TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025090643
公報種別
公開特許公報(A)
公開日
2025-06-17
出願番号
2025033316,2021031679
出願日
2025-03-03,2021-03-01
発明の名称
タービンブレード用素材の製造方法
出願人
株式会社プロテリアル
代理人
主分類
B21J
1/04 20060101AFI20250610BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】Fe基合金製のタービンブレード用素材の製造方法において、熱間鍛造以降の製造条件を適正化することで、タービンブレード用素材の結晶粒をより一層、均一微細化することが可能で、機械的特性を改善可能なタービンブレード用素材の製造方法を提供する
【解決手段】析出硬化型ステンレス鋼またはマルテンサイト系ステンレス鋼の組成を有するFe基合金製の荒地を1ブローの熱間鍛造により根部と翼部とを有するタービンブレード形状に成形して熱間鍛造材とする熱間鍛造工程と、前記熱間鍛造材に450~900℃の温度範囲で加熱保持後、冷却する第1熱処理工程と、前記第1熱処理工程後の第1熱処理材に、980~1080℃の温度範囲で加熱保持後、冷却する第2熱処理工程の後、500~600℃の温度範囲で加熱保持後、冷却する第3熱処理工程と、を含み、前記第2熱処理工程の冷却は、前記翼部を断熱材で被覆するタービンブレード用素材の製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
析出硬化型ステンレス鋼またはマルテンサイト系ステンレス鋼の組成を有するFe基合金製の荒地を1ブローの熱間鍛造により根部と翼部とを有するタービンブレード形状に成形して熱間鍛造材とする熱間鍛造工程と、
前記熱間鍛造材に450~900℃の温度範囲で加熱保持後、冷却する第1熱処理工程と、
前記第1熱処理工程後の第1熱処理材に、980~1080℃の温度範囲で加熱保持後、冷却する第2熱処理工程の後、500~600℃の温度範囲で加熱保持後、冷却する第3熱処理工程と、を含み、
前記第2熱処理工程の冷却は、前記翼部を断熱材で被覆することを特徴とするタービンブレード用素材の製造方法。
続きを表示(約 66 文字)
【請求項2】
前記第3熱処理工程を2回以上繰返すことを特徴とする請求項1に記載のタービンブレード用素材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タービンブレード用素材の製造方法に関するものである。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
高温環境下で使用されるタービンブレードは、熱間鍛造により所定の形状に成形され、要求された特性を満足するように種々の熱処理が施される。タービンブレードに用いられる材質としては、Ni基合金、Ti基合金及びFe基合金等があり、それぞれ、適切な熱処理条件は異なるものとなる。このうち、ステンレス鋼等のFe基合金についても、種々の熱処理が必要となり、多くの提案がなされている。例えば、特開2016-166409号公報(特許文献1)には、鍛造プリフォーム(熱間鍛造材)に対して、約2000~2100°F(約1093~1149℃)の溶体化処理と約600°F(約315℃)の焼戻しを行うことが開示されている。また、特開2015-74822号公報(特許文献2)には、熱間鍛造後のステンレス部材(熱間鍛造材)を1000℃以上に加熱して溶体化処理を行い、冷却中のステンレス部材の温度差を小さくする冷却を行う発明がある。
【先行技術文献】
【特許文献】
【0003】
特開2016-166409号公報
特開2015-74822号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
熱間鍛造で所望の形状に成形したFe基合金製の熱間鍛造材を、溶体化処理(溶体化処理は「焼入れ」と称される場合があり、以後、本発明では「焼入れ」と記す)、焼戻しを行ってタービンブレード用素材とした場合、要求特性は満足しているものの、例えば、結晶粒径がやや大きかったり、強度と靭性のバランスがやや悪くなる傾向にあったりする問題があった。
前述したFe基合金製のタービンブレード用素材の発明は、焼入れや焼入れ以降の熱処理条件を制御して、タービンブレードに要求される特性や形状に調整することを目的とするものであり、従来から行われてきた提案は、その殆どがこの焼入れや焼入れ以降の熱処理に着目するものである。
しかしながら、上記の問題を解決するには、焼入れ以前の製造条件も含めて適正化することが重要であるが、焼入れ以前、すなわち、熱間鍛造以降の製造条件の適正化については、検討が不十分であるのが現状である。
本発明の目的は、Fe基合金製のタービンブレード用素材の製造方法において、熱間鍛造以降の製造条件を適正化することで、タービンブレード用素材の結晶粒をより一層、均一微細化することが可能で、機械的特性を改善可能なタービンブレード用素材の製造方法を提供することである。
【課題を解決するための手段】
【0005】
本発明は上述した課題に鑑みてなされたものである。
すなわち本発明は、析出硬化型ステンレス鋼またはマルテンサイト系ステンレス鋼の組成を有するFe基合金製の荒地を1ブローの熱間鍛造により根部と翼部とを有するタービンブレード形状に成形して熱間鍛造材とする熱間鍛造工程と、前記熱間鍛造材に450~900℃の温度範囲で加熱保持後、冷却する第1熱処理工程と、前記第1熱処理工程後の第1熱処理材に、980~1080℃の温度範囲で加熱保持後、冷却する第2熱処理工程の後、500~600℃の温度範囲で加熱保持後、冷却する第3熱処理工程と、を含み、前記第2熱処理工程の冷却は、前記翼部を断熱材で被覆するタービンブレード用素材の製造方法である。
本発明においては、第3熱処理工程を2回以上繰返すことが好ましい。
【発明の効果】
【0006】
本発明によれば、熱間鍛造以降の製造条件を適正化することで、タービンブレード用素材の結晶粒をより一層、均一微細化することが可能で、機械的特性を改善することができる。
【図面の簡単な説明】
【0007】
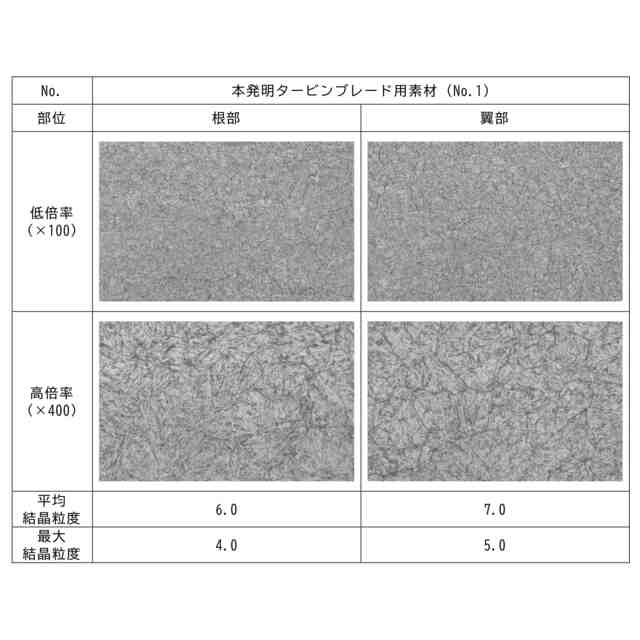
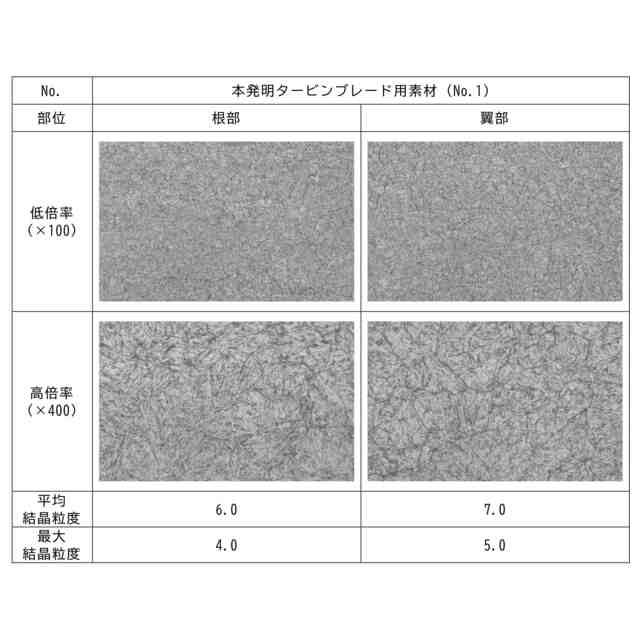
本発明のタービンブレード用素材(No.1)の断面金属組織である。
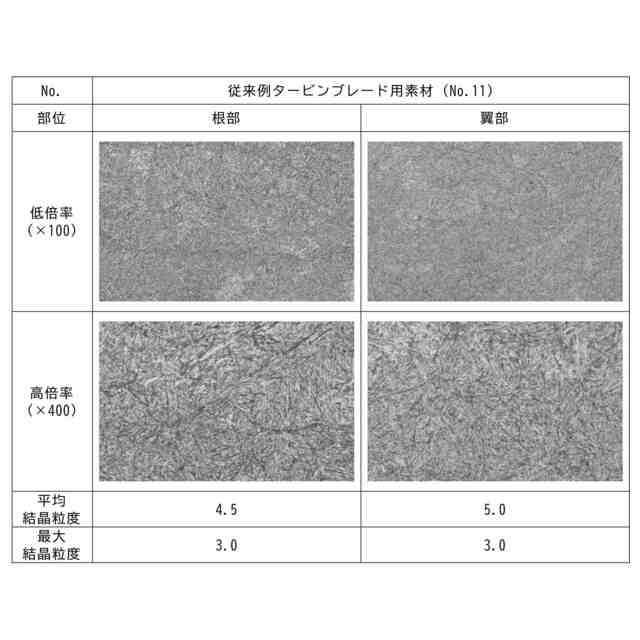
従来例のタービンブレード用素材(No.11)の断面金属組織である。
【発明を実施するための形態】
【0008】
先ず、本発明で規定する用語について説明しておく。
本発明が対象とする「Fe基合金」とは、含有する成分のなかで、Feを最も含むものを言い、典型的な材質しては析出硬化型ステンレス鋼やマルテンサイト系ステンレス鋼の組成を有する合金である。また、本発明で言う「熱間鍛造材」とは、熱間鍛造により所定の形状に成形したものであって、第1熱処理工程に供する素材となるものである。例えば、熱間鍛造後にばり取り等の形状調整を行ったものも熱間鍛造材である。また、「タービンブレード用素材」とは、本発明で規定する第3熱処理工程を終了したものを言う。
以下、本発明について、製造工程の順に説明する。
【0009】
<熱間鍛造工程>
先ず、所定の形状に成形されたFe基合金製の荒地を準備する。準備した荒地表面はガラス潤滑剤で被覆しておくのが好ましい。ガラス潤滑剤で被覆することで熱間鍛造用素材の保温効果や鍛造用素材と金型との摩擦係数を下げることによる潤滑性向上、加熱によるスケール生成の抑制などの利点がある。被覆するガラス潤滑剤の厚さは300~450μm程度でよく、荒地全体に被覆するのが好ましい。そして、所定の温度に加熱する。熱間鍛造温度の範囲は、Fe基合金の組成によって、やや異なる場合があるが、析出硬化型ステンレス鋼やマルテンサイト系ステンレス鋼の場合であれば、おおよそ950~1100℃の範囲であれば良い。
加熱後の荒地(鍛造用素材)を熱間鍛造装置の下型上に載置して、上型と下型とによってタービンブレード形状に成形して熱間鍛造材とする。用いる熱間鍛造装置は特に限定しないが、全長が40インチ以上のタービンブレード用素材とするには、油圧式熱間鍛造装置であれば良い。油圧式熱間鍛造装置であれば、1ブロー(1回の押圧)でタービンブレード形状に成形を行うことが可能である。1ブローの熱間鍛造で成形すると鍛造条件が安定することで、多ヒート成形品と比較し、より安定した引張強度及び延性が得られる。また、複数回の加熱を行う必要がないため、粗大粒成長を抑えられ、結晶粒がより一層、均一微細なマルテンサイト組織とすることができ、タービンブレードで厳しく要求されている結晶粒度規定や機械的特性の改善に効果がある。また、1ブロー成形は多ヒート成形に比べ、生産性の向上や環境負荷低減の効果が得られるため、1ブローの熱間鍛造を適用する。
【0010】
<第1熱処理工程>
次に、本発明では、前記熱間鍛造材に対して、450~900℃℃の温度範囲で加熱保持後、冷却する第1熱処理工程を行う。タービンブレード形状に成形された熱間鍛造材はマルテンサイト変態が生じ、高強度、低靭性な状態となり、熱間鍛造ままで放置すると焼割れを生じる可能性がある。そのため、熱間鍛造終了後、熱間鍛造材の表面温度が50~150℃となった熱間鍛造材に対して、第1熱処理工程を適用する。この第1熱処理工程の温度が450℃未満であると、焼割れを防止することができない。また、900℃を超える温度域では鍛造割れ防止の効果は飽和する。また、900℃を超える温度域では、第1熱処理工程において粒成長が生じる可能性があり、その粗大粒は第2熱処理以降も残存し、狙いの機械的特性が得られない場合がある。そのため、第1熱処理工程の温度範囲は450~900℃とする。
本発明において、第1熱処理工程の加熱保持時間は特に規定しないが、おおよそ3~6時間であれば良い。また、鍛造後熱処理工程の冷却は、空冷または空冷よりも遅い冷却速度で冷却するのが好ましい。これは空冷より速い速度で冷却すると冷却速度が不均一となり熱間鍛造材に変形が生じる可能性がある。好ましくは、空冷よりも遅い冷却度の炉冷を適用するのが良い。炉冷であれば、熱間鍛造材の割れをより確実に防止しつつ、熱間鍛造材の変形も抑制することができる。なお、この第1熱処理工程後の中間素材を「第1熱処理材」と記す。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
3か月前
個人
ヘッダー加工機
13日前
株式会社プロテリアル
鍛造装置
5か月前
株式会社オプトン
曲げ加工装置
3か月前
トヨタ自動車株式会社
金型装置
5か月前
株式会社不二越
NC転造盤
3か月前
トヨタ紡織株式会社
プレス装置
1か月前
株式会社西田製作所
パンチャーヘッド
1か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
12日前
工機ホールディングス株式会社
ニブラ
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
28日前
株式会社アマダ
曲げ加工機
2日前
日産自動車株式会社
逐次成形方法
4か月前
株式会社TMEIC
監視装置
2か月前
株式会社トラバース
パンチング加工装置
1か月前
株式会社アマダ
曲げ加工機
3か月前
加藤軽金属工業株式会社
押出材の加工装置
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
株式会社不二越
転造加工用平ダイス
2か月前
株式会社吉野機械製作所
プレス機械
4か月前
株式会社カネミツ
筒張出部形成方法
4か月前
株式会社三明製作所
転造装置
4か月前
トヨタ紡織株式会社
プレス金型装置
1か月前
株式会社吉野機械製作所
プレス機械
今日
浙江飛剣工貿有限公司
二重片口の製造方法
6日前
本田技研工業株式会社
鍛造用金型
3か月前
株式会社エナテック
製品分離システム
3か月前
トヨタ自動車株式会社
熱間鍛造用金型
5か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
東洋製罐株式会社
有底筒状体加工装置
5か月前
株式会社カネミツ
歯付円筒体形成方法
4か月前
日本製鉄株式会社
圧延装置
3か月前
日本製鉄株式会社
圧延装置
3か月前
トックス プレソテクニック株式会社
接合装置
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































