TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025085555
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023199522
出願日
2023-11-26
発明の名称
計測装置及び樹脂ブロック生成システム
出願人
株式会社イノアックコーポレーション
代理人
個人
,
個人
主分類
B29C
48/92 20190101AFI20250529BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】発泡材含有樹脂を樹脂ブロックに規定重量ずつ分けるための技術の開発が求められている。
【解決手段】発明の一態様は、押出機から押し出された発泡材含有樹脂を搬送して、切断装置にて予め定められた規定重量の樹脂ブロック毎に切断する樹脂ブロック生成システムに使用される計測装置であって、前記発泡材含有樹脂の搬送経路の予め定められた測定位置を通過する前記発泡材含有樹脂の体積である通過体積を測定する体積測定部と、前記押出機の運転状況によって相違する前記発泡材含有樹脂の密度及び前記通過体積に基づいて前記測定位置を通過した前記発泡材含有樹脂の重量が前記規定重量に到達したか否かを判定する判定部と、を備える計測装置である。
【選択図】図1
特許請求の範囲
【請求項1】
押出機から押し出された発泡材含有樹脂を搬送して、切断装置にて予め定められた規定重量の樹脂ブロック毎に切断する樹脂ブロック生成システムに使用される計測装置であって、
前記発泡材含有樹脂の搬送経路の予め定められた測定位置を通過する前記発泡材含有樹脂の体積である通過体積を測定する体積測定部と、
前記押出機の運転状況によって相違する前記発泡材含有樹脂の密度及び前記通過体積に基づいて前記測定位置を通過した前記発泡材含有樹脂の重量が前記規定重量に到達したか否かを判定する判定部と、を備える計測装置。
続きを表示(約 850 文字)
【請求項2】
前記押出機は、予め定められた規定複数個の前記樹脂ブロック分の原材料を1ロットとして受け入れ、その1ロット分の前記発泡材含有樹脂を押し出し終えてから次の1ロットの原材料を受け入れる動作を繰り返すように構成され、
前記密度は、前記1ロット分の前記発泡材含有樹脂のうち先頭からの前記樹脂ブロックの順番によって相違し、
前記判定部は、前記体積測定部が前記通過体積を測定する前記樹脂ブロックの順番に応じた前記密度に基づいて前記測定位置を通過した前記発泡材含有樹脂の重量が前記規定重量に到達したか否かを判定する請求項1に記載の計測装置。
【請求項3】
前記判定部において、前記1ロット分の前記発泡材含有樹脂のうち先頭からの順番が早い前記樹脂ブロックに用いられる前記密度は、先頭からの順番が遅い前記樹脂ブロックに用いられる前記密度よりも大きい請求項2に記載の計測装置。
【請求項4】
請求項1から3の何れか1の請求項に記載の計測装置を備える樹脂ブロック生成システムであって、
前記押出機の押し出し出口を形成するTダイを備える樹脂ブロック生成システム。
【請求項5】
請求項1から3の何れか1の請求項に記載の計測装置を備える樹脂ブロック生成システムであって、
前記体積測定部は、
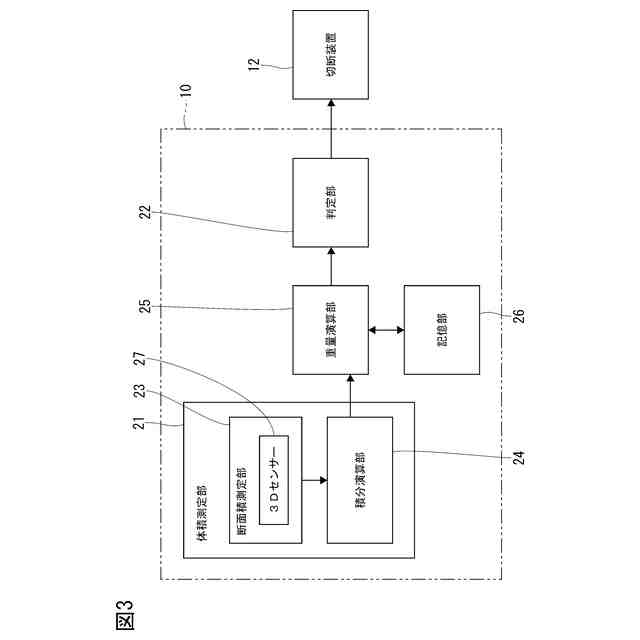
前記搬送経路に沿って搬送される前記発泡材含有樹脂の少なくとも一側面を撮像した撮像画像に基づいて、前記発泡材含有樹脂の断面積を測定する断面積測定部と、
前記断面積と前記発泡材含有樹脂の搬送速度とに基づいて、前記測定位置を通過する単位時間当たりの前記発泡材含有樹脂の移動体積を積算して前記通過体積を演算する積分演算部と、を有し、
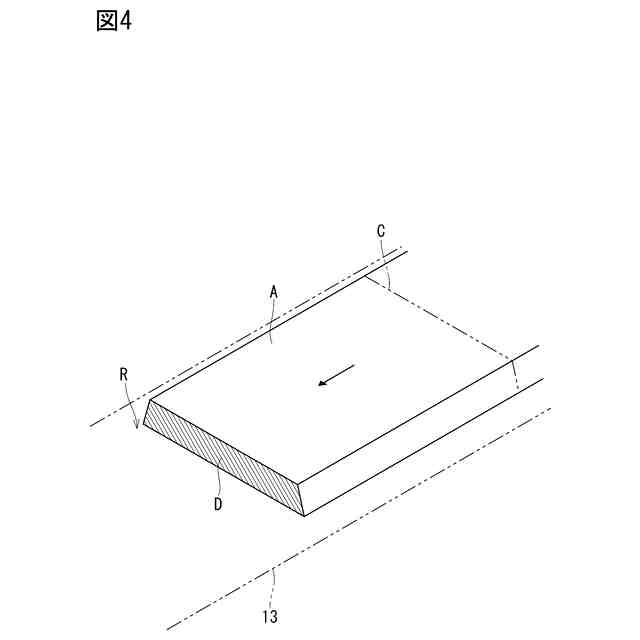
前記体積測定部により前記通過体積を測定される前に、移動中の前記発泡材含有樹脂を前記一側面から反対側に向かうにつれて幅広となる断面略台形状に成形する成形部を備える樹脂ブロック生成システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、発泡材含有樹脂が切断されて樹脂ブロックが生成される樹脂ブロック生成システム、及び、それに使用される計測装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来から、押出機で押し出された発泡材含有樹脂が、複数の樹脂ブロックに分けられ、それぞれを発泡させて発泡製品を形成する技術が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開平7-329079(段落[0002]、[0003]等)
【発明の概要】
【発明が解決しようとする課題】
【0004】
発泡材含有樹脂を樹脂ブロックに規定重量ずつ分けるための技術の開発が求められている。
【課題を解決するための手段】
【0005】
発明の一態様は、押出機から押し出された発泡材含有樹脂を搬送して、切断装置にて予め定められた規定重量の樹脂ブロック毎に切断する樹脂ブロック生成システムに使用される計測装置であって、前記発泡材含有樹脂の搬送経路の予め定められた測定位置を通過する前記発泡材含有樹脂の体積である通過体積を測定する体積測定部と、前記押出機の運転状況によって相違する前記発泡材含有樹脂の密度及び前記通過体積に基づいて前記測定位置を通過した前記発泡材含有樹脂の重量が前記規定重量に到達したか否かを判定する判定部と、を備える計測装置である。
【図面の簡単な説明】
【0006】
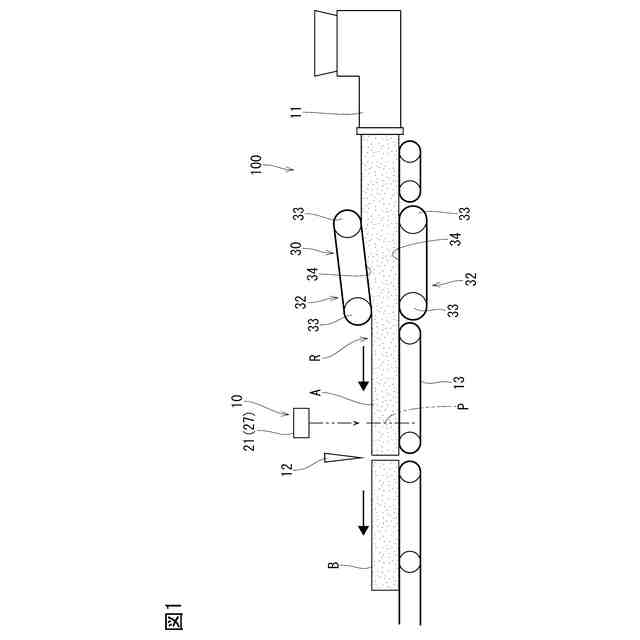
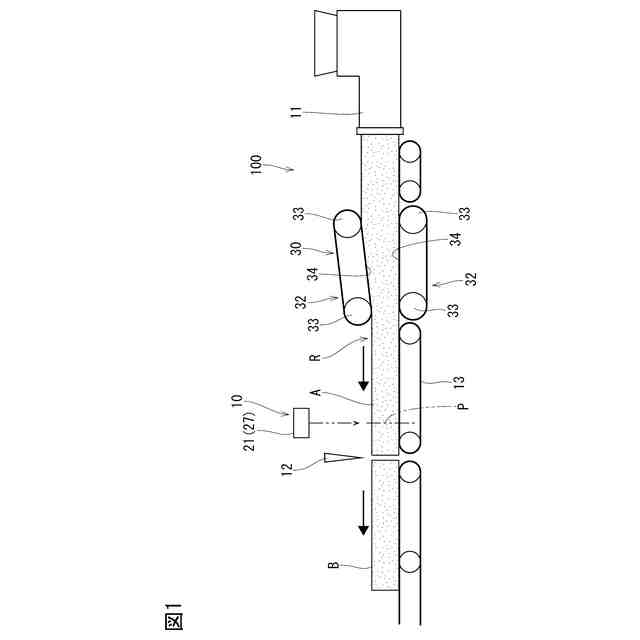
図1は、第1実施形態の計測装置を備える樹脂ブロック生成システムの側面図
図2は、発泡材含有樹脂から生成された樹脂ブロックの側面図
図3は、樹脂ブロック生成システムの電気的な構成を示すブロック図
図4は、搬送装置により搬送される発泡材含有樹脂の一部破断斜視図
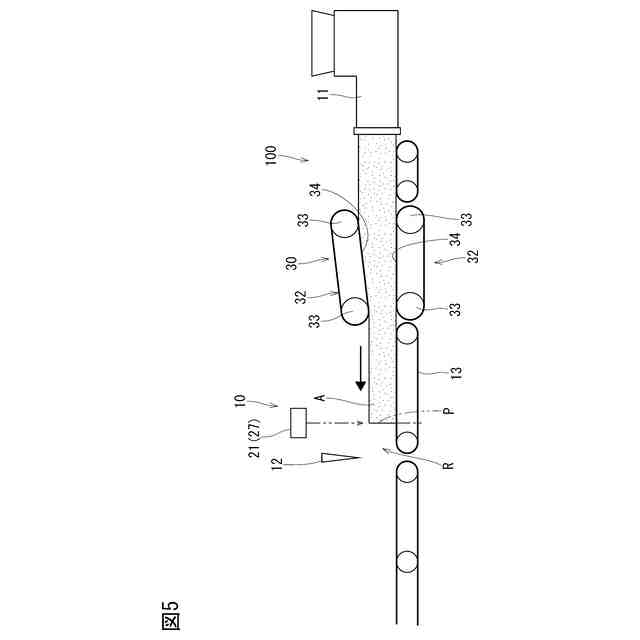
図5は、発泡材含有樹脂が計測装置により検出されたときの樹脂ブロック生成システムの側面図
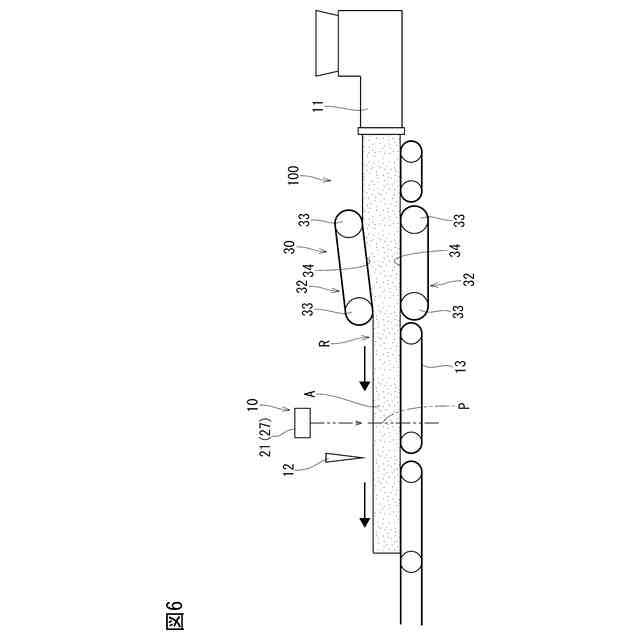
図6は、測定位置を通過した発泡材含有樹脂の重量が規定重量に到達したときの樹脂ブロック生成システムの側面図
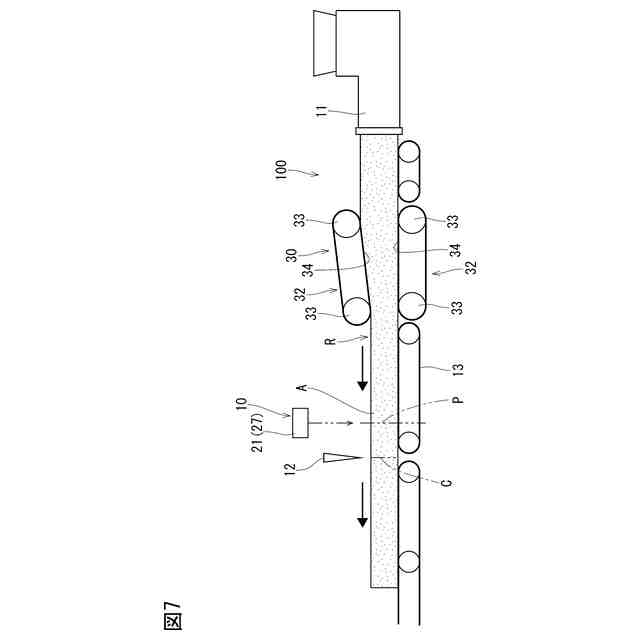
図7は、発泡材含有樹脂の切断位置が切断装置に到達したときの樹脂ブロック生成システムの側面図
図8は、成形部に成形される発泡材含有樹脂の断面図
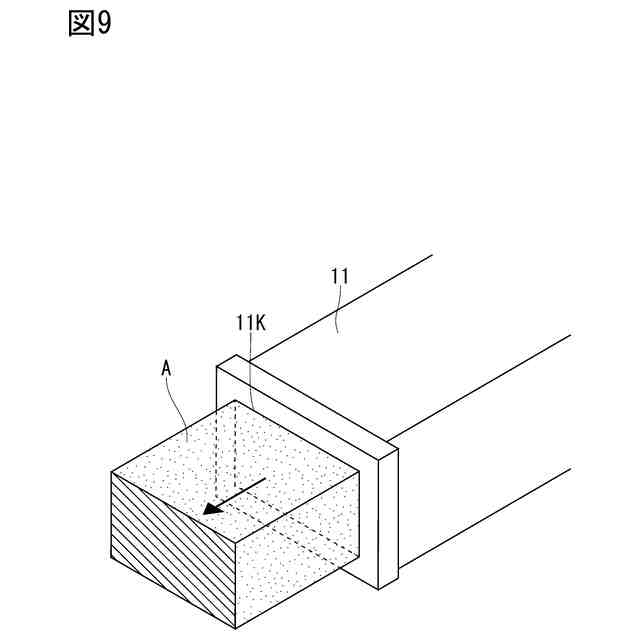
図9は、押出機から押し出される発泡材含有樹脂の斜視図
図10Aは、他の実施形態の押出機のTダイの斜視図、図10Bは、Tダイの側断面図
【発明を実施するための形態】
【0007】
[第1実施形態]
図1には、第1実施形態の樹脂ブロック生成システム100が示されている。樹脂ブロック生成システム100(以下、適宜、単に「システム100」と呼ぶ。)では、押出機11から押し出された発泡材含有樹脂Aが、切断装置12によって切断されて、樹脂ブロックBが生成される(図2参照)。システム100は、発泡材含有樹脂Aを予め定められた規定重量毎に樹脂ブロックB毎に分けるために用いられる。
【0008】
図1に示すように、本実施形態の例では、システム100には、押出機11と切断装置12に加えて、搬送装置13(例えば、コンベア)も備えている。搬送装置13は、押出機11から押し出された発泡材含有樹脂Aを、切断装置12に搬送する。例えば、切断装置12により発泡材含有樹脂Aが切断されて得られた樹脂ブロックBは、さらに搬送装置13により下流に搬送されて回収される。なお、搬送装置13による発泡材含有樹脂Aの搬送経路Rにおいて、切断装置12より下流に、樹脂ブロックBの重量を測定するための重量計を設けておいてもよい。
【0009】
なお、本実施形態の例では、発泡材含有樹脂Aは、発泡材を含有しているが、まだ完全に発泡していないものであり、押出機11内では、発泡材含有樹脂Aの発泡が進まないような温度で押し出しが行われる。本実施形態の例では、樹脂ブロックBを完全に発泡させて膨張させる後工程が行われることで、発泡製品が製造される。
【0010】
本実施形態の例では、押出機11は、予め定められた規定複数個の樹脂ブロックB分の原材料を1ロットとして受け入れ、その1ロット分の発泡材含有樹脂Aを押し出し終えてから次の1ロットの原材料を受け入れる動作を繰り返すように構成されている。本実施形態では、例えば、1ロットは、樹脂ブロックB、4つ分である(図2参照)。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
東レ株式会社
プリプレグテープ
8か月前
CKD株式会社
型用台車
5か月前
シーメット株式会社
光造形装置
5か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社日本製鋼所
押出機
8か月前
グンゼ株式会社
ピン
5か月前
個人
射出ミキシングノズル
8か月前
個人
樹脂可塑化方法及び装置
4か月前
株式会社カワタ
計量混合装置
15日前
日機装株式会社
加圧システム
1か月前
株式会社FTS
ロッド
4か月前
株式会社FTS
成形装置
5か月前
株式会社漆原
シートの成形方法
12日前
株式会社シロハチ
真空チャンバ
7か月前
東レ株式会社
一体化成形品の製造方法
9か月前
株式会社リコー
シート剥離装置
10か月前
東レ株式会社
樹脂フィルムの製造方法
15日前
トヨタ自動車株式会社
射出装置
3か月前
株式会社不二越
射出成形機
2か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社コスメック
射出成形装置
9日前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
9日前
東レ株式会社
炭素繊維シートの製造方法
1か月前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社不二越
射出成形機
2か月前
株式会社リコー
画像形成システム
6か月前
株式会社FTS
セパレータ
4か月前
株式会社神戸製鋼所
混練機
3か月前
株式会社リコー
シート処理システム
10か月前
株式会社ニフコ
樹脂製品の製造方法
7か月前
トヨタ自動車株式会社
真空成形装置
1か月前
東レ株式会社
溶融押出装置および押出方法
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































