TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025089129
公報種別
公開特許公報(A)
公開日
2025-06-12
出願番号
2023204149
出願日
2023-12-01
発明の名称
タイヤ成型用金型
出願人
株式会社ブリヂストン
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
33/02 20060101AFI20250605BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】周方向分割開閉方式のタイヤ成型用金型から加硫成型後のタイヤを取り出す際におけるタイヤの変形を防止して、タイヤの取り出しをスムーズに行うことができるとともに、加硫機の持つ能力を最大限に発揮させることができるタイヤ成型用金型を提供する。
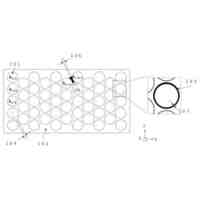
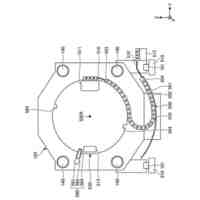
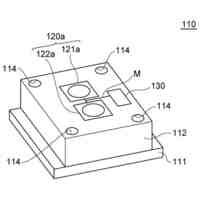
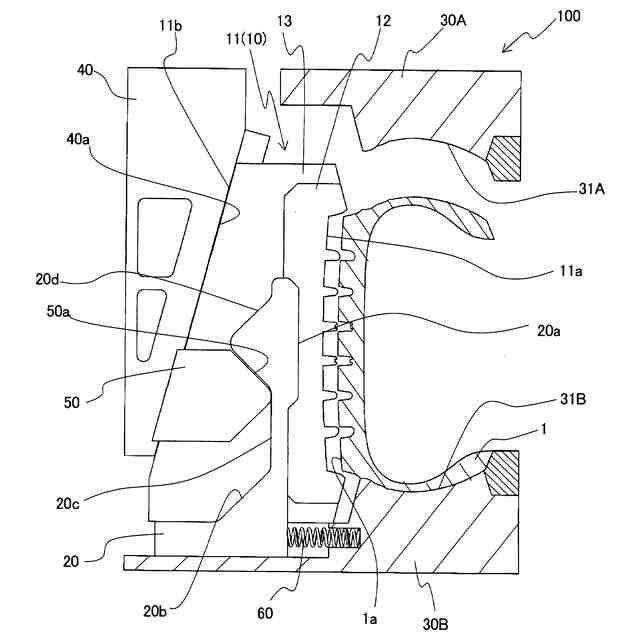
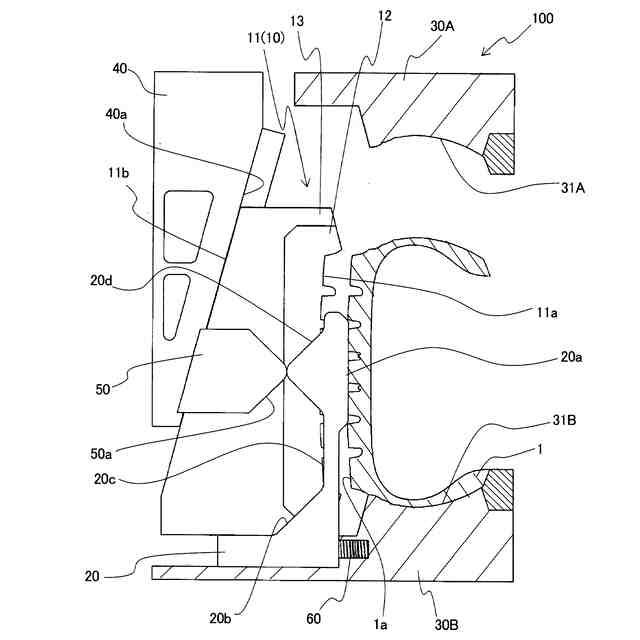
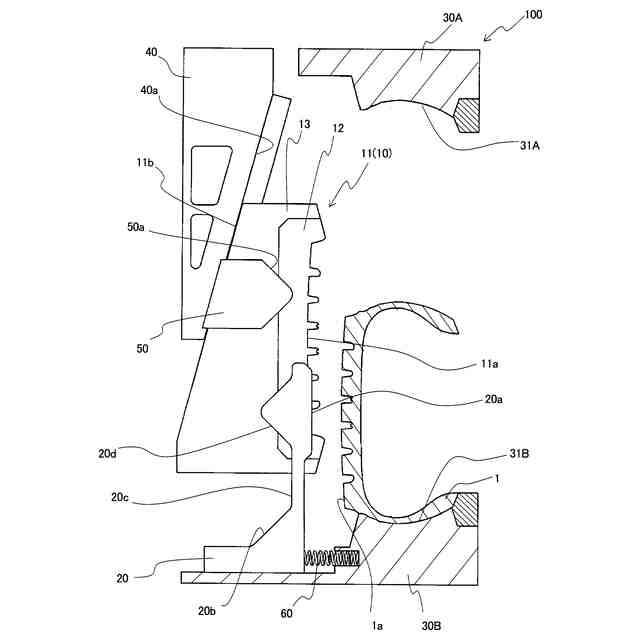
【解決手段】タイヤ1のトレッド面1aを成型する円環状のトレッド成型部10を備え、トレッド成型部10が周方向に複数のセグメント11に分割されており、複数のセグメント11を径方向に移動させて開閉動作を行うタイヤ成型用金型である。複数のセグメント11が径方向最内側の位置から径方向外側に移動するに伴い、複数のセグメント11同士の隙間から、セグメント11のトレッド意匠面11aよりも径方向内側に突出する、押圧部材20を備える。
【選択図】図1
特許請求の範囲
【請求項1】
タイヤのトレッド面を成型する円環状のトレッド成型部を備え、該トレッド成型部が周方向に複数のセグメントに分割されており、該複数のセグメントを径方向に移動させて開閉動作を行うタイヤ成型用金型であって、
前記複数のセグメントが径方向最内側の位置から径方向外側に移動するに伴い、該複数のセグメント同士の隙間から、該セグメントのトレッド意匠面よりも径方向内側に突出する、押圧部材を備えることを特徴とするタイヤ成型用金型。
続きを表示(約 690 文字)
【請求項2】
前記押圧部材が、平板状であって、前記トレッド成型部の軸方向に対し平行に配置されている請求項1記載のタイヤ成型用金型。
【請求項3】
前記押圧部材のうち径方向内側に位置する押圧部の、前記トレッド成型部の軸方向に沿った長さが、前記タイヤの幅の1/4~2/3である請求項1記載のタイヤ成型用金型。
【請求項4】
前記押圧部材を、周方向において3箇所以上に備える請求項1記載のタイヤ成型用金型。
【請求項5】
前記押圧部材を、周方向において等間隔で備える請求項4記載のタイヤ成型用金型。
【請求項6】
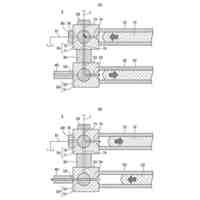
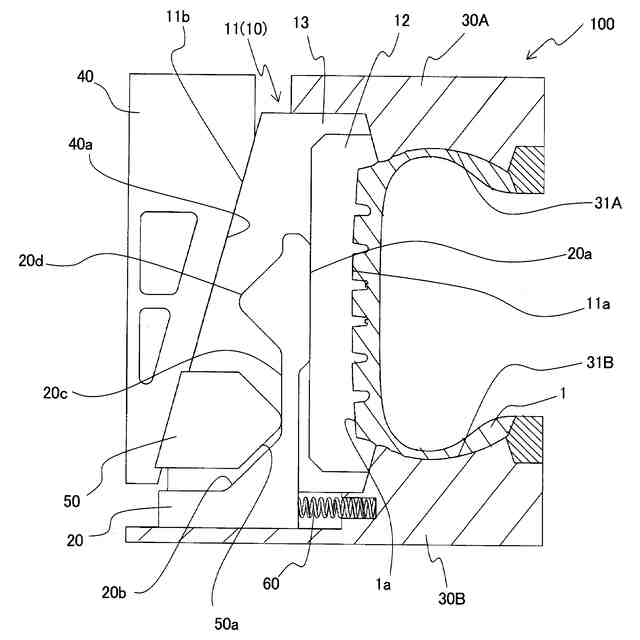
前記複数のセグメントを径方向に移動させる駆動機構として、該セグメントの径方向外側に円環状のアウターリングを備えるとともに、該アウターリングに固定されて該アウターリングの径方向内側に突出するカム部材を備え、
前記押圧部材が、前記カム部材の径方向内側に、該カム部材と係合可能に配置され、
前記アウターリングが、前記セグメントの径方向外側に設けられたテーパー面に沿って該セグメントに対し相対移動することで、該セグメントおよび前記押圧部材を径方向に移動させる請求項1記載のタイヤ成型用金型。
【請求項7】
前記カム部材と前記押圧部材とが、それぞれ径方向に相対して突出する突出部を有し、前記アウターリングの前記セグメントに対する相対移動に伴い、前記トレッド成型部の軸方向における該一対の突出部の位置が重なることで、該押圧部材が径方向内側に移動する請求項6記載のタイヤ成型用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車等に用いられるタイヤの製造に使用されるタイヤ成型用金型(以下、単に「金型」とも称する)に関し、詳しくは、タイヤ成型用金型で加硫・成型された製品タイヤを取り出す際のタイヤ脱型技術に関する。また、本発明は、複雑な意匠を備えるトレッドパターンを有し、タイヤ表面のゴムから金型を引き抜く際のいわゆるアンダーカット外しの抵抗が大きなタイヤであっても、加硫機からタイヤを取り出しやすくすることができるタイヤ成型用金型の構造の改良技術に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
自動車等で使用するタイヤを製造する際に使用されるタイヤ成型用金型として、タイヤのトレッド面を成型する円環状のトレッド成型部が、周方向に分割された複数のセグメントからなるものが知られている。このような金型としては、セグメントの径方向外側にテーパー面を設け、その外周側に、これに係合するテーパー面が径方向内側に設けられた円環状のアウターリングを配置して、このアウターリングの上下動により金型を開閉するタイプのものが多く、例えば、アウターリングを上下動させる力をセグメントの径方向の力に変換して、金型の開閉動作を行っている。
【0003】
タイヤ成型用金型に係る先行技術としては、例えば、特許文献1に、タイヤ側部を成形する上金型部分および下金型部分の外周縁部に設けた突起部と、タイヤトレッド部を成形すべく円周方向に分割されたトレッド金型部分の上下に設けた突起部と、を嵌合させることにより、タイヤ内部に導入された加硫媒体の圧力が作用したときの上下金型部分の離反を阻止し、かつ、トレッド金型部分を昇降シリンダの保持力で型閉鎖時の状態に把持してタイヤを加硫するように構成したタイヤ加硫装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2000-326332号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
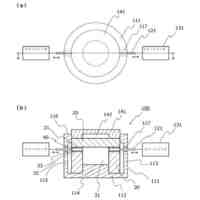
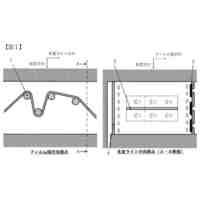
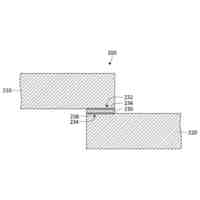
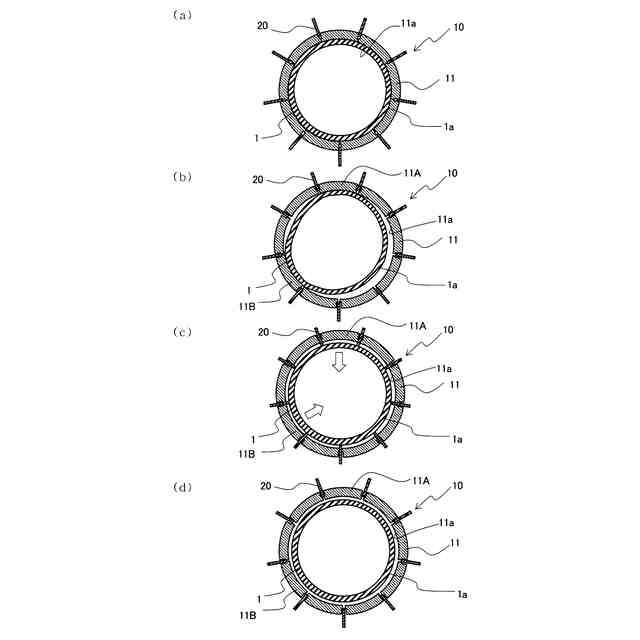
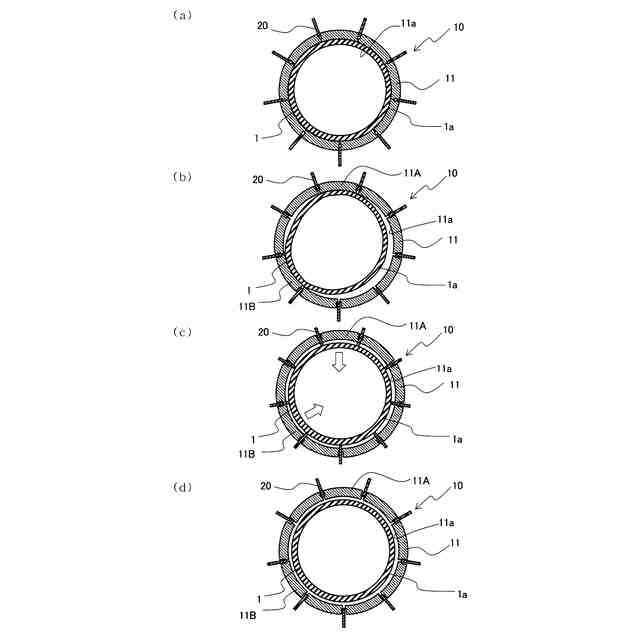
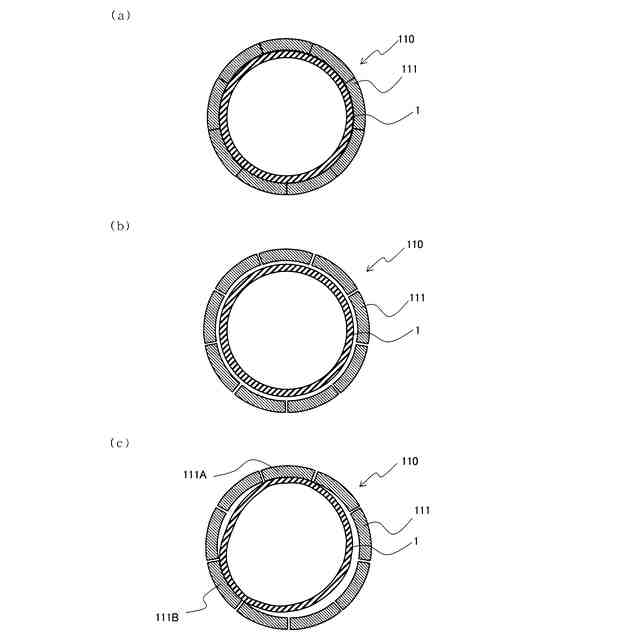
図3は、上述した周方向分割開閉方式のタイヤ成型用金型から加硫成型後のタイヤを取り出す際における脱型不良の発生状況を、径方向断面において概略的に示す説明図である。周方向分割開閉方式のタイヤ成型用金型から加硫成型後のタイヤを取り出す際には、図3に示すように、(a)金型110を構成する複数のセグメント111が同時にタイヤ周方向外側に向かって移動することで、(b)セグメント111が、密着していたタイヤ1の表面から離れて、タイヤ1が取り出せる状態となる。
【0006】
しかしながら、この際、同図(c)に示すように、タイヤ1が脱型途中で変形してしまい、複数のセグメント111のうちの一部、図示する例では2つのセグメント111A,111Bにおいてタイヤ1が脱型されない状態となって、金型110からタイヤ1を取り出せない場合があった。
【0007】
そこで、本発明の目的は、周方向分割開閉方式のタイヤ成型用金型から加硫成型後のタイヤを取り出す際におけるタイヤの変形を防止して、タイヤの取り出しをスムーズに行うことができるとともに、加硫機の持つ能力を最大限に発揮させることができるタイヤ成型用金型を提供することにある。
【課題を解決するための手段】
【0008】
タイヤ成型用金型から加硫成型後のタイヤを取り出す際には、タイヤに密着した金型をタイヤ表面から引き剥がす、いわゆる密着外しの際と、タイヤの溝形状に相当するトレッド部のパターン部分でタイヤ表面のゴム部分から金型を引き抜く、いわゆるアンダーカット外しの際に、二つの脱型力のピークが存在することが一般的である。そのため、タイヤの取り出しは、これら二つの脱型力のピーク値を考慮して行われる。
【0009】
図3(c)におけるような脱型時におけるタイヤの変形は、2つのセグメント111A,111Bがタイヤ1と密着しやすい状態となったこと、または、2つのセグメント111A,111Bにおいてタイヤ1との密着外し若しくはアンダーカット外しのために必要な脱型力が大きくなったことが直接的な原因と考えられる。但し、間接的な要因として、加硫機を介して金型に印加している外力、すなわち、油圧シリンダー等による軸力が、タイヤの変形によりロスしてしまい、充分な脱型力を発現できていない点があると考えられる。
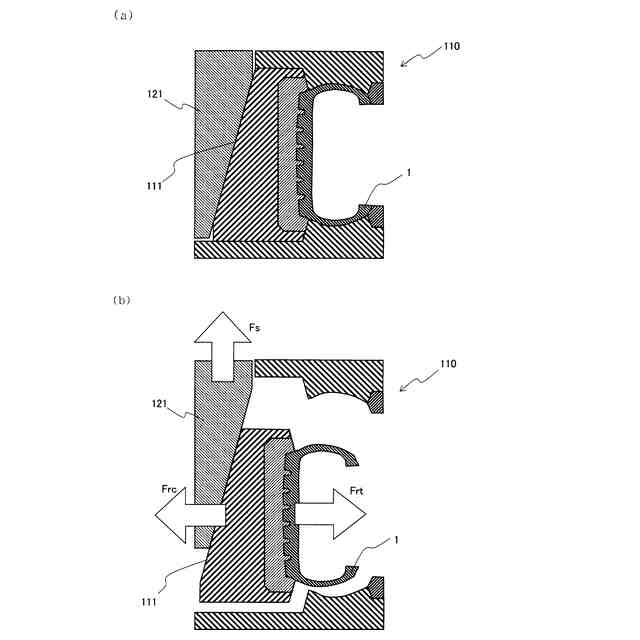
【0010】
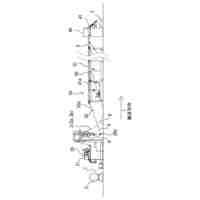
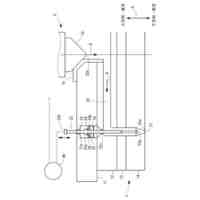
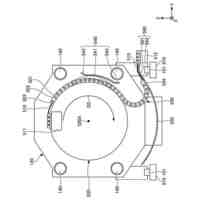
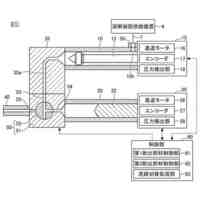
図4は、加硫機におけるタイヤ成型用金型の開動作に係る説明図である。加硫機における金型110の開動作は、図4(a),(b)に示すように、油圧シリンダー等によるコンテナ軸力Fsがアウターリング121に上昇力ないし上昇変位を与え、これがアウターリング121および金型110を構成するセグメント111の傾斜面構造(カム構造)により90度曲がった径方向に変換された形で、型開き力Frcとしてセグメント111に印加されることにより行われるが、タイヤの脱型力そのものは、タイヤ側の反力Frtが支配している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
フィルムの製造方法
2か月前
日機装株式会社
加圧システム
1か月前
株式会社カワタ
計量混合装置
22日前
株式会社漆原
シートの成形方法
19日前
トヨタ自動車株式会社
射出装置
3か月前
東レ株式会社
樹脂フィルムの製造方法
22日前
株式会社コスメック
射出成形装置
16日前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
16日前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社不二越
射出成形機
2か月前
トヨタ自動車株式会社
真空成形装置
1か月前
株式会社コスメック
磁気クランプ装置
3か月前
帝人株式会社
複数の孔を有する成形品
1か月前
シチズンファインデバイス株式会社
接合装置
15日前
東レ株式会社
ペレット製造時の制御システム
3か月前
株式会社ミヤコシ
解反機
22日前
東レ株式会社
半導体モールド用離型フィルム
1か月前
東海興業株式会社
通気部付き樹脂成形品
3か月前
株式会社タハラ
中空成形機
9日前
大和ハウス工業株式会社
造形装置
2か月前
東レ株式会社
ポリエステルフィルムの製造方法
2か月前
日榮新化株式会社
剥離シートのリサイクル方法
4か月前
住友重機械工業株式会社
射出成形機
11日前
住友重機械工業株式会社
射出成形機
1か月前
株式会社日本製鋼所
竪型射出成形機
3か月前
住友重機械工業株式会社
射出成形機
2か月前
世紀株式会社
成形装置及び成形方法
2か月前
日機装株式会社
接合方法および接合構造体
2か月前
住友重機械工業株式会社
射出成形機
2か月前
三菱重工業株式会社
接合方法
2か月前
住友重機械工業株式会社
射出成形機
1か月前
住友重機械工業株式会社
射出成形機
1か月前
株式会社東芝
成形不良検知金型
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ