TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025062780
公報種別
公開特許公報(A)
公開日
2025-04-15
出願番号
2023172028
出願日
2023-10-03
発明の名称
接合方法および接合構造体
出願人
日機装株式会社
代理人
個人
主分類
B29C
65/02 20060101AFI20250408BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】軽量で剛性に優れた接合構造体を提供する。
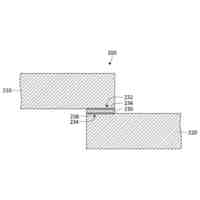
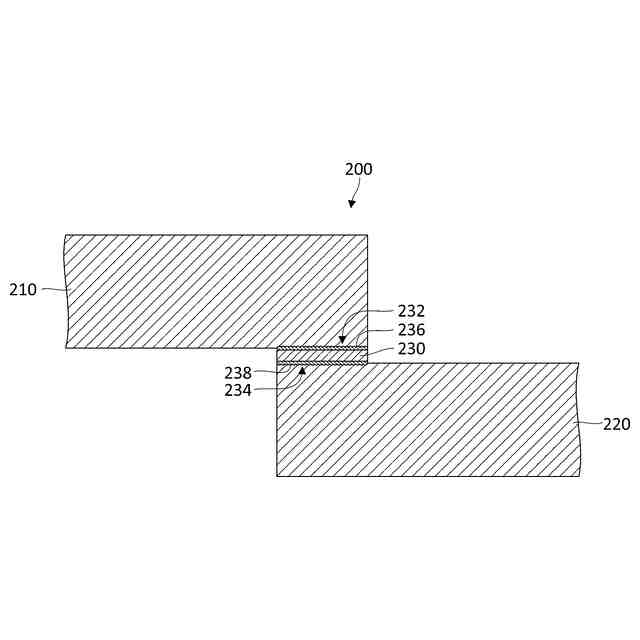
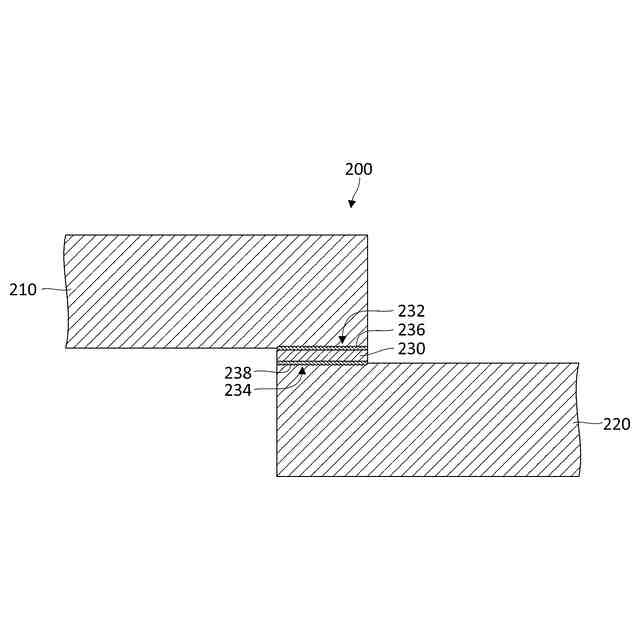
【解決手段】接合構造体200は、熱可塑性の第1樹脂を含む第1部材210と、熱可塑性の第2樹脂を含む第2部材220と、第1部材210の第1樹脂と接合する第1金属酸化物粒子クラスター236が形成される第1面232と、第2部材220の第2樹脂と接合する第2金属酸化物粒子クラスター238が形成される第2面234とを有し、第1面232から第2面234までの厚さが5μm以上1mm以下である金属部材230と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
第1金属酸化物粒子クラスターが形成される第1面と、第2金属酸化物粒子クラスターが形成される第2面とを有し、前記第1面から前記第2面までの厚さが1mm以下である金属部材を、熱可塑性の第1樹脂を含む第1部材と、熱可塑性の第2樹脂を含む第2部材との間に配置する工程と、
前記第1部材と前記第2部材との間で前記金属部材を加熱および加圧し、前記第1面を前記第1樹脂と接合させ、前記第2面を前記第2樹脂と接合させる工程と、を備える接合方法。
続きを表示(約 1,000 文字)
【請求項2】
前記金属部材は、前記金属部材に電磁波を照射する、前記金属部材に電流を流す、および、前記金属部材に磁場を印加することの少なくとも一つによって加熱される、請求項1に記載の接合方法。
【請求項3】
前記金属部材は、前記第1部材および前記第2部材の間に位置する接合部分と、前記第1部材および前記第2部材の間から延出する延出部分とを備え、
前記金属部材は、前記延出部分に電磁波を照射する、前記延出部分に電流を流す、および、前記延出部分に磁場を印加することの少なくとも一つによって加熱される、請求項1に記載の接合方法。
【請求項4】
前記接合部分を前記第1部材および前記第2部材に接合した後に、前記延出部分を除去する工程をさらに備える、請求項3に記載の接合方法。
【請求項5】
前記第1部材と前記第2部材の間に配置する前に、前記金属部材を予熱する工程をさらに備える、請求項1に記載の接合方法。
【請求項6】
前記第1部材および前記第2部材の少なくとも一方は、前記第1面または前記第2面に沿う方向に延びる強化繊維を含む繊維強化樹脂から構成される、請求項1から5のいずれか一項に記載の接合方法。
【請求項7】
前記強化繊維は、炭素繊維、ガラス繊維またはアラミド繊維を備える、請求項6に記載の接合方法。
【請求項8】
前記第1樹脂および前記第2樹脂の少なくとも一方は、芳香族ポリエーテルケトン(PAEK)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリフェニレンサルファイド(PPS)、ポリエーテルイミド(PEI)、またはポリエーテルサルホン(PES)である、請求項1から5のいずれか一項に記載の接合方法。
【請求項9】
前記金属部材は、鋼材、アルミニウム材、アルミニウム合金材、チタン材、チタン合金材、ニッケルチタン合金材、銅材、または銅合金材を備える、請求項1から5のいずれか一項に記載の接合方法。
【請求項10】
前記金属部材は、前記第2部材の外周部に接合する外周接合部分と、前記第2部材の前記外周部から離れた部分に接合する内側接合部分と、前記外周接合部分と前記内側接合部分の間を接続する接続部分とを備える、請求項1から5のいずれか一項に記載の接合方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、接合方法および接合構造体に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
近年、自動車や航空機などの軽量化のため、繊維強化樹脂を用いた構造用部材が採用されつつある。例えば、強化繊維に樹脂を含浸させたプリプレグを加熱加圧成形することによって繊維強化樹脂(FRP;Fiber Reinforced Plastics)材が形成される。FRP材は、例えばエポキシ接着剤によって金属材と接着される(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2022-140091号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述の先行技術では、エポキシ接着剤で接着することによる強度低下が懸念される。
【0005】
本発明はこうした課題に鑑みてなされたものであり、その例示的な目的のひとつは、軽量で剛性に優れた接合構造体を提供することにある。
【課題を解決するための手段】
【0006】
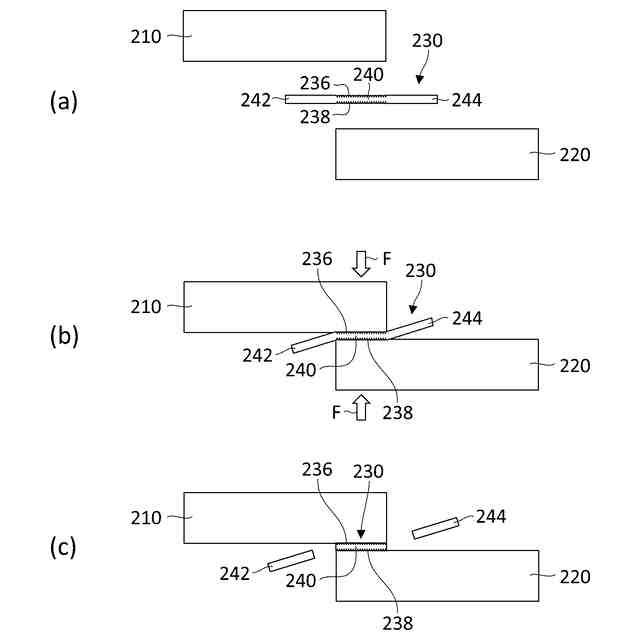
本発明のある態様の接合方法は、第1金属酸化物粒子クラスターが形成される第1面と、第2金属酸化物粒子クラスターが形成される第2面とを有し、第1面から第2面までの厚さが1mm以下である金属部材を、熱可塑性の第1樹脂を含む第1部材と、熱可塑性の第2樹脂を含む第2部材との間に配置する工程と、第1部材と第2部材との間で金属部材を加熱および加圧し、第1面を第1樹脂と接合させ、第2面を第2樹脂と接合させる工程と、を備える。
【0007】
本発明の別の態様は、接合構造体である。この接合構造体は、熱可塑性の第1樹脂を含む第1部材と、熱可塑性の第2樹脂を含む第2部材と、第1部材の第1樹脂と接合する第1金属酸化物粒子クラスターが形成される第1面と、第2部材の第2樹脂と接合する第2金属酸化物粒子クラスターが形成される第2面とを有し、第1面から第2面までの厚さが5μm以上1mm以下である金属部材と、を備える。
【0008】
本発明のある態様によれば、軽量で剛性に優れた接合構造体を提供できる。
【図面の簡単な説明】
【0009】
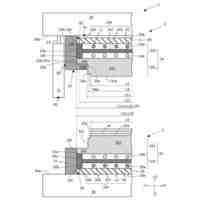
第1実施形態に係る接合構造体の構成を概略的に示す断面図である。
図2(a)~(c)は、第1実施形態に係る接合方法を模式的に示す図である。
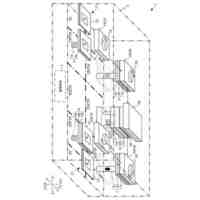
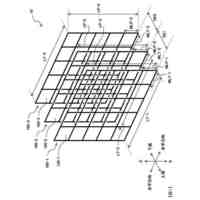
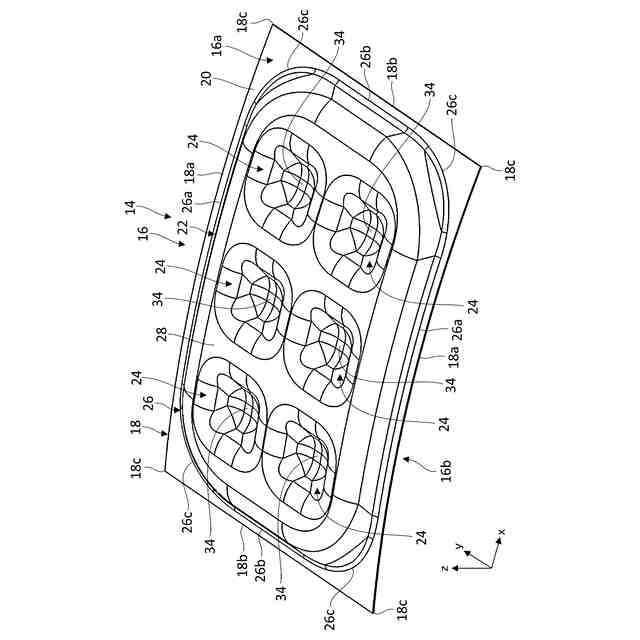
第2実施形態に係る接合構造体の構成を概略的に示す斜視図である。
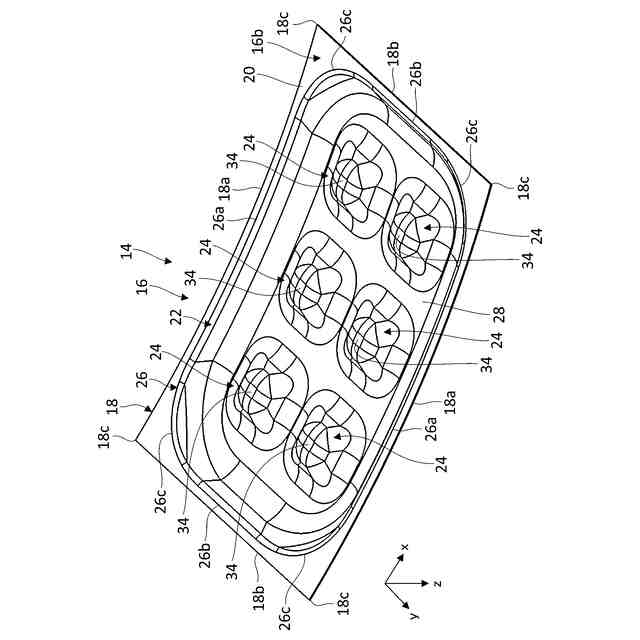
第2実施形態に係る補強部材の構成を概略的に示す斜視図である。
第2実施形態に係る補強部材の構成を概略的に示す斜視図である。
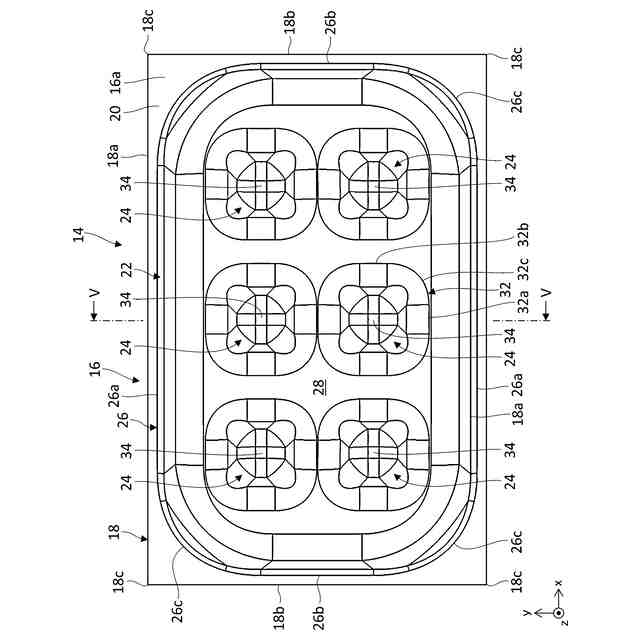
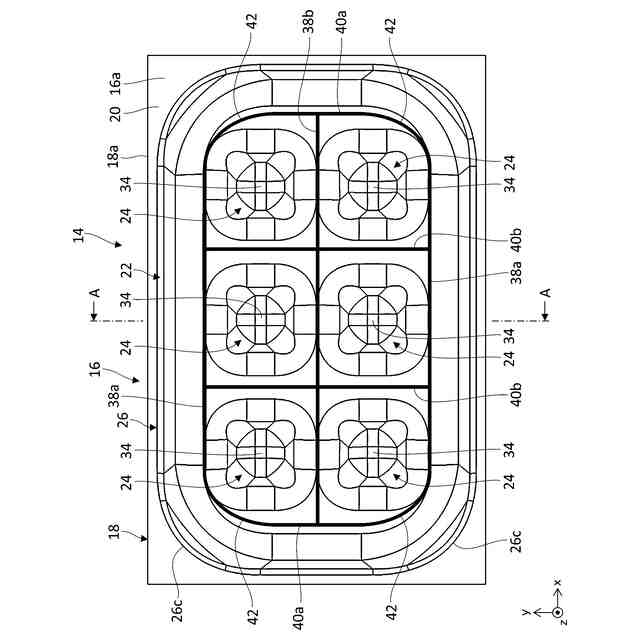
第2実施形態に係る補強部材の構成を概略的に示す上面図である。
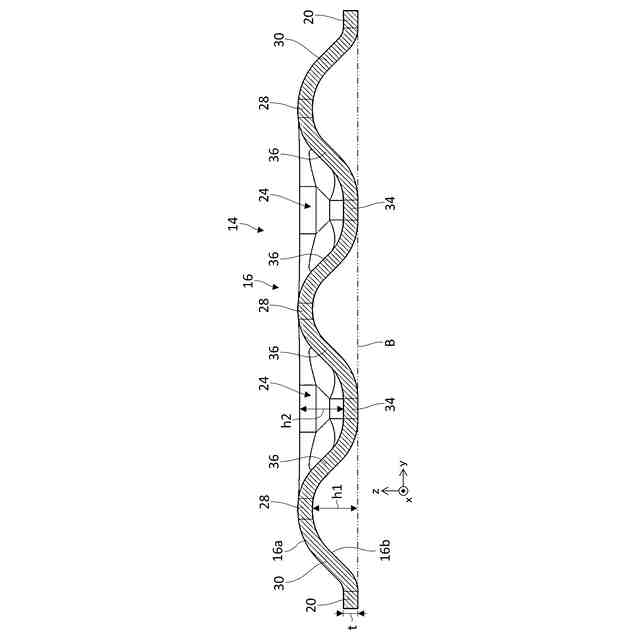
第2実施形態に係る補強部材の構成を概略的に示す側断面図である。
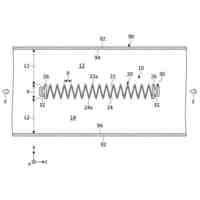
頂部の格子枠形状形状を模式的に示す上面図である。
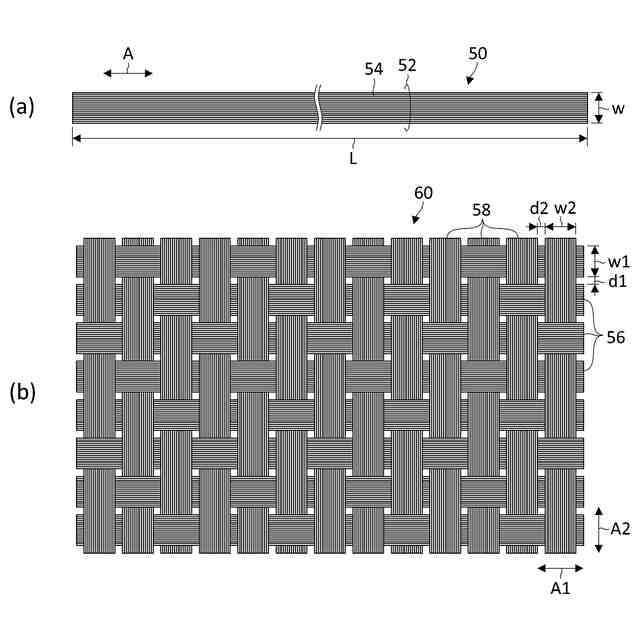
図9(a),(b)は、プリプレグシートの形成方法を模式的に示す図である。
第2実施形態に係る補強部材の成形方法を模式的に示す図である。
図11(a),(b)は、プリプレグシートの配向方向を模式的に示す図である。
実施例に係る補強部材を示す上面図である。
本体部材と補強部材の間の接合部を模式的に示す図である。
第2実施形態に係る金属部材の構成を概略的に示す上面図である。
変形例に係る補強部材の構成を概略的に示す斜視図である。
変形例に係る補強部材の構成を概略的に示す斜視図である。
変形例に係る補強部材の成形方法を模式的に示す図である。
第3実施形態に係る接合構造体の構成を概略的に示す側断面図である。
【発明を実施するための形態】
【0010】
以下、図面を参照しながら、本発明を実施するための形態について詳細に説明する。なお、説明において同一の要素には同一の符号を付し、重複する説明を適宜省略する。説明の理解を助けるため、各図面における各構成要素の寸法比は、必ずしも実際の寸法比と一致しない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日機装株式会社
加圧装置
1か月前
日機装株式会社
加圧システム
1か月前
日機装株式会社
加圧システム
1か月前
日機装株式会社
血液浄化装置
1か月前
日機装株式会社
空気浄化装置
1か月前
日機装株式会社
駆動部のない流体ポンプ
2日前
日機装株式会社
接合方法および接合構造体
1か月前
日機装株式会社
流水殺菌装置および流水殺菌方法
1か月前
日機装株式会社
流体殺菌装置および流体殺菌装置の製造方法
1か月前
日機装株式会社
血液浄化装置
1か月前
東レ株式会社
溶融紡糸設備
11か月前
東レ株式会社
吹出しノズル
6か月前
CKD株式会社
型用台車
5か月前
シーメット株式会社
光造形装置
5か月前
東レ株式会社
プリプレグテープ
8か月前
株式会社日本製鋼所
押出機
8か月前
個人
射出ミキシングノズル
7か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
5か月前
日機装株式会社
加圧システム
1か月前
株式会社カワタ
計量混合装置
9日前
個人
樹脂可塑化方法及び装置
4か月前
株式会社FTS
ロッド
4か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社漆原
シートの成形方法
6日前
帝人株式会社
成形体の製造方法
11か月前
東レ株式会社
樹脂フィルムの製造方法
9日前
株式会社シロハチ
真空チャンバ
7か月前
株式会社FTS
成形装置
5か月前
東レ株式会社
一体化成形品の製造方法
9か月前
株式会社リコー
シート剥離装置
9か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社不二越
射出成形機
1か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社日本製鋼所
押出成形装置
8か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ