TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025089923
公報種別
公開特許公報(A)
公開日
2025-06-16
出願番号
2023204902
出願日
2023-12-04
発明の名称
セレーション加工装置、セレーション加工方法及びボルト
出願人
株式会社メイドー
代理人
個人
,
個人
,
個人
主分類
B21J
13/02 20060101AFI20250609BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ブランク材の外面へのセレーション加工を鍛造によって簡易に施すことができるセレーション加工装置、セレーション加工方法及びボルトを提供する。
【解決手段】セレーション加工装置1は、ブランク材41に打撃力を加えるパンチ10と、ブランク材41の外面にセレーション45を形成するダイス20と、ダイス20を収容して支持するホルダ30と、を備える。ダイス20は、ブランク材41が打ち込まれる孔部21と、孔部21内に配された加工歯22とを備え、ホルダ30は、衝撃が加わったダイス20を衝撃の方向へ移動させるフローティング構造31と、衝撃を吸収する衝撃吸収構造32とを備え、ダイス20は、ブランク材41が当接される当接部23にブランク材41が当接された状態でパンチ10の打撃力による衝撃が加わり、その衝撃をフローティング構造31及び衝撃吸収構造32で吸収する。
【選択図】図3
特許請求の範囲
【請求項1】
金属製のブランク材にセレーションを鍛造加工するセレーション加工装置であって、
前記ブランク材に打撃力を加えるパンチと、
前記ブランク材に前記セレーションを形成するダイスと、
前記ダイスを収容して支持するホルダと、を備え、
前記ダイスが、前記ブランク材が打ち込まれる孔部と、前記孔部内に配された加工歯とを備え、
前記ホルダが、前記打撃力による衝撃が加わった前記ダイスを前記衝撃の方向へ移動させるフローティング構造と、前記衝撃を吸収する衝撃吸収構造とを備えることを特徴とするセレーション加工装置。
続きを表示(約 1,000 文字)
【請求項2】
前記フローティング構造は、前記ダイスを支持する支持部材と、前記ダイスの移動方向をガイドするガイド部材とを有する請求項1に記載のセレーション加工装置。
【請求項3】
前記衝撃吸収構造は、前記ダイスと前記ホルダとの間に配設された弾性部材を有する請求項1に記載のセレーション加工装置。
【請求項4】
前記ダイスは、前記ブランク材が当接される当接部を備え、
前記当接部に前記ブランク材が当接された状態で前記パンチの前記打撃力による衝撃が前記ダイスへ加わる請求項1に記載のセレーション加工装置。
【請求項5】
前記当接部と前記加工歯との間隔が0.1mm以上5mm以下である請求項4に記載のセレーション加工装置。
【請求項6】
金属製のブランク材にセレーションを鍛造加工するセレーション加工方法であって、
パンチで打撃した前記ブランク材をダイスに打ち込んで塑性変形させることにより前記セレーションを形成する鍛造工程を備え、
前記鍛造工程は、
前記パンチの打撃によって前記ダイスに衝撃が加わる場合に前記ダイスを衝撃が加わる方向へ移動させる第1工程と、
前記ダイスに加わる前記衝撃を吸収する第2工程とを含むことを特徴とするセレーション加工方法。
【請求項7】
前記第1工程及び前記第2工程は、前記鍛造工程を終了する段階で実行される請求項6に記載のセレーション加工方法。
【請求項8】
前記第1工程は、
前記ダイスに打ち込まれた前記ブランク材を前記ダイスと当接させる工程と、
前記ダイスと当接した前記ブランク材が前記パンチによる打撃を前記ダイスに前記衝撃として加える工程とを有する請求項6に記載のセレーション加工方法。
【請求項9】
請求項1に記載のセレーション加工装置を使用し、金属製のブランク材にセレーションを鍛造加工して製造されたボルトであって、
軸状の本体部と、前記本体部の一端部に設けられた頭部と、を備え、
前記本体部が一端部の外面に、複数の前記セレーションからなるセレーション部と、前記セレーション部と前記頭部との間に不完全な形状のセレーションを複数設けてなる不完全セレーション部とを有することを特徴とするボルト。
【請求項10】
前記不完全セレーション部の幅長が0.1mm以上5mm以下である請求項9に記載のボルト。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボルト等の素材である金属製のブランク材にセレーションを鍛造加工するセレーション加工装置、セレーション加工方法及びボルトに関するものである。
続きを表示(約 4,200 文字)
【背景技術】
【0002】
ボルトやスリーブ等には、相手物に対してねじりトルクによる滑りを防止して固定するために外面や内面に鋸歯状の縦溝を形成するセレーション加工が施されることがある。セレーション加工が施されるボルトとしては、例えば、自動車においてタイヤを装着するハブを相手物として、ハブの取付孔に挿通して取り付けられるハブボルトを挙げることができる。ハブボルトは、軸状の本体部を有しており、本体部の両端部のうちハブの取付孔への挿入方向で先端側となる一端部を先端部とし、他端部を基端部とした場合、基端部の外面に複数のセレーション(45)が形成されている(例えば、図2(e)参照)。セレーション(45)が形成されたハブボルトは、ハブの取付孔に圧入させることで、ハブと嵌合されて、タイヤ装着時にハブボルトにホイールナットを締結する際のハブボルトとホイールナットの供回りを防止する供回り防止機能を発揮する。
セレーションの基端部は、先端部等と比べて幅狭で溝深さを浅くする等のように、不完全な形状に形成された不完全セレーション部(47)とされている。不完全セレーション部(47)は、複数のセレーション同士でセレーションの伸び方向における幅長(例えば、図2(d)に幅長Wで示す)に寸法的なばらつきがあると、ボルトをハブ等の相手物と十分に嵌合させることができず、供回り防止機能を満足して発揮することができない。よって、セレーション加工では、不完全セレーション部(47)を所定の幅長で形成する際に生じる誤差が所定範囲内におさまるような加工精度を要求されている。
通常、ボルト等の素材であるブランク材の外面へのセレーション加工は、生産効率の観点から、転造によって行われている。転造とは、ブランク材をその軸線を中心に回転させながら成形型である転造ダイスに押し当てて、ブランク材の外面を塑性変形させる加工法である。
一方、スリーブ等のようなブランク材の内面へのセレーション加工は、転造による加工が不可能であるため、鍛造によって行われている。特許文献1には、スリーブなどの筒状体からなるブランク材の内面にセレーションを形成する鍛造に関する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2001-1102号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
転造によるセレーション加工は、量産に適した加工法であるものの、転造ダイスに対してブランク材が転動することで、形成された各セレーションの不完全セレーション部の幅長に誤差が生じ易い傾向がある。近時のセレーション加工では、不完全セレーション部の幅長をごく僅かな幅で抑えることで寸法的なばらつきを抑えるように要求される場合があり、その場合、転造によるセレーション加工では要求品質を満たすことが困難になる。
不完全セレーション部の幅長をごく僅かな幅で抑える等のように高水準の加工精度を要請される場合、鍛造によるセレーション加工は、転造に比べて加工精度の向上を図りやすく、望ましい加工法である。
特許文献1には、スリーブ等のようなブランク材の内面へのセレーション加工は記載されているが、ボルト等のようなブランク材の外面へのセレーション加工について記載されていない。また、鍛造によるセレーション加工おいても、不完全セレーション部の幅長を常にごく僅かな幅で抑えることは、管理として厳しいし煩雑である。
【0005】
そこで、本発明は、ブランク材の外面へのセレーション加工を鍛造によって簡易に施すことができるセレーション加工装置、セレーション加工方法及びボルトの提供を課題とするものである。
【課題を解決するための手段】
【0006】
上記問題を解決するために、請求項1に記載の発明は、金属製のブランク材にセレーションを鍛造加工するセレーション加工装置であって、
前記ブランク材に打撃力を加えるパンチと、
前記ブランク材に前記セレーションを形成するダイスと、
前記ダイスを収容して支持するホルダと、を備え、
前記ダイスが、前記ブランク材が打ち込まれる孔部と、前記孔部内に配された加工歯とを備え、
前記ホルダが、前記打撃力による衝撃が加わった前記ダイスを前記衝撃の方向へ移動させるフローティング構造と、前記衝撃を吸収する衝撃吸収構造とを備えることを要旨とする。
請求項2に記載の発明は、請求項1の記載において、前記フローティング構造は、前記ダイスを支持する支持部材と、前記ダイスの移動方向をガイドするガイド部材とを有することを要旨とする。
請求項3に記載の発明は、請求項1の記載において、前記衝撃吸収構造は、前記ダイスと前記ホルダとの間に配設された弾性部材を有することを要旨とする。
請求項4に記載の発明は、請求項1の記載において、前記ダイスは、前記ブランク材が当接される当接部を備え、
前記当接部に前記ブランク材が当接された状態で前記パンチの前記打撃力による衝撃が前記ダイスへ加わることを要旨とする。
請求項5に記載の発明は、請求項4の記載において、前記当接部と前記加工歯との間隔が0.1mm以上5mm以下であることを要旨とする。
請求項6に記載の発明は、金属製のブランク材にセレーションを鍛造加工するセレーション加工方法であって、
パンチで打撃した前記ブランク材をダイスに打ち込んで塑性変形させることにより前記セレーションを形成する鍛造工程を備え、
前記鍛造工程は、
前記パンチの打撃によって前記ダイスに衝撃が加わる場合に前記ダイスを衝撃が加わる方向へ移動させる第1工程と、
前記ダイスに加わる前記衝撃を吸収する第2工程とを含むことを要旨とする。
請求項7に記載の発明は、請求項6の記載において、前記第1工程及び前記第2工程は、前記鍛造工程を終了する段階で実行されることを要旨とする。
請求項8に記載の発明は、請求項6の記載において、前記第1工程は、
前記ダイスに打ち込まれた前記ブランク材を前記ダイスと当接させる工程と、
前記ダイスと当接した前記ブランク材が前記パンチによる打撃を前記ダイスに前記衝撃として加える工程とを有することを要旨とする。
請求項9に記載の発明は、請求項1に記載のセレーション加工装置を使用し、金属製のブランク材にセレーションを鍛造加工して製造されたボルトであって、
軸状の本体部と、前記本体部の一端部に設けられた頭部と、を備え、
前記本体部が一端部の外面に、複数の前記セレーションからなるセレーション部と、前記セレーション部と前記頭部の間に不完全な形状のセレーションを複数設けてなる不完全セレーション部とを有することを要旨とする。
請求項10に記載の発明は、請求項9の記載において、前記不完全セレーション部の幅長が0.1mm以上5mm以下であることを要旨とする。
請求項11に記載の発明は、請求項9の記載において、前記頭部が、座面の前記本体部と近接する位置に凹状溝を有することを要旨とする。
請求項12に記載の発明は、請求項11の記載において、前記凹状溝の深さが0.1mm以上であることを要旨とする。
【発明の効果】
【0007】
本発明は、ホルダが、パンチの打撃力による衝撃が加わったダイスを衝撃の方向へ移動させるフローティング構造と、前記衝撃を吸収する衝撃吸収構造とを備えているので、ブランク材の外面へのセレーション加工を鍛造によって簡易に施すことができる。
【図面の簡単な説明】
【0008】
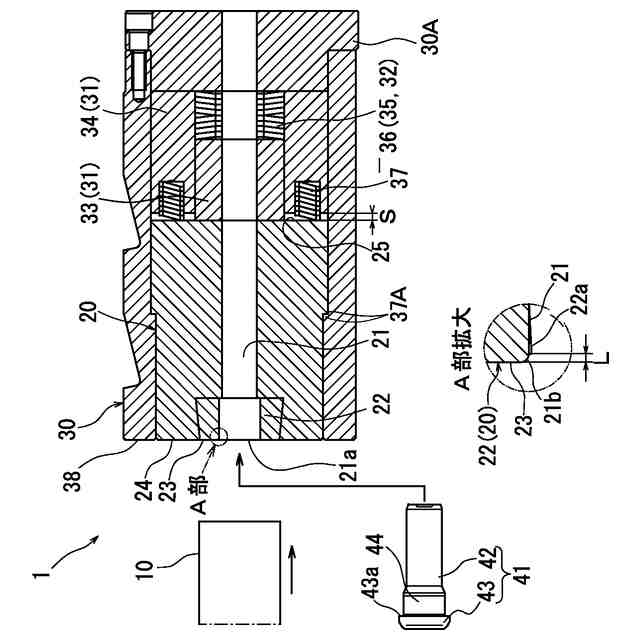
本発明の実施形態のセレーション加工装置の断面図である。
(a)~(c)はブランク材を鍛造加工で得る工程を示す正面図であり、(d)はセレーション加工が施されたブランク材を示す正面図であり、(e)はブランク材から得られたボルトを示す正面図である。
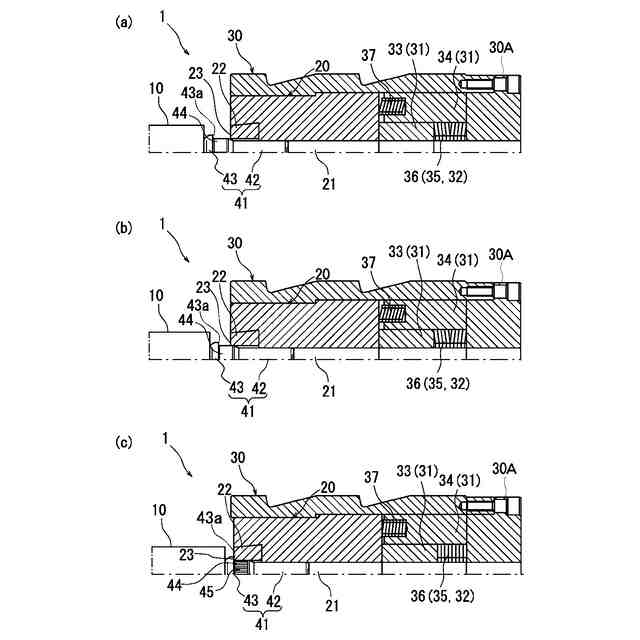
(a)~(c)はセレーション加工装置によりブランク材にセレーションを形成する工程を示す断面図である。
ブランク材の頭部の座面に形成された凹状溝を示す正面図である。
ボルトを相手材の取付孔に取り付ける際に生じる削りカスを凹状溝に収容する状況を示す正面図である。
(a)、(b)は筒状体のブランク材の外面にセレーションを形成するセレーション加工装置の断面図である。
【発明を実施するための形態】
【0009】
ここで示される事項は例示的なものおよび本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
【0010】
〔1〕セレーション加工装置
本発明のセレーション加工装置は、金属製のブランク材にセレーションを鍛造加工する装置である。
図1に示すように、セレーション加工装置1は、ブランク材41に打撃力を加える可動型のパンチ10と、ブランク材41にセレーション45を形成する固定型のダイス20と、ダイス20を収容して支持するホルダ30と、を備えている。
なお、ブランク材は、特に説明がない限り、具体例として図2(c)に示される形状のもの、つまり、軸状の本体部42と、本体部42の一端(基端)に設けられた頭部43とを有する略ボルト形状のブランク材41を挙げるものとする。このブランク材41において、本体部42は、一端部である基端部44が他の部位に比べて太径に形成されており、セレーション45は、図2(d)に示されるように、基端部44の外面に形成される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社メイドー
セレーション加工装置、セレーション加工方法及びボルト
2日前
個人
棒鋼連続引抜装置
3か月前
個人
ヘッダー加工機
13日前
株式会社プロテリアル
鍛造装置
5か月前
トヨタ自動車株式会社
金型装置
5か月前
株式会社オプトン
曲げ加工装置
3か月前
株式会社不二越
NC転造盤
3か月前
トヨタ紡織株式会社
プレス金型
12日前
トヨタ紡織株式会社
プレス装置
1か月前
株式会社西田製作所
パンチャーヘッド
1か月前
トヨタ紡織株式会社
プレス金型
2か月前
工機ホールディングス株式会社
ニブラ
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
28日前
日産自動車株式会社
逐次成形方法
4か月前
株式会社アマダ
曲げ加工機
2日前
株式会社アマダ
曲げ加工機
3か月前
株式会社トラバース
パンチング加工装置
1か月前
株式会社TMEIC
監視装置
2か月前
株式会社吉野機械製作所
プレス機械
今日
株式会社カネミツ
筒張出部形成方法
4か月前
トヨタ紡織株式会社
プレス金型装置
1か月前
株式会社三明製作所
転造装置
4か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
株式会社不二越
転造加工用平ダイス
2か月前
加藤軽金属工業株式会社
押出材の加工装置
3か月前
株式会社吉野機械製作所
プレス機械
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
6日前
株式会社カネミツ
歯付円筒体形成方法
4か月前
本田技研工業株式会社
鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社エナテック
製品分離システム
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2か月前
トックス プレソテクニック株式会社
接合装置
3か月前
日本製鉄株式会社
圧延装置
3か月前
日本製鉄株式会社
圧延装置
3か月前
株式会社IKS
滑り止め構造
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ

































