TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025100302
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2024096935
出願日
2024-06-14
発明の名称
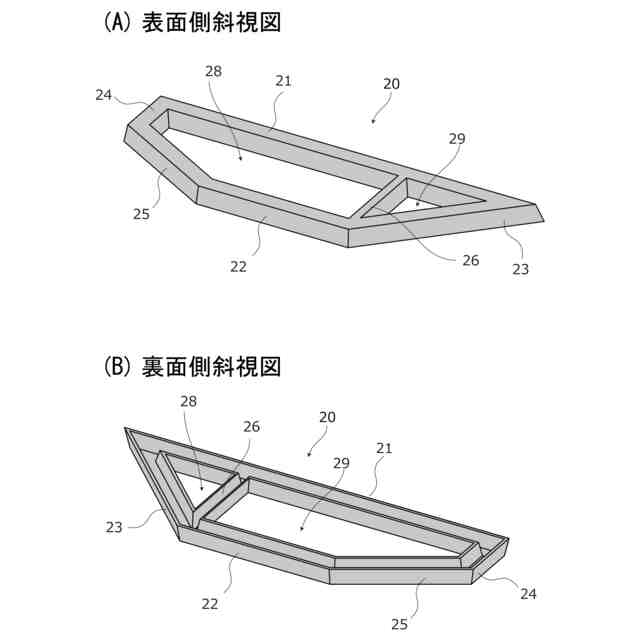
ガス抜きピン、およびガス抜きピンを用いた成形方法
出願人
株式会社小糸製作所
代理人
弁理士法人あお葉国際特許事務所
主分類
B29C
45/34 20060101AFI20250626BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形品の不具合発生を抑制したガス抜きピン、および該ガス抜きピンを用いた、成形品の不具合発生を抑制した樹脂成形方法を提供する。
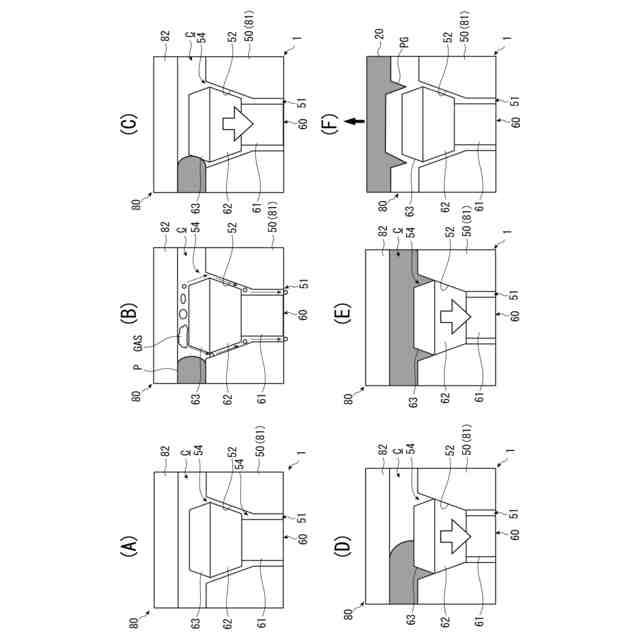
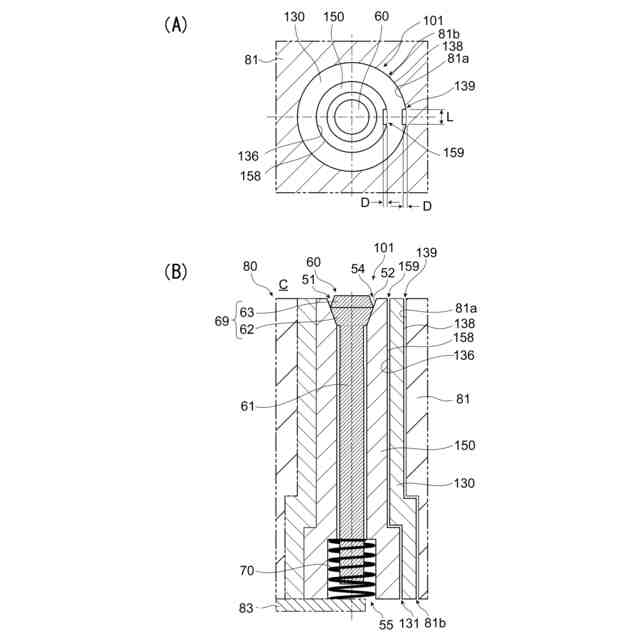
【解決手段】射出成形時にキャビティに発生するガスを外部に排出するためのガス抜きピンにおいて、前記キャビティに開口部を挿通させて配置され、前記ガスを逃がす通路となるスリーブと、前記スリーブ内に前記開口部に向かって付勢され配置されて、前記スリーブ内へ押し込まれることにより前記開口部を閉塞するように構成される、前記開口部を開閉するピン本体とを備え、前記ピン本体には開状態で前記キャビティ内に配置され、前記ピン本体の前記キャビティへの露出部の縁部には、前記ピン本体の軸方向中心に向かって傾斜する外周側面を持つ頭部が設けられているガス抜きピンを提供する。
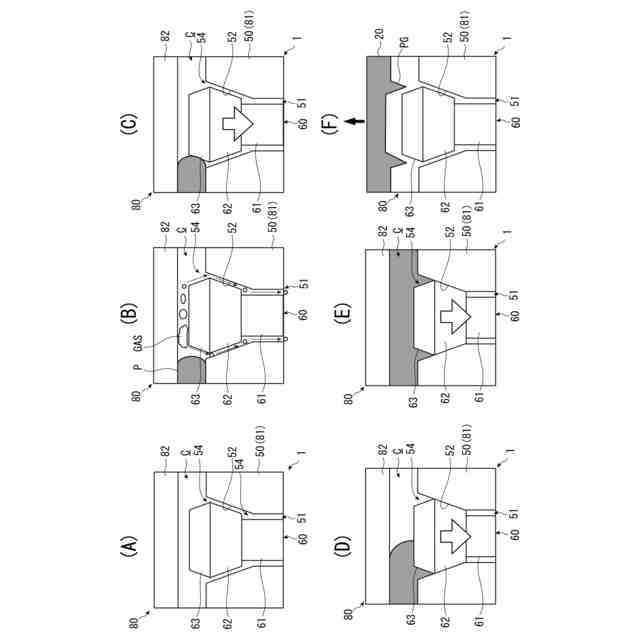
【選択図】図6
特許請求の範囲
【請求項1】
射出成形時にキャビティに発生するガスを外部に排出するためのガス抜きピンにおいて、
前記キャビティに開口部を挿通させて配置され、前記ガスを逃がす通路となるスリーブと、
前記スリーブ内に前記開口部に向かって付勢され配置されて、前記スリーブ内へ押し込まれることにより前記開口部を閉塞するように構成される、前記開口部を開閉するピン本体とを備え、
前記ピン本体には開状態で前記キャビティ内に配置され、前記ピン本体の前記キャビティへの露出部の縁部には、前記ピン本体の軸方向中心に向かって傾斜する外周側面を持つ頭部が設けられている、
ことを特徴とするガス抜きピン。
続きを表示(約 1,100 文字)
【請求項2】
内側に貫通孔が設けられており、前記スリーブを前記貫通孔に挿通させて配置される第2スリーブをさらに備え、
前記第2スリーブの外周側面、または前記スリーブの外周側面に、少なくとも一つの、前記スリーブの延伸方向に沿って設けられ、前記ガスを逃がす通路となる微細溝が形成されている、
ことを特徴とする請求項1に記載のガス抜きピン。
【請求項3】
前記第2スリーブの外周側面、または前記スリーブの外周側面の少なくとも一方には、周方向に複数の前記微細溝が形成されている、
ことを特徴とする請求項2に記載のガス抜きピン。
【請求項4】
前記微細溝の前記貫通孔の半径方向の幅は、0mm超0.04mm以下である、
ことを特徴とする請求項2または請求項3に記載のガス抜きピン。
【請求項5】
キャビティに開口部を挿通させて配置され、ガスを逃がす通路となるスリーブと、前記スリーブ内に前記開口部に向かって付勢され配置されて、前記スリーブへ押し込まれることにより前記開口部を閉塞するように構成される、前記開口部を開閉するピン本体とを備え、前記ピン本体には開状態で前記キャビティ内に配置され、前記ピン本体の前記キャビティへの露出部の縁部には、軸方向中心に向かって傾斜する周側面を持つ頭部が設けられているガス抜きピンが設けられた金型を備え、
前記キャビティに溶融樹脂を流し込むと、前記溶融樹脂が前記スリーブの前記開口部を通過時に前記ピン本体の頭部を前記スリーブへ押し込み、前記開口部を閉塞させる、
ことを特徴とする成形方法。
【請求項6】
前記ガス抜きピンは、内側に貫通孔が設けられており、前記スリーブを前記貫通孔に挿通させて配置される第2スリーブをさらに備え、
前記第2スリーブは、外周側面または前記貫通孔の内周側面に、少なくとも一つの、前記スリーブの延伸方向に沿って設けられ、前記ガスを逃がす通路となる微細溝が形成されており、
前記キャビティに前記溶融樹脂を流し込むと、前記キャビティ内の気体のみが前記微細溝を通過する、
ことを特徴とする請求項5に記載の成形方法。
【請求項7】
少なくとも一つの前記微細溝は、前記開口部よりも、前記溶融樹脂の流れの下流側となるように配置されており、
前記ピン本体が前記開口部を閉塞させた後にも、少なくとも一つの前記微細溝を、前記キャビティ内の気体が通過する、
ことを特徴とする請求項6に記載の成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶融させた樹脂部材を金型に充填させて製品を製造する射出成形におけるガス抜きピン、および該ガス抜きピンを用いた成形方法である。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
射出成形において、多点ゲートを設けると、各ゲートから金型のキャビティ内に射出された溶融樹脂が、キャビティ内で合流する会合部で空気が閉じ込められる。閉じ込められた空気はそのまま気泡として成形されるため、成形品に不具合が生じてしまう。また、ポリカーボネイトなどの溶融樹脂は、流動性が低いため、薄肉のキャビティの充填性を向上させるために高温に加熱されると、加熱された溶融樹脂は、キャビティ内にガスを発生させる。キャビティ内のガスは成形品に曇りや変形を生じさせるなどの問題を生じさせる。このようなガスや空気は成形品の不具合発生の原因となるため、射出成型の際には金型外に排出している。
【0003】
例えば、特許文献1では、ガスを外部に逃がすため、キャビティにエアシリンダで開閉可能な空気路を設け、溶融樹脂が空気路に到達する前に空気路を閉塞する成形装置を公開している。
【0004】
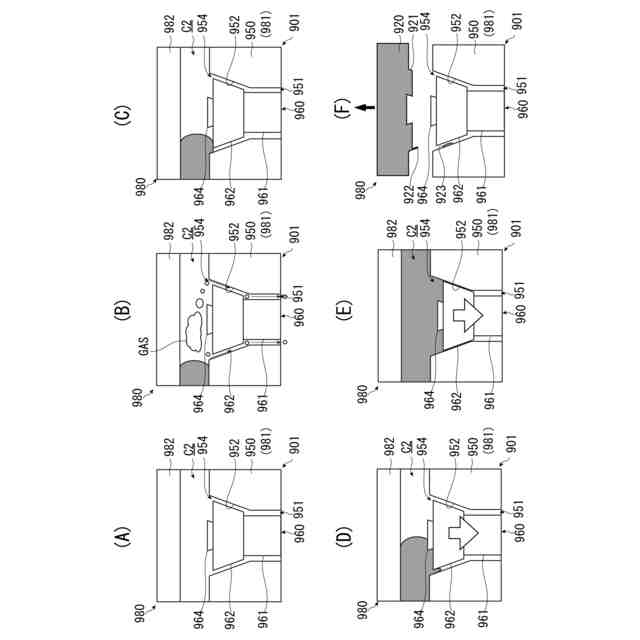
また、エアシリンダなどの動力を使用せず、ガス抜きピンを用いることもある。従来のガス抜きピンとしては、スリーブとスリーブ内に配置されるピン本体を有し、スリーブとピン本体との隙が、ガスを逃がすための通気路となっているものがある。ピン本体はキャビティに向かって弾性部材により付勢されて配置され、溶融樹脂がキャビティ内を流れてピンを押すとピンはスリーブに押し込まれて空気路が閉じる。このため、通気路を開閉する操作が不要で、開閉のタイミングを合わせる必要もない。
【先行技術文献】
【特許文献】
【0005】
特開2012-111186号
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記構造のガス抜きピンは、ガス排出中に溶融樹脂がキャビティから通気路に入り込んでしまい、通気路に付着し固化した樹脂部材でガス抜き性能が低下するという問題があった。ガス抜き性能が低下すると、樹脂成形品にガスヤケやバリが生じ、不具合品となってしまう。
【0007】
本発明は、これに鑑みてなされたものであり、成形品の不具合発生を抑制したガス抜きピン、および該ガス抜きピンを用いた、成形品の不具合発生を抑制した樹脂成形方法を提供する。
【課題を解決するための手段】
【0008】
上記問題に対し、本発明のある態様においては、射出成形時にキャビティに発生するガスを外部に排出するためのガス抜きピンにおいて、前記キャビティに開口部を挿通させて配置され、前記ガスを逃がす通路となるスリーブと、前記スリーブ内に前記開口部に向かって付勢され配置されて、前記スリーブ内へ押し込まれることにより前記開口部を閉塞するように構成される、前記開口部を開閉するピン本体とを備え、前記ピン本体には開状態で前記キャビティ内に配置され、前記ピン本体の前記キャビティへの露出部の縁部には、前記ピン本体の軸方向中心に向かって傾斜する外周側面を持つ頭部が設けられている、ように構成されたガス抜きピンを提供する。
【0009】
上記態様により、溶融樹脂がガス抜きピンに到達すると、まず外周側面に当接し、ピン本体をスリーブ内に向かって押し下げる。これにより開口部がピン本体によって閉じられ、ガスの抜ける通気路が閉塞される。溶融樹脂が通気路に入り込む前に、溶融樹脂によって空気路が閉じられる。このため、溶融樹脂が通路に入り込み固まり、ガス抜き性能の低下することが抑制される。
【0010】
また、ある態様においては、内側に貫通孔が設けられており、前記スリーブを前記貫通孔に挿通させて配置される第2スリーブをさらに備え、前記第2スリーブの外周側面、または前記スリーブの外周側面に、少なくとも一つの、前記スリーブの延伸方向に沿って設けられ、前記ガスを逃がす通路となる微細溝が形成されているようにガス抜きピンを構成した。この態様によれば、ガスを逃がす通路が増え、ガス抜きピンのガス排出能力が向上する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
22日前
CKD株式会社
型用台車
8か月前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
5か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法。
1か月前
個人
樹脂可塑化方法及び装置
7か月前
株式会社FTS
ロッド
7か月前
日機装株式会社
加圧システム
4か月前
株式会社カワタ
計量混合装置
3か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社漆原
シートの成形方法
2か月前
株式会社FTS
成形装置
7か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
株式会社FTS
セパレータ
6か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社リコー
画像形成システム
8か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
4か月前
株式会社コスメック
射出成形装置
2か月前
株式会社不二越
射出成形機
2か月前
三和合板株式会社
化粧板の製造装置
4日前
トヨタ自動車株式会社
真空成形装置
3か月前
日東工業株式会社
インサート成形機
8か月前
トヨタ自動車株式会社
3Dプリンタ
8か月前
東レ株式会社
繊維強化プラスチック構造体
3日前
個人
ノズルおよび熱風溶接機
7か月前
日産自動車株式会社
成形装置
1か月前
東レ株式会社
溶融押出装置および押出方法
7か月前
帝人株式会社
複数の孔を有する成形品
4か月前
株式会社日本製鋼所
射出成形機
8か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ