TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025087267
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2023201802
出願日
2023-11-29
発明の名称
射出成形金型、射出成型方法、及び車両用部材
出願人
日産自動車株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
33/44 20060101AFI20250603BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】金属製の筒状部の内面に所要の形状の樹脂成形体を射出成形する。
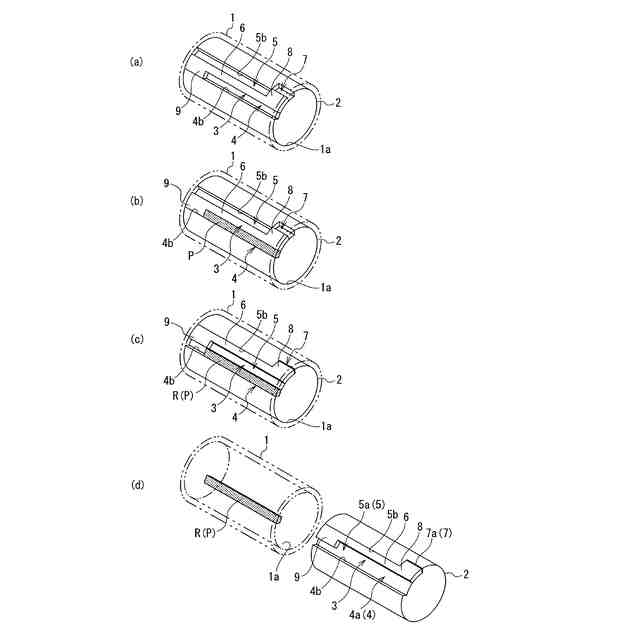
【解決手段】筒状部1の内部に緊密に差し込まれた固定型2と筒状部1の内面1aの間の可動空間4内に可動型3を差し込み、可動空間5の周方向に連設された射出空間4が可動型3の仕切り部6及び閉塞壁部9で仕切られている状態で射出空間4内に樹脂Pを射出し、可動型3を射出空間4から離反する側に周方向に移動し、可動型3の係止部8が固定型2の切り欠き部7内に完全に入り込んだら可動型3と固定型2を筒状部1から引き抜く。
【選択図】図3
特許請求の範囲
【請求項1】
金属製の筒状部の内部に緊密に差し込み可能な固定型と、前記固定型に形成された可動空間に差し込み可能な可動型とを備え、前記固定型及び可動型によって前記筒状部の内面との間に樹脂が射出される射出空間を形成する射出成形金型であって、
前記可動空間は、前記固定型が前記筒状部の内部に差し込まれた状態で前記可動型が前記筒状部の内面に沿って前記筒状部の内周方向に移動可能に前記射出空間の前記内周方向に連続して形成され、
前記可動空間には、前記射出空間側と反対側に向けて凹む切り欠き部が前記内周方向に連続形成され、
前記可動型には、前記可動空間内に差し込まれた状態で前記切り欠き部に差し込み可能な係止部が前記射出空間と前記可動空間とを仕切る仕切り部の前記内周方向に連続して突出形成されると共に、前記可動型の差し込み方向先方側の位置に、前記筒状部の長手方向における前記射出空間の前記差し込み方向先方側の端部を遮蔽する閉塞壁部が前記仕切り部の前記内周方向に連続して突出形成され、
前記閉塞壁部の前記内周方向への突出寸法は前記係止部の前記内周方向への突出寸法より小さいことを特徴とする射出成形金型。
続きを表示(約 950 文字)
【請求項2】
前記可動空間が前記固定型の前記内周方向に複数箇所形成され、それぞれの可動空間に前記可動型が差し込まれることを特徴とする請求項1に記載の射出成形金型。
【請求項3】
前記切り欠き部及び係止部が1つの前記可動空間及び1つの前記可動型に対して複数設けられることを特徴とする請求項1に記載の射出成形金型。
【請求項4】
前記射出空間の前記差し込み方向先方の位置に、前記閉塞壁部を収容可能な収容凹部が前記可動空間に連続して前記内周方向に凹陥形成されたことを特徴とする請求項1に記載の射出成形金型。
【請求項5】
前記射出空間を形成する前記固定型の射出空間形成部が前記可動空間を形成する前記固定型の可動空間形成部よりも前記筒状部の内面と交差する方向に窪んでいることを特徴とする請求項1に記載の射出成形金型。
【請求項6】
前記差し込み方向手前側の前記切り欠き部が広くなるように前記切り欠き部の前記係止部と接触する切り欠き接触面及び前記係止部の前記切り欠き部と接触する係止接触面が前記筒状部の長手方向に対して傾斜されていることを特徴とする請求項1に記載の射出成形金型。
【請求項7】
前記差し込み方向手前側の前記射出空間が広くなるように前記閉塞壁部の前記射出空間側の閉塞面が前記筒状部の長手方向に対して傾斜されていることを特徴とする請求項1に記載の射出成形金型。
【請求項8】
請求項1乃至7の何れか1項に記載の射出成形金型を用いた射出成型方法であって、前記閉塞壁部で前記射出空間の前記差し込み方向先方側の端部が遮蔽されている状態で前記射出空間内に樹脂を射出し、前記可動型を前記射出空間から離反する方向に前記可動空間内で移動し、前記固定型及び可動型を前記筒状部の内部から引き抜くことを特徴とする射出成型方法。
【請求項9】
前記射出空間における前記筒状部の内面に予め凹凸加工を施すことを特徴とする請求項8に記載の射出成型方法。
【請求項10】
請求項8に記載の射出成型方法によってクロスカービームの筒状部の内面に樹脂製リブが形成されたことを特徴とする車両用部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形金型、射出成型方法、及び車両用部材に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
特許文献1には、金属製の筒状体(筒状部)を金型の内部にセットすると共に筒状部の両端を閉塞した状態で筒状部の壁部の射出穴から筒状部の内部に樹脂を射出し、その射出圧力で筒状部の壁部の一部を金型に合わせて膨出させ、これにより筒状部の内部に樹脂を固定する樹脂射出方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2019-142014号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記樹脂射出方法は、金属製の筒状体(筒状部)の内部が樹脂で充満されているだけで、金属製の筒状部の内面に所要の形状の樹脂成形体を成形することはできない。
【課題を解決するための手段】
【0005】
本発明の一態様によれば、金属製の筒状部の内部に緊密に差し込み可能な固定型と、前記固定型に形成された可動空間に差し込み可能な可動型とを備え、前記固定型及び可動型によって前記筒状部の内面との間に樹脂が射出される射出空間を形成する射出成形金型であって、前記可動空間は、前記固定型が前記筒状部の内部に差し込まれた状態で前記可動型が前記筒状部の内面に沿って前記筒状部の内周方向に移動可能に前記射出空間の前記内周方向に連続して形成され、前記可動空間には、前記射出空間側と反対側に向けて凹む切り欠き部が前記内周方向に連続形成され、前記可動型には、前記可動空間内に差し込まれた状態で前記切り欠き部に差し込み可能な係止部が前記射出空間と前記可動空間とを仕切る仕切り部の前記内周方向に連続して突出形成されると共に、前記可動型の差し込み方向先方側の位置に、前記筒状部の長手方向における前記射出空間の前記差し込み方向先方側の端部を遮蔽する閉塞壁部が前記仕切り部の前記内周方向に連続して突出形成され、前記閉塞壁部の前記内周方向への突出寸法は前記係止部の前記内周方向への突出寸法より小さいことを特徴とする。
【発明の効果】
【0006】
本発明によれば、閉塞壁部で射出空間の差し込み方向先方側の端部が遮蔽されている状態で射出空間内に樹脂を射出し、可動型を射出空間から離反する方向に可動空間内で移動し、固定型及び可動型を筒状部の内部から引き抜くことにより、金属製の筒状部の内面に所要の形状の樹脂成形体を成形することができる。
【図面の簡単な説明】
【0007】
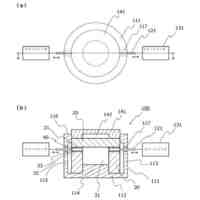
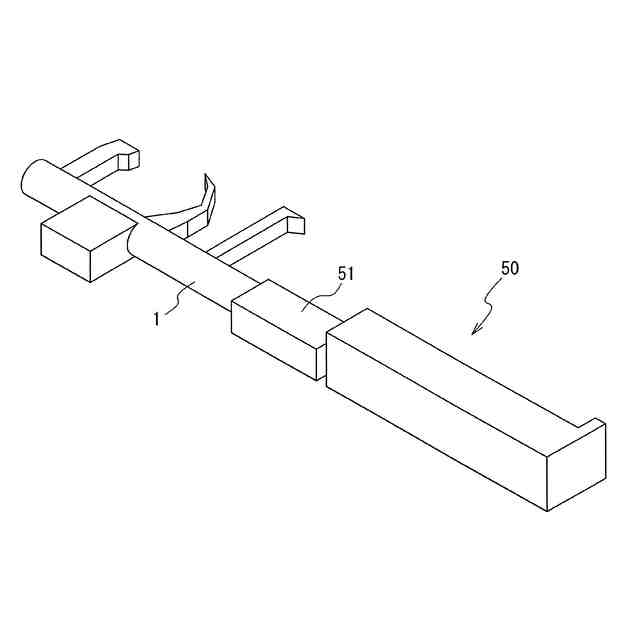
車両用部材であるクロスカービームの一例を示す斜視図である。
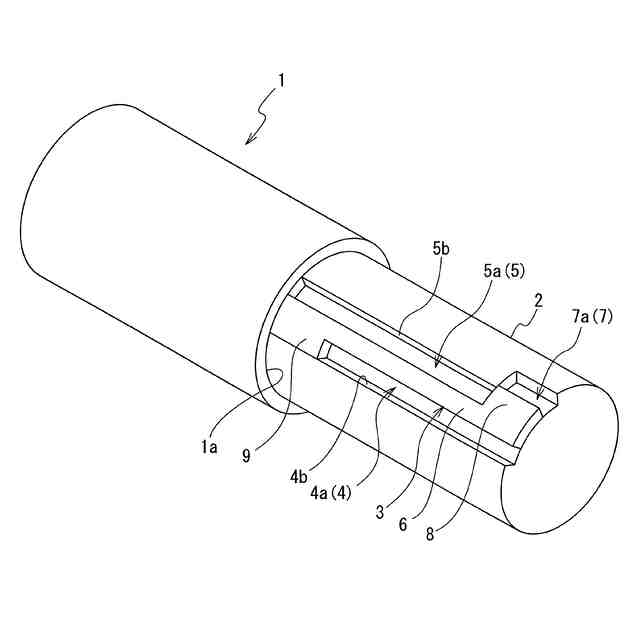
図1の車両用部材の筒状部の内面に樹脂成形体を成形するための射出成形金型の一実施形態を示す斜視図である。
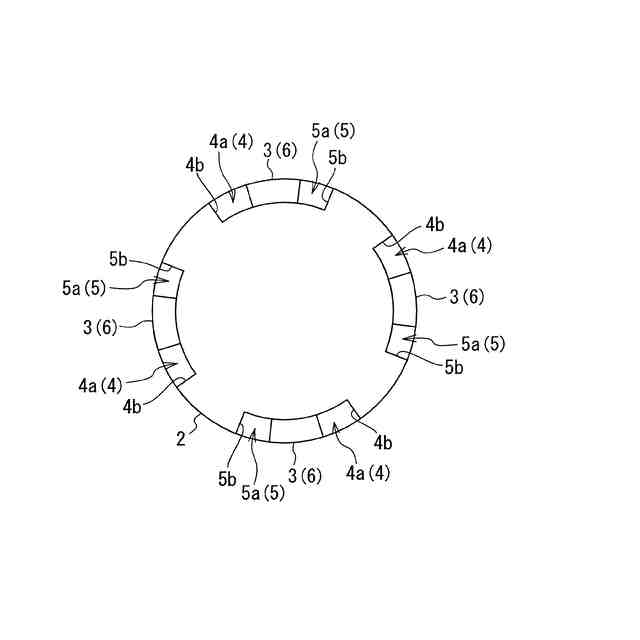
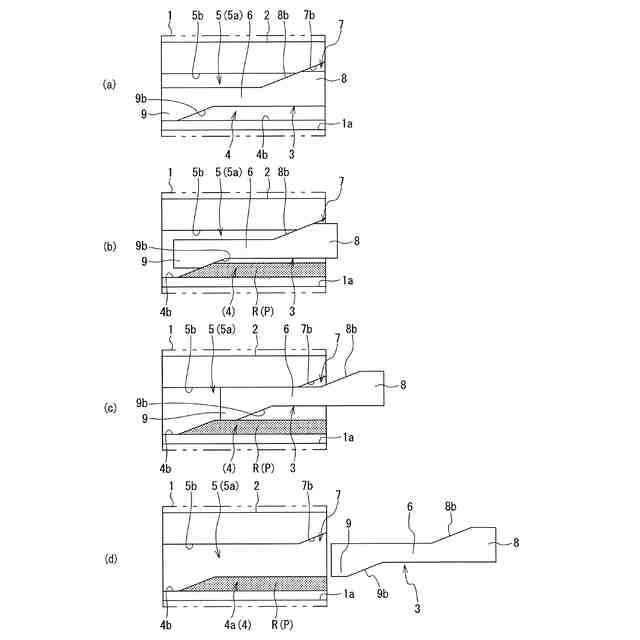
図2の射出成形金型を用いた射出成形方法の説明図である。
図2の射出成形金型の第1変形例を示す側面図である。
図4の射出成形金型によって成形された樹脂成形体の斜視図である。
図2の射出成形金型の第2変形例を示す斜視図である。
図2の射出成形金型の第3変形例を示す斜視図である。
図7の射出成形金型によって成形された樹脂成形体の斜視図である。
図2の射出成形金型の第4変形例及び射出成形方法を示す説明図である。
【発明を実施するための形態】
【0008】
以下、本発明の実施形態について、図面を参照しつつ説明する。なお、各図面は模式的なものであって、現実のものとは異なる場合がある。また、以下に示す本発明の実施形態は、本発明の技術的思想を具体化するための装置や方法を例示するものであって、本発明の技術的思想は、構成部品の構造、配置等を下記のものに特定するものではない。本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において、種々の変更を加えることができる。
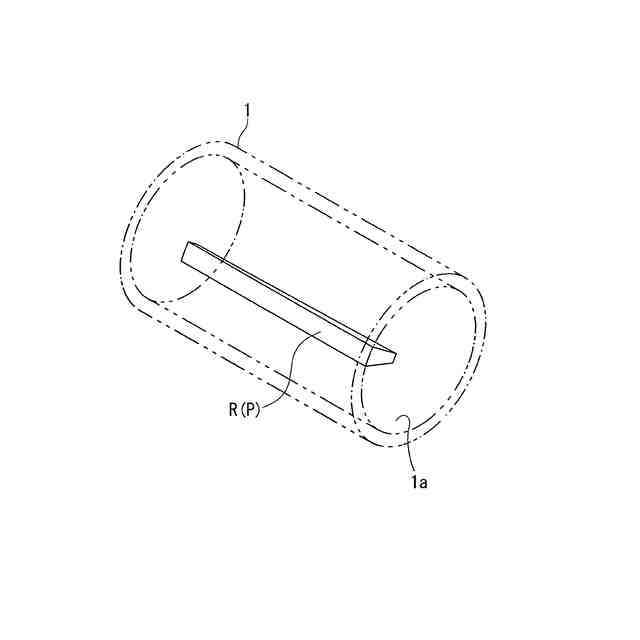
【0009】
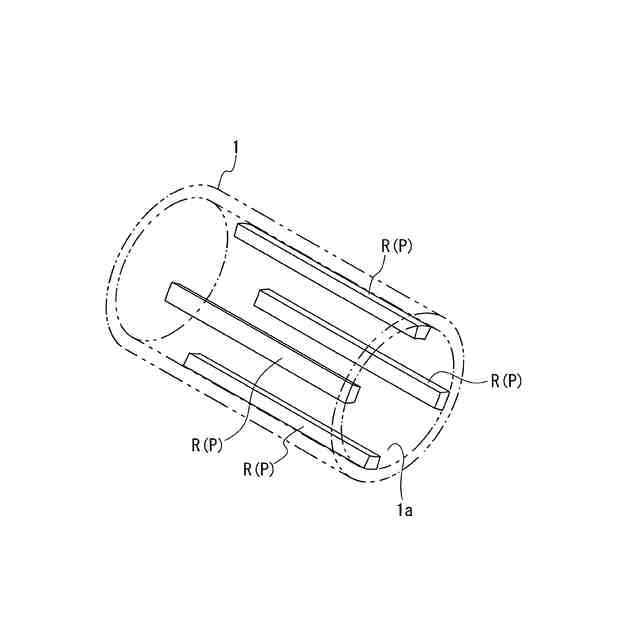
図1は、この実施形態の射出成形方法によって筒状部の内面に樹脂成形体が射出成形される車両用部材の一例としてクロスカービーム50を示す。一般的に、クロスカービーム50はインストルメントパネルの内方に配設され、車両幅方向の両端が車体側部のピラー部材やダッシュパネルに固定されている。このクロスカービーム50は、ステアリング装置やインストルメントパネル等を支持しており、剛性を必要とするため、鋼(スチール)やマグネシウム等の高剛性材料によって成形されている。このクロスカービーム50の図の左方部分は、円筒形状の金属製の筒状部1であり、一例として、筒状部1の内部に差し込むようにして、その右方に接続される直方体形状の他部材51が回転しないように筒状部1の内面1aに樹脂製のリブR(図3(d)参照)を射出成形によって一体形成する。
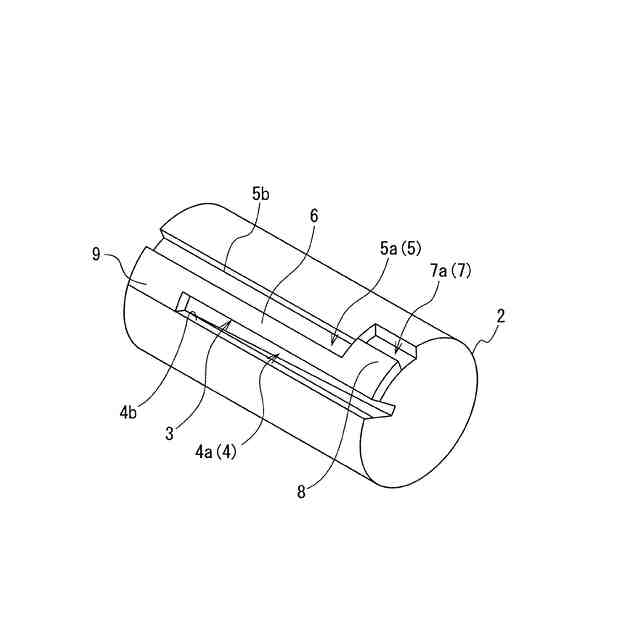
【0010】
図2に示す射出成形金型は、固定型2と可動型3を有する。この固定型2は、一般的な金型における固定型のような不動のものではない。また、図2に示す筒状部1は、金型が差し込まれる部分だけを抽出して示す。固定型2は、金属製の筒状部1の内部に緊密に嵌入される所定長さの金属製円柱部材で構成される。すなわち、この固定型2の外周面は円筒形状の筒状部1の内面(内周面)1aとほぼ同径か僅かに小さい外径である。この固定型2では、外周面の一部を同径に除去(切除)して射出空間形成部4aと可動空間形成部5aが周方向に連続して一連に形成されている。この射出空間形成部4aと可動空間形成部5aは、固定型2を径方向から見たときに方形に形成されている。この例では、図2の下方部分が射出空間形成部4aであり、上方部分が可動空間形成部5aである。図から推察されるように、固定型2を筒状部1の内部に差し込むと、筒状部1の内面1aとの間に、同心の円筒体の壁部の一部を構成する射出空間4と可動空間5が連続的に形成される。すなわち、筒状部1の内面(内周面)1aが射出空間4及び可動空間5の外周面を、射出空間形成部4a及び可動空間形成部5aの外周面(底面)が射出空間4及び可動空間5の内周面を構成する。なお、固定型2の外周面を窪ませて形成された射出空間形成部4aの壁部を射出空間壁部4bと規定し、同じく可動空間形成部5aの壁部を可動空間壁部5bと規定する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
CKD株式会社
型用台車
5か月前
シーメット株式会社
光造形装置
5か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
6か月前
株式会社カワタ
計量混合装置
24日前
日機装株式会社
加圧システム
1か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社FTS
ロッド
4か月前
株式会社漆原
シートの成形方法
21日前
トヨタ自動車株式会社
射出装置
3か月前
株式会社FTS
成形装置
5か月前
株式会社シロハチ
真空チャンバ
7か月前
東レ株式会社
樹脂フィルムの製造方法
24日前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
18日前
株式会社リコー
画像形成システム
6か月前
株式会社不二越
射出成形機
18日前
株式会社神戸製鋼所
混練機
4か月前
株式会社FTS
セパレータ
4か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
2か月前
トヨタ自動車株式会社
3Dプリンタ
6か月前
トヨタ自動車株式会社
真空成形装置
1か月前
個人
ノズルおよび熱風溶接機
5か月前
日東工業株式会社
インサート成形機
6か月前
東レ株式会社
溶融押出装置および押出方法
5か月前
株式会社コスメック
磁気クランプ装置
3か月前
株式会社コスメック
磁気クランプ装置
5か月前
東レ株式会社
ペレット製造時の制御システム
3か月前
シチズンファインデバイス株式会社
接合装置
17日前
東レ株式会社
半導体モールド用離型フィルム
1か月前
株式会社ミヤコシ
解反機
24日前
株式会社日本製鋼所
射出成形機
6か月前
帝人株式会社
複数の孔を有する成形品
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ