のサイズを制御するための入力変数として使用し、および/または、前記間隙の目標のサイズを前記間隙幅Sを制御するための入力変数として設定して使用する請求項1~6のいずれか一項に記載の方法。
【請求項8】
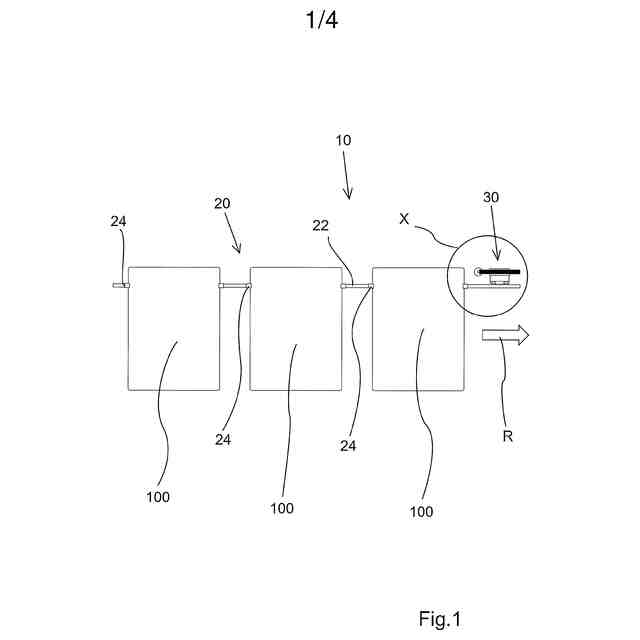
複数の製品を、前記間隙内を順々に移動させ、それぞれを溶着経路に沿って溶着する請求項1~7のいずれか一項に記載の方法。
【請求項9】
前記製品に、前記間隙内を移動させて溶着する前に内容物を充填し、および/または、前記製品を、前記間隙内を5m/min~100m/minの速度で移動させ、および/または、前記製品が、好ましくはそれぞれの層厚が50μm~300μmの少なくとも2つの層を備える請求項1~8のいずれか一項に記載の方法。
【請求項10】
単一化された多層製品を溶着するための装置であって、
発生器、コンバーター、ソノトロードおよびアンビルを有する超音波ツールと、搬送装置とを備え、前記超音波ツールは、前記ソノトロードと前記アンビルとの間に、間隙幅Sの間隙が形成され、前記発生器が、前記ソノトロードをある振幅で振動するように励起するように設定され、前記ソノトロードおよび/または前記アンビルを前記製品に対して力で押圧するように設定され、前記超音波ツールの少なくとも1つの溶着パラメーター、好ましくは前記振幅および/または前記力および/または前記間隙幅を制御および変更可能であり、
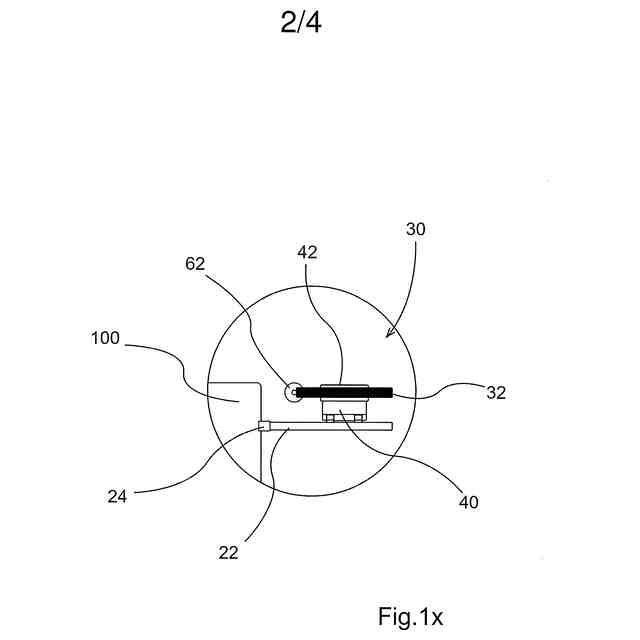
前記搬送装置は、前記単一化された製品を前記間隙内に移動させる、好ましくは、前記発生器によって、前記ソノトロードが、所定の振幅で振動してその振動を前記製品に伝達するように励起されることにより、溶着経路に沿って前記超音波ツールによって前記製品がその移動中に溶着されるように、前記製品を移動させるように設定されていることを特徴とする装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、単一化された多層製品を溶着するための方法および装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
超音波溶着は、製品製造の多くの分野において非常に有利な方法であることが証明されている。超音波溶着の2つの主な分野としては、例えば、多層材料のウェブを連続的に溶着する連続的な方法と、組立体の2つの部品を作業者が個々に繰り返し接合する非連続的な方法とがある。連続的な方法は、DE 10 2014 110 634 A1により知られている。
【0003】
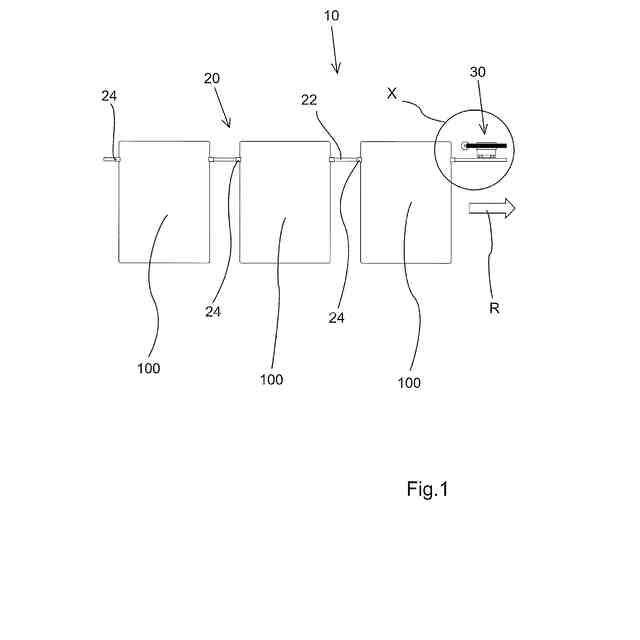
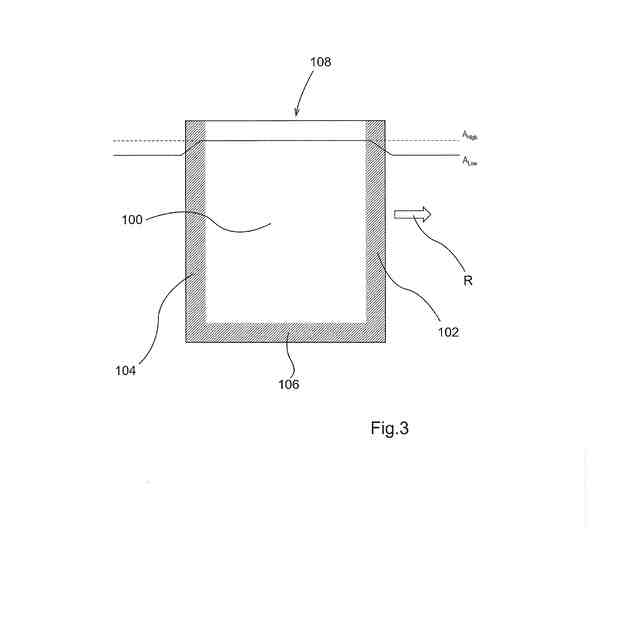
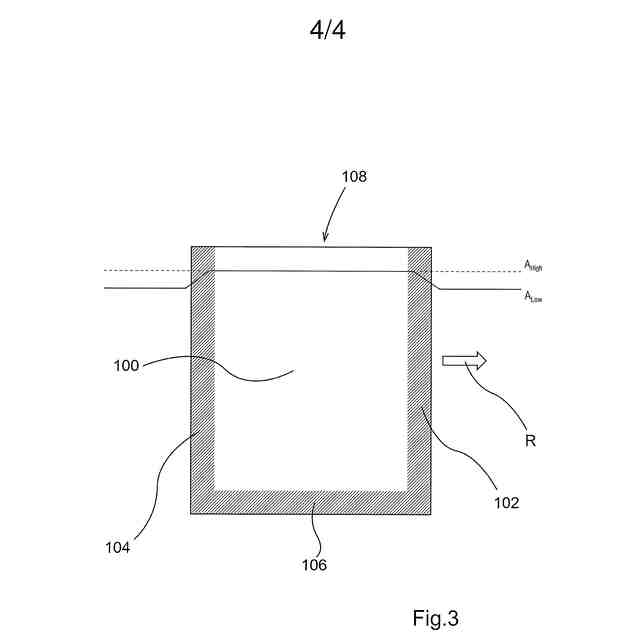
製造技術分野において、超音波溶着を使用して未だ実現できていない接合方法、例えば、単一化された容器、特に袋の連続的な溶着がある。溶着の場合、単一化されているが開口している容器は、溶着シームによって閉じられる。容器は、通常、例えば食品や動物用飼料、ボディケア商品が予め充填されている。溶着シームによって、容器の複数の層、通常は容器を区切る2つの壁を溶着する。封止溶着の場合、内容物を外気から保護するために、溶着シームによって容器を気密に封止することが非常に重要である。
【0004】
DE 10 2013 100 474 A1は、単一化された製品、特に牛乳パックのゲーブルシーム(gable seam)を封止するための超音波溶着装置に関する。DE 10 2015 110 387 A1は、個々の複合パッケージの溶着にも使用できる超音波溶着装置を開示している。US 3,294,616は、ストップを用いて最小の間隙が設定される超音波溶着装置を示している。材料ウェブの断続的な超音波加工のための二つの方法が、DE 10 2017 107 617 A1 およびDE 10 2022 105 944 A1により知られている。
【0005】
先行技術により知られている超音波溶着方法は、単一化された容器の連続的な封止/包装には十分には適していない。連続的な超音波溶着における過去の試みにおいては、容器が、特にその縁部において損傷したり、溶着シームがその溶着方法によって封止されなかったりするため、許容できない。
【0006】
単一化された袋の封止溶着には、非連続的な方法が考えられる。しかしながら、それらは、より時間がかかることが多く、フロー製造を伴う製造方法に組み込むには多大な労力を要する。
【発明の概要】
【発明が解決しようとする課題】
【0007】
したがって、本発明が解決しようとする課題は、連続的な方法において、単一化された製品を迅速且つ確実に封止する方法を提供することである。
【課題を解決するための手段】
【0008】
この課題は、本発明に係る方法および装置によって解決される。
【0009】
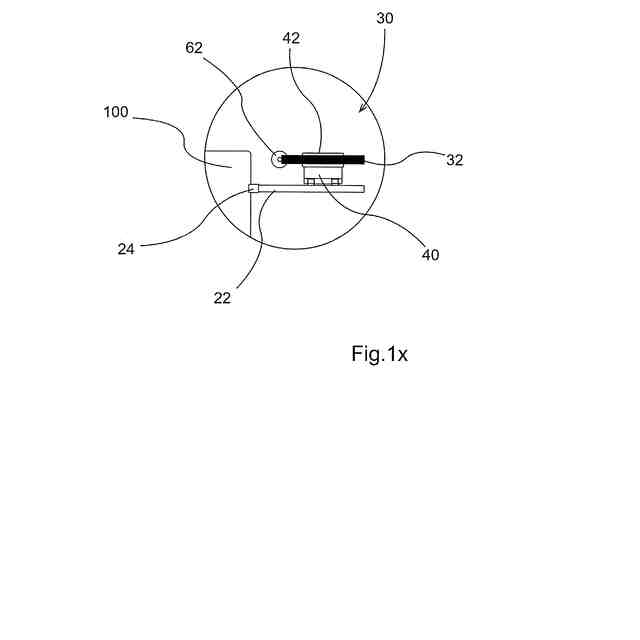
発生器、アンビル、コンバーター、ソノトロード、および、任意に変換部品(振幅増幅器)を有する振動構造を備える超音波ツールを用いて、単一化された多層製品を溶着する方法であって、製品を、前記ソノトロードと前記アンビルとの間に形成された、間隙幅Sの間隙内を移動させる。前記超音波ツールによって、前記(単一化された)製品を溶着経路に沿って移動させている間に溶着し、ここで、前記ソノトロードおよび/または前記アンビルを前記製品に対して力で押圧し、前記発生器によって、前記ソノトロードを所定の振幅で振動してその振動を前記製品に伝達するように励起する。少なくとも1つの溶着パラメーター、好ましくは前記振幅および/または前記力および/または前記間隙幅を、前記製品の移動中に調整および変更する。
【0010】
他の溶着パラメーターも変更することなく制御することができる。そして、それらを、例えば一定の目標値に設定できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
5日前
東レ株式会社
プリプレグテープ
10か月前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
7か月前
株式会社日本製鋼所
押出機
10か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
27日前
東レ株式会社
フィルムの製造方法
4か月前
個人
射出ミキシングノズル
9か月前
グンゼ株式会社
ピン
7か月前
個人
樹脂可塑化方法及び装置
6か月前
東レ株式会社
フィルムの製造方法。
13日前
日機装株式会社
加圧システム
3か月前
株式会社カワタ
計量混合装置
2か月前
株式会社FTS
ロッド
6か月前
東レ株式会社
一体化成形品の製造方法
11か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社FTS
成形装置
7か月前
株式会社リコー
シート剥離装置
12か月前
株式会社シロハチ
真空チャンバ
9か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社漆原
シートの成形方法
2か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社不二越
射出成形機
4か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社不二越
射出成形機
4か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
2か月前
株式会社リコー
画像形成システム
8か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
株式会社日本製鋼所
押出成形装置
10か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社不二越
射出成形機
3か月前
株式会社FTS
セパレータ
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































