TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098626
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214881
出願日
2023-12-20
発明の名称
再生樹脂の製造方法、再生樹脂の製造装置およびプログラム
出願人
三井化学株式会社
代理人
弁理士法人鷲田国際特許事務所
主分類
B29C
48/92 20190101AFI20250625BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】不要な不純物の添加を抑制しつつ、回収樹脂から所定の粘度を有する再生樹脂を得られる再生樹脂の製造方法を提供すること。
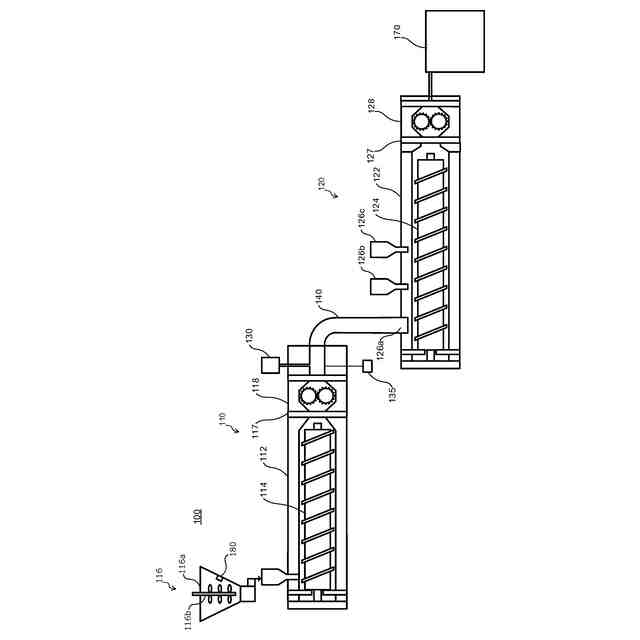
【解決手段】第1の混練機で回収樹脂を混練する第1の混練工程と、前記第1の混練機で混練された前記回収樹脂の粘度を測定する測定工程と、第2の混練機で、前記混練された回収樹脂と、ASTMD1238:2013に準拠して測定されるメルトフローレート(MFR)が0.1g/10分以上100g/10分以下である添加樹脂と、を混練して再生樹脂を得る第2の混練工程と、を有する、再生樹脂の製造方法。前記第2の混練工程で混練される前記回収樹脂と前記添加樹脂との割合は、前記測定工程で測定された前記回収樹脂の粘度に応じて変化される。
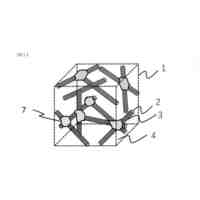
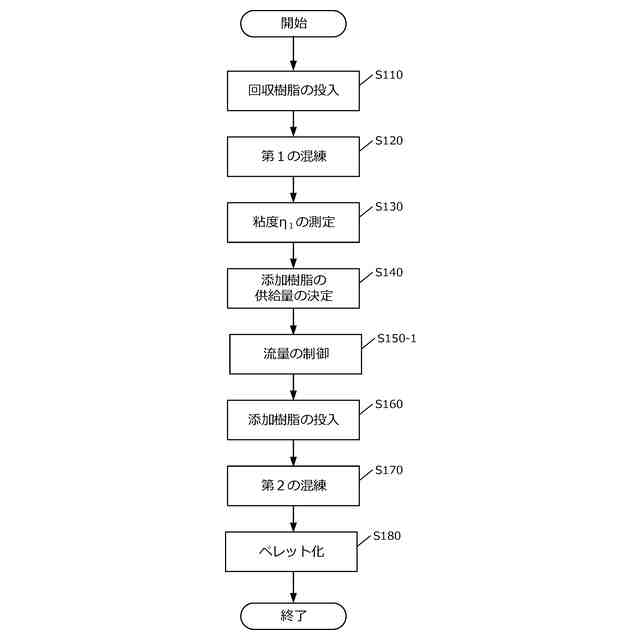
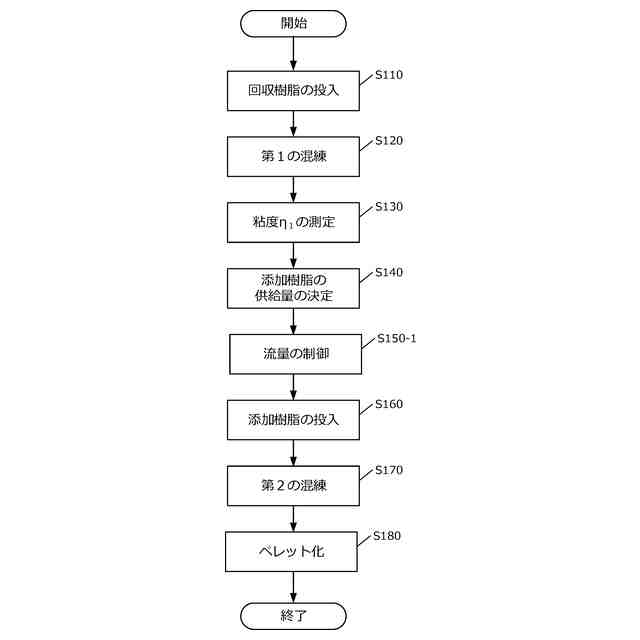
【選択図】図1
特許請求の範囲
【請求項1】
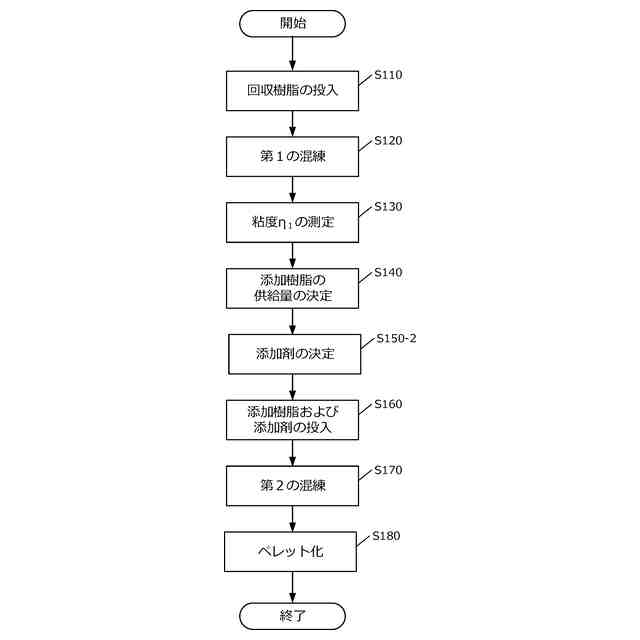
第1の混練機で回収樹脂を混練する第1の混練工程と、
前記第1の混練機で混練された前記回収樹脂の粘度を測定する測定工程と、
第2の混練機で、前記混練された回収樹脂と、ASTM D1238:2013に準拠して測定されるメルトフローレート(MFR)が0.1g/10分以上100g/10分以下である添加樹脂と、を混練して再生樹脂を得る第2の混練工程と、を有し、
前記第2の混練工程で混練される前記回収樹脂と前記添加樹脂との割合は、前記測定工程で測定された前記回収樹脂の粘度に応じて変化される、
再生樹脂の製造方法。
続きを表示(約 930 文字)
【請求項2】
前記第2の混練工程において、1種類の前記添加樹脂を前記第2の混練機に投入する、
請求項1に記載の再生樹脂の製造方法。
【請求項3】
前記第1の混練工程において、前記測定工程で測定された前記回収樹脂の粘度に応じて、前記第1の混練機に投入する前記回収樹脂の量を変化させる、
請求項1に記載の再生樹脂の製造方法。
【請求項4】
前記第2の混練工程において、前記測定工程で測定された前記回収樹脂の粘度に応じて、前記回収樹脂および前記添加樹脂の攪拌条件を変化させる、
請求項1に記載の再生樹脂の製造方法。
【請求項5】
前記第2の混練工程において、前記第2の混練機は、前記第2の混練機から押し出される再生樹脂の流量を調整する、
請求項1に記載の再生樹脂の製造方法。
【請求項6】
前記第2の混練工程において、前記再生樹脂に要求される特性に応じた添加剤を前記第2の混練機に投入する
請求項1に記載の再生樹脂の製造方法。
【請求項7】
前記第2の混練工程において、前記回収樹脂および前記添加樹脂を、3分以上30分以下の間、混練する、
請求項1に記載の再生樹脂の製造方法。
【請求項8】
前記回収樹脂は、ポリエチレン、ポリプロピレン、ポリアミド、ポリスチレン、アクリロニトリル・ブタジエン・スチレン共重合体、ポリ塩化ビニル、ポリカーボネート、およびポリエステルからなる群から選択される少なくとも1種の樹脂を含む、
請求項1に記載の再生樹脂の製造方法。
【請求項9】
前記第1の混練工程において混練される前記回収樹脂の量は、得られる前記再生樹脂の全体積に対して10体積%以上70体積%以下である、
請求項1に記載の再生樹脂の製造方法。
【請求項10】
得られる前記再生樹脂の全体積に対する、前記第1の混練工程において混練される前記回収樹脂の量の割合を算出する工程を含む、
請求項1に記載の再生樹脂の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、再生樹脂の製造方法、再生樹脂の製造装置およびプログラムに関する。
続きを表示(約 3,900 文字)
【背景技術】
【0002】
廃棄品から回収された樹脂成分(コンシューマー材)や、製造工程で不可避的に産出される販売品の規格を満たさない樹脂成分(オフグレード材)などの、実使用に供されない樹脂成分を回収して、再利用できるように処理する方法が種々検討されている(以下、上記回収された樹脂成分を単に「回収樹脂」ともいい、回収樹脂を再利用に供される形態に処理して得られた樹脂成分を単に「再生樹脂」ともいう。)。
【0003】
たとえば、特許文献1には、廃プラスチック材を溶融混練して押出す押出機と、上記押出機が押出した溶融プラスチックをペレット状に造粒する成形装置と、を有する造粒機が記載されている。
【0004】
特許文献1によると、再利用しようとする廃プラスチックは、その形態および物性などにより、それぞれメルトフローレート(MFR)が異なっており、これらを所定のMFRを有するペレットに造粒することは困難であった。上記問題を解決するため、特許文献1では、パーオキサイドを添加してポリオレフィンなどの高分子樹脂を低分子化している。具体的には、特許文献1に記載されている造粒機は、廃プラスチックが投入されて混練される第1の押出機と、第1の押出機の後段に設置されて、第1の押出機から押出された溶融プラスチックにパーオキサイドを投入する第2の押出機と、を有する。そして、上記造粒機は、第1の押出機から押出された溶融プラスチックのMFRをインラインで測定し、上記測定された溶融プラスチックのMFRを基に、第2の押出機で投入するパーオキサイドの投入量を調整することで、所定のMFRを有するペレットを造粒できるとされている。
【先行技術文献】
【特許文献】
【0005】
特開2019-65092号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の造粒機によれば、廃プラスチックから所定のMFRや粘度を有するペレットを得ることができると期待される。しかし、特許文献1に記載の造粒機が第2の押出機で投入するパーオキサイドは、造粒されたペレットにも残留し得る。これらのパーオキサイドは、ペレット化された樹脂においては不純物となり、当該樹脂の物性を変化させてしまうことがある。
【0007】
上記問題に鑑み、本発明は、不要な不純物の添加を抑制しつつ、回収樹脂から所定の粘度を有する再生樹脂を得られる再生樹脂の製造方法、当該方法に使用できる混練装置、および当該方法を実施できるプログラムを提供することを目的とする。
【課題を解決するための手段】
【0008】
上記の課題を解決するための本発明の一態様は、下記[1]~[10]の再生樹脂の製造方法に関する。
[1]第1の混練機で回収樹脂を混練する第1の混練工程と、
前記第1の混練機で混練された前記回収樹脂の粘度を測定する測定工程と、
第2の混練機で、前記混練された回収樹脂と、ASTM D1238:2013に準拠して測定されるメルトフローレート(MFR)が0.1g/10分以上100g/10分以下である添加樹脂と、を混練して再生樹脂を得る第2の混練工程と、を有し、
前記第2の混練工程で混練される前記回収樹脂と前記添加樹脂との割合は、前記測定工程で測定された前記回収樹脂の粘度に応じて変化される、
再生樹脂の製造方法。
[2]前記第2の混練工程において、1種類の前記添加樹脂を前記第2の混練機に投入する、
[1]に記載の再生樹脂の製造方法。
[3]前記第1の混練工程において、前記測定工程で測定された前記回収樹脂の粘度に応じて、前記第1の混練機に投入する前記回収樹脂の量を変化させる、
[1]または[2]に記載の再生樹脂の製造方法。
[4]前記第2の混練工程において、前記測定工程で測定された前記回収樹脂の粘度に応じて、前記回収樹脂および前記添加樹脂の攪拌条件を変化させる、
[1]~[3]のいずれかに記載の再生樹脂の製造方法。
[5]前記第2の混練工程において、前記第2の混練機は、前記第2の混練機から押し出される再生樹脂の流量を調整する、
[1]~[4]のいずれかに記載の再生樹脂の製造方法。
[6]前記第2の混練工程において、前記再生樹脂に要求される特性に応じた添加剤を前記第2の混練機に投入する
[1]~[5]のいずれかに記載の再生樹脂の製造方法。
[7]前記第2の混練工程において、前記回収樹脂および前記添加樹脂を、3分以上30分以下の間、混練する、
[1]~[6]のいずれかに記載の再生樹脂の製造方法。
[8]前記回収樹脂は、ポリエチレン、ポリプロピレン、ポリアミド、ポリスチレン、アクリロニトリル・ブタジエン・スチレン共重合体、ポリ塩化ビニル、ポリカーボネート、およびポリエステルからなる群から選択される少なくとも1種の樹脂を含む、
[1]~[7]のいずれかに記載の再生樹脂の製造方法。
[9]前記第1の混練工程において混練される前記回収樹脂の量は、得られる前記再生樹脂の全体積に対して10体積%以上70体積%以下である、
[1]~[8]のいずれかに記載の再生樹脂の製造方法。
[10]得られる前記再生樹脂の全体積に対する、前記第1の混練工程において混練される前記回収樹脂の量の割合を算出する工程を含む、
[1]~[9]のいずれかに記載の再生樹脂の製造方法。
【0009】
上記の課題を解決するための本発明の他の態様は、下記[11]~[19]の再生樹脂の製造装置に関する。
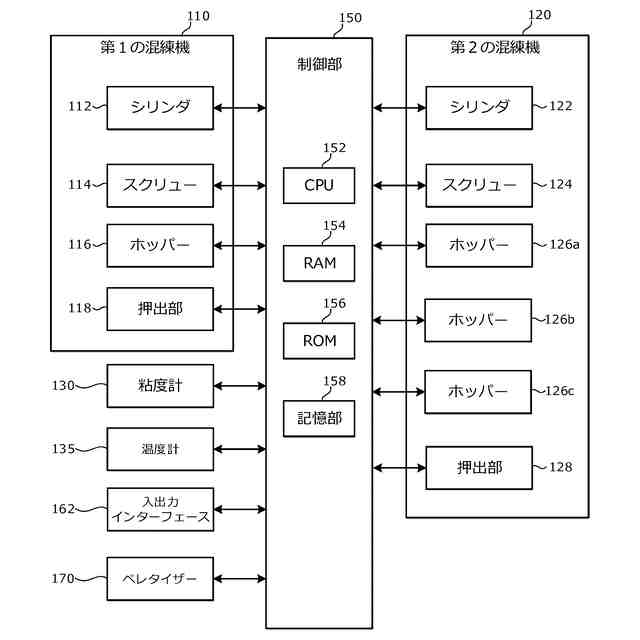
[11]回収樹脂を混練する第1シリンダを有する第1の混練機と、
前記第1の混練機で混練された前記回収樹脂の粘度を測定する粘度計と、
前記混練された回収樹脂と、ASTM D1238:2013に準拠して測定されるメルトフローレート(MFR)が0.1g/10分以上100g/10分以下である添加樹脂と、を混練して再生樹脂を製造する第2シリンダを有する第2の混練機と、を有し、
前記第2の混練工程で混練される前記回収樹脂と前記添加樹脂との割合を、前記測定工程で測定された前記回収樹脂の粘度に応じて変化させる、
再生樹脂の製造装置。
[12]前記第2の混練機は、1種類の前記添加樹脂を前記第2シリンダに投入する、
[11]に記載の再生樹脂の製造装置。
[13]前記第1の混練機は、前記粘度計が測定した前記回収樹脂の粘度に応じて、前記第1シリンダに投入する前記回収樹脂の量を変化させる、
[11]または[12]に記載の再生樹脂の製造装置。
[14]前記第2の混練機は、前記粘度計が測定した前記回収樹脂の粘度に応じて、前記回収樹脂の攪拌条件を変化させる、
[11]~[13]のいずれかに記載の再生樹脂の製造装置。
[15]前記第2の混練機は、流量調整機構を有し、
前記流量調整機構は、前記第2の混練機から押し出される再生樹脂の流量を調整する、
[11]~[14]のいずれかに記載の再生樹脂の製造装置。
[16]前記第2の混練機は、前記再生樹脂に要求される特性に応じた添加剤を前記第2シリンダに投入する
[11]~[15]のいずれかに記載の再生樹脂の製造装置。
[17]前記第1の混練機は、前記第1シリンダに投入する回収樹脂を貯蔵する貯蔵部と、を有し、
前記貯蔵部は、前記貯蔵部に貯蔵された前記回収樹脂を攪拌する攪拌機を有する、
[11]~[16]のいずれかに記載の再生樹脂の製造装置。
[18]前記貯蔵部は、前記第1シリンダの容量よりも大きい容積を有する、
[17]に記載の再生樹脂の製造装置。
[19]前記貯蔵部は、前記第1シリンダの容量よりも5倍以上大きい容積を有する、
[17]または[18]に記載の再生樹脂の製造装置。
【0010】
上記の課題を解決するための本発明の他の態様は、下記[20]~[21]のプログラムに関する。
[20]溶融混練された回収樹脂と、添加樹脂と、を混練して再生樹脂を製造する再生樹脂の製造装置における、前記回収樹脂と添加樹脂との添加量を決定するコンピュータに、
前記混練された回収樹脂の粘度に関する情報を受け取ることと、
前記受け取った粘度に関する情報に応じて、前記再生樹脂の粘度が目標粘度になるように、前記回収樹脂および前記再生樹脂の添加量を決定することと、
を実行させるプログラム。
[21]溶融混練される前の前記回収樹脂の状態に関する情報を受け取ることと、
前記製造された再生樹脂の品質に関する情報を受けることと、
前記受け取った回収樹脂の状態と、前記受け取った粘度と、を教師データとして、前記再生樹脂の品質を推定する推定モデルを機械学習により生成することと、
を実行する、
[20]に記載のプログラム。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
24日前
CKD株式会社
型用台車
8か月前
シーメット株式会社
光造形装置
8か月前
東レ株式会社
フィルムの製造方法
5か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
樹脂可塑化方法及び装置
7か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社FTS
ロッド
7か月前
株式会社カワタ
計量混合装置
3か月前
日機装株式会社
加圧システム
4か月前
株式会社FTS
成形装置
8か月前
株式会社シロハチ
真空チャンバ
9か月前
トヨタ自動車株式会社
射出装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社漆原
シートの成形方法
3か月前
株式会社不二越
射出成形機
4か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
4か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社不二越
射出成形機
2か月前
株式会社FTS
セパレータ
6か月前
株式会社不二越
射出成形機
4か月前
株式会社コスメック
射出成形装置
2か月前
株式会社リコー
画像形成システム
8か月前
三和合板株式会社
化粧板の製造装置
6日前
トヨタ自動車株式会社
3Dプリンタ
8か月前
東レ株式会社
溶融押出装置および押出方法
7か月前
日東工業株式会社
インサート成形機
8か月前
東レ株式会社
繊維強化プラスチック構造体
5日前
個人
ノズルおよび熱風溶接機
7か月前
日産自動車株式会社
成形装置
1か月前
トヨタ自動車株式会社
真空成形装置
3か月前
東レ株式会社
ペレット製造時の制御システム
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ