TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084689
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2024181499
出願日
2024-10-17
発明の名称
部品用アンカー付き金属多孔質クーポン及び同クーポンを有する部品
出願人
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
,
General Electric Technology GmbH
代理人
個人
,
弁理士法人NIP&SBPJ国際特許事務所
主分類
B22F
10/38 20210101AFI20250527BHJP(鋳造;粉末冶金)
要約
【課題】部品に固定するためのアンカーを備える多孔質金属クーポン、および前記部品を提供する。
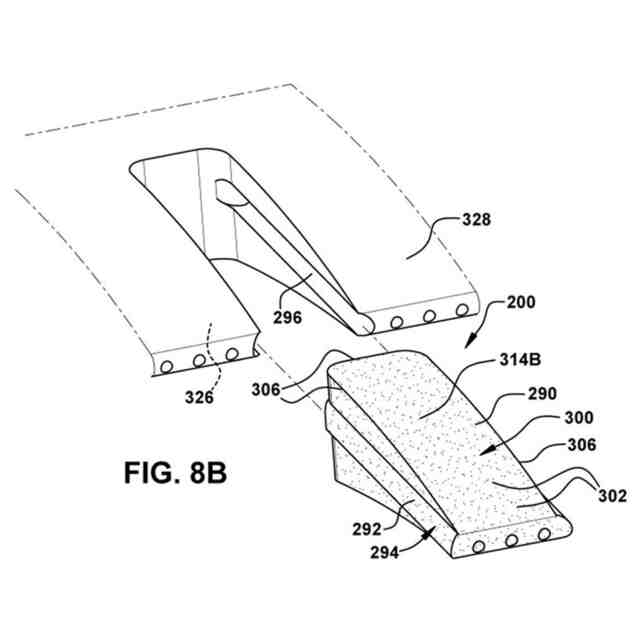
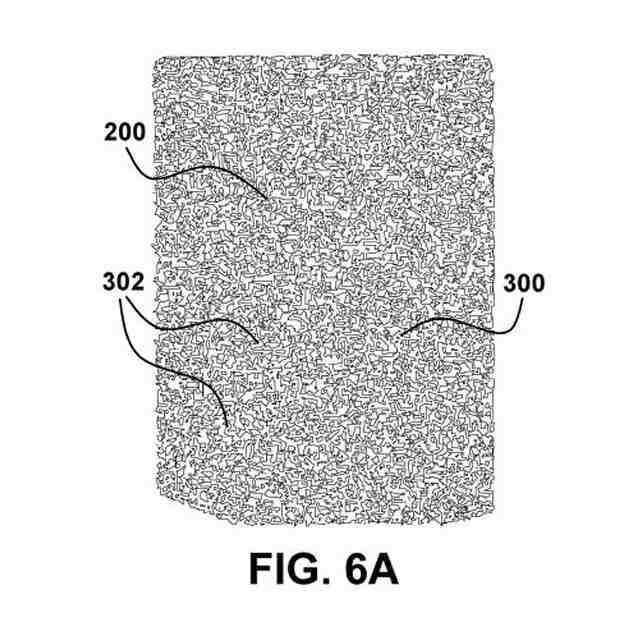
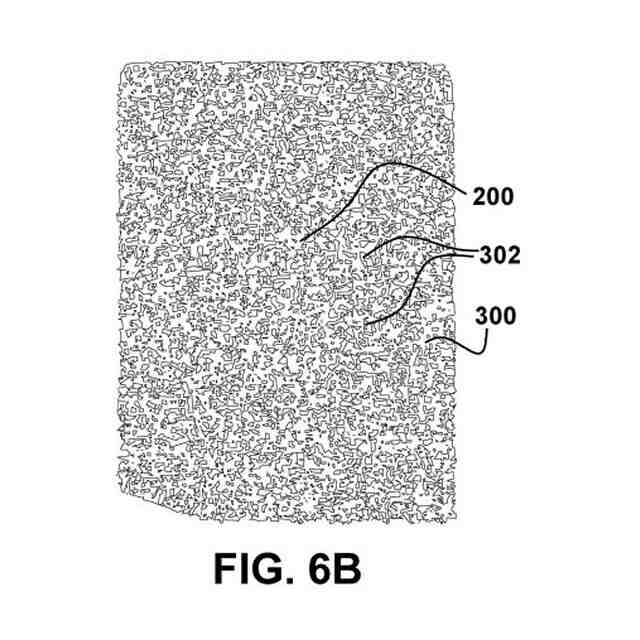
【解決手段】金属クーポン200は、総体積に対して2~50%の空洞空間体積を有する多孔質領域300を有する積層造形(AM)金属部材290を含む。金属クーポン200は、部品の本体のクーポン開口部内のアンカー294の第2のセクション296と相互作用するように構成されたアンカー294の第1のセクション292を含む。金属クーポン200を含む部品は、クーポン開口部を含む本体と、AM金属クーポン200と本体の一方に設けられた第1のセクション292を含むアンカー294と、AM金属クーポン200と本体の他方に設けられた第2のセクション296を含んでいてもよい。少なくとも第1のセクションと第2のセクション292、296は、本体のクーポン開口部にAM金属クーポン200を協働で保持する。
【選択図】図8B
特許請求の範囲
【請求項1】
金属クーポン(200)であって、当該金属クーポン(200)が、
積層造形(AM)金属部材(290)であって、
多孔質領域(300)の総体積に対して2~50%の空洞空間体積を有する多孔質領域(300)と、
金属クーポン(200)を結合させる部品(202)の本体(206)のアンカー(294)の相補的な形状の第2のセクション(296)と相互作用するように構成されたアンカー(294)の第1のセクション(292)と
を含む積層造形金属部材(290)を備える金属クーポン(200)。
続きを表示(約 1,000 文字)
【請求項2】
前記アンカー(294)の第1のセクション(292)が細長い突起である、請求項1に記載の金属クーポン(200)。
【請求項3】
前記細長い突起が雄型蟻尾形状、多角形形状及び湾曲形状のいずれかを有する、請求項2に記載の金属クーポン(200)。
【請求項4】
前記細長い突起が積層造形金属部材(290)の側面に沿って少なくとも部分的に延在している、請求項2に記載の金属クーポン(200)。
【請求項5】
前記細長い突起が複数の細長い突起を含む、請求項2に記載の金属クーポン(200)。
【請求項6】
前記アンカー(294)の第1のセクション(292)が細長い開口部である、請求項1に記載の金属クーポン(200)。
【請求項7】
前記細長い開口部が、雌ダブテール形状、多角形形状及び湾曲形状のいずれかを有する、請求項6に記載の金属クーポン(200)。
【請求項8】
前記細長い開口部が、積層造形金属部材(290)の側面に沿って少なくとも部分的に延在している、請求項6に記載の金属クーポン(200)。
【請求項9】
第1のセクション(292)が前記多孔質領域(300)の少なくとも一部を含んでいる、請求項1に記載の金属クーポン(200)。
【請求項10】
部品(202)であって、当該部品(202)が、
クーポン開口部(204)を含む本体(206)と、
多孔質領域(300)の総体積に対して2~50%の空洞空間体積のポロシティを有する多孔質領域(300)を有する積層造形(AM)金属クーポン(200)と、
アンカー(294)であって、前記積層造形金属クーポン(200)又は前記本体(206)の一方に設けられた第1のセクション(292)、及び前記積層造形金属クーポン(200)又は前記本体(206)の他方に設けられた第2のセクション(296)を含んでおり、少なくとも第1のセクション(292)及び第2のセクション(296)が協働で前記本体(206)のクーポン開口部に積層造形金属クーポン(200)を保持する、アンカー(294)と、
前記積層造形金属クーポン(200)を前記本体(206)のクーポン開口部に結合するろう材であって、少なくとも前記ポロシティの特性に基づいて前記多孔質領域(300)に溶浸したろう材と
を備える、部品(202)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、一般に、部品の補修及び製造、さらに具体的には、部品に固定するためのアンカーを備える多孔質金属クーポンに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
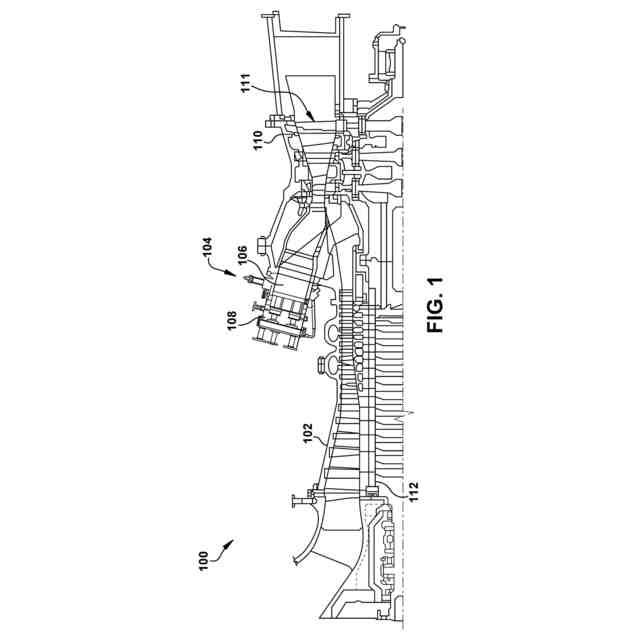
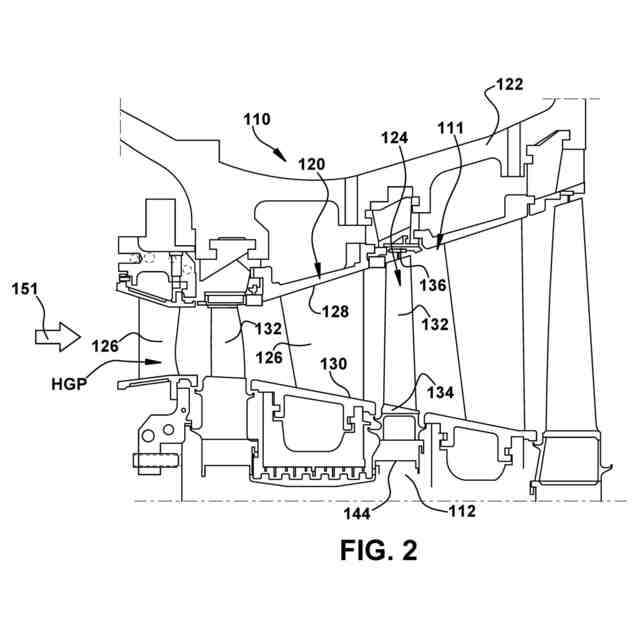
工業用部品は、時々補修を必要とすることが々ある。例えば、ターボ機械でエネルギー生成のため作動流体を導くのに使用される高温ガス経路部品は、補修を要することがある。高温ガス経路部品は、エネルギー生成のため作動流体を導く翼形部を含むタービンロータブレード又は静止ベーンのように、様々な形状をとり得る。ロータブレードはタービンロータに結合されてタービンロータを回転させるように作用し、静止ベーンはターボ機械のケーシングに結合されて作動流体をロータブレードに向けて導く。
【0003】
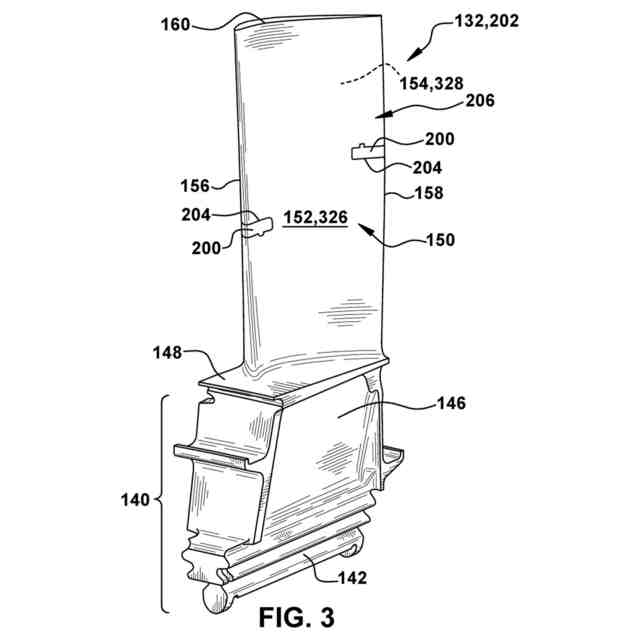
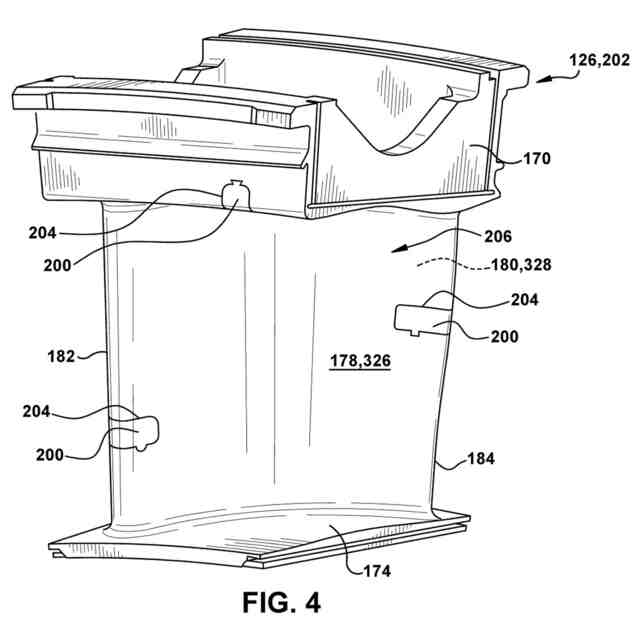
直接金属レーザ溶融(DMLM)又は選択的レーザ溶融(SLM)のような積層造形は、工業部品を製造するための信頼性の高い製造方法として登場した。積層造形技術の登場により、ターボ機械のノズルの前縁又は後縁の一部のような部品の一部を交換することもできるようになった。例えば、ターボ機械のノズルの前縁の一部を除去してノズルに切欠部を残し、新しいセクション(本明細書では「クーポン」という)を切欠部に結合してもよい。クーポンは、切欠部の形状と少なくとも概ね一致する形状をもつように積層造形される。このクーポンは、使用済みのターボ機械ノズルの一部を交換するか、新しいターボ機械ノズルの一部として追加できる。
【0004】
ただし、交換用クーポンは、部品の除去部分と同じ材料及び外装構造で作られる。そのため、交換用クーポンには、元の部品及び/又は切欠部と同じ短所の幾つかがみられ、クーポン強度、耐酸化性、サイクル疲労、応力/ひずみ耐性、延性、耐摩耗性、熱伝導率又は導電率及び/又は質量減少のような全般的性能特性が改善されることはない。1種類のろう材を用いて交換用クーポンを部品に結合すると、上述の全般的性能特性、さらには継手密着強さ及び信頼性の向上、ろう付け後に必要とされる機械加工/ブレンディング作業の低減のような、継手に関連する追加の性能特性の改善もできなくなる。また、除去した切欠部と実質的に同一材料のクーポンを使用すると、交換用クーポンの高額な材料コストを削減できなくなる。
【発明の概要】
【0005】
以下に挙げるすべての態様、具体例及び特徴は、技術的に可能な方法で組合せることができる。
【0006】
本開示の一態様は、金属クーポンを提供するが、金属クーポンは、積層造形(AM)金属部材であって、多孔質領域であって、多孔質領域の総体積に対して2~50%の空洞空間体積を有する多孔質領域と、金属クーポンを結合させる部品の本体のアンカーの相補的な形状の第2のセクションと相互作用するように構成されたアンカーの第1のセクションとを含む。
【0007】
本開示の別の態様は、上述の態様のいずれかを包含し、アンカーの第1のセクションは、細長い突起である。
【0008】
本開示の別の態様は、上述の態様のいずれかを包含し、細長い突起は、雄型蟻尾形状、多角形形状及び湾曲形状のいずれかを有する。
【0009】
本開示の別の態様は、上述の態様のいずれかを包含し、細長い突起はAM金属部材の側面に沿って少なくとも部分的に延在している。
【0010】
本開示の別の態様は、上述の態様のいずれかを包含し、細長い突起は複数の細長い突起を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
1か月前
UBEマシナリー株式会社
成形機
5か月前
株式会社 寿原テクノス
金型装置
4か月前
三菱電機株式会社
三次元造形装置
4か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
株式会社エスアールシー
インゴット
5か月前
芝浦機械株式会社
成形機
3か月前
株式会社キャステム
鋳造品の製造方法
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
個人
透かし模様付き金属板の製造方法
4か月前
芝浦機械株式会社
成形機
3か月前
株式会社クボタ
弁箱用の消失模型
5か月前
トヨタ自動車株式会社
突き折り棒
26日前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
トヨタ自動車株式会社
金型温度調整装置
5か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社浅沼技研
半溶融金属の成形方法
5か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
トヨタ自動車株式会社
金型冷却構造
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
新東工業株式会社
粉末除去装置
5か月前
株式会社豊田中央研究所
積層造形装置
2日前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
5か月前
トヨタ自動車株式会社
異種金属部材の接合方法
5か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
日立Astemo株式会社
成形装置
2か月前
セイコーエプソン株式会社
製造方法
1か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
1か月前
株式会社神戸製鋼所
鋼の製造方法
3か月前
山陽特殊製鋼株式会社
取鍋
4か月前
トヨタ自動車株式会社
ダイカスト装置
16日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ