TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025083670
公報種別
公開特許公報(A)
公開日
2025-06-02
出願番号
2023197183
出願日
2023-11-21
発明の名称
射出成形装置
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/53 20060101AFI20250526BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】モーターを大容量化しなくても、保圧時の保圧力を大きくすることができる射出成形装置を提供する。
【解決手段】動力伝達部は、偏芯した位置に回転軸が設けられた回転板と、前記回転軸が通る孔部が形成され、プランジャーを支持する支持部と、を有し、前記孔部は、前記プランジャーの移動方向に延在し、支持部は、前記回転板が回転することにより、前記孔部の延在方向に揺動し、送出処理の終了時点において、前記回転軸方向からみて、前記回転軸と前記回転板の中心とを結ぶ直線と、前記プランジャーの移動方向と、のなす角度は、90°よりも大きく、180°未満であり、制御部は、前記送出処理において、前記角度に応じて、前記モーターの回転数を制御する。
【選択図】図7
特許請求の範囲
【請求項1】
材料を可塑化して可塑化材料を生成する可塑化部と、
ノズル開口が形成され、前記可塑化材料を前記ノズル開口から送出するノズルと、
前記ノズル開口に連通し、前記可塑化材料が流れる流路に接続されたシリンダー、前記シリンダー内を往復移動するプランジャー、前記プランジャーを駆動するモーター、および前記モーターの動力を前記プランジャーに伝達する動力伝達部を有する吸引送出部と、
前記モーターを制御する制御部と、
を含み、
前記制御部は、
前記モーターの回転数を制御して、前記プランジャーを前記流路から離れる方向に移動させることで、前記シリンダー内に前記可塑化材料を吸引する吸引処理と、
前記モーターの回転数を制御して、前記プランジャーを前記流路に近づく方向に移動させることで、前記シリンダー内の前記可塑化材料を前記ノズルに送出する送出処理と、
を行い、
前記動力伝達部は、
偏芯した位置に回転軸が設けられた回転板と、
前記回転軸が通る孔部が形成され、前記プランジャーを支持する支持部と、
を有し、
前記孔部は、前記プランジャーの移動方向に延在し、
前記支持部は、前記回転板が回転することにより、前記孔部の延在方向に揺動し、
前記送出処理の終了時点において、前記回転軸方向からみて、前記回転軸と前記回転板の中心とを結ぶ直線と、前記プランジャーの移動方向と、のなす角度は、90°よりも大きく、180°未満であり、
前記制御部は、前記送出処理において、前記角度に応じて、前記モーターの回転数を制御する、射出成形装置。
続きを表示(約 1,000 文字)
【請求項2】
請求項1において、
前記プランジャーは、複数の部品で構成され、
前記複数の部品は、着脱可能で、前記プランジャーの移動方向に並んでいる、射出成形装置。
【請求項3】
請求項1において、
前記プランジャーは、周囲に凹部または凸部が形成されており、
前記制御部は、前記プランジャーに形成された前記凹部または前記凸部を、前記プランジャーの移動方向に位置する度当てに接触させて、前記モーターのトルク値を検出することで、前記プランジャーの長さを検出する処理を行う、射出成形装置。
【請求項4】
請求項3において、
前記制御部は、検出した前記プランジャーの長さに応じて、前記モーターの回転数を制御する制御データを作成する処理か、または、前記制御データを記憶部に記憶されている中から選択する処理を行う、射出成形装置。
【請求項5】
請求項1において、
前記制御部は、前記送出処理における前記モーターのトルク値の時系列データに基づいて、前記プランジャーの長さの変更可能量を表示部に表示させる処理を行う、射出成形装置。
【請求項6】
請求項1において、
前記制御部は、前記プランジャーの長さに応じた最大射出力、最大保圧力、最長保圧時間、および前記プランジャーの移動速度の少なくとも1つを表示部に表示させる処理を行う、射出成形装置。
【請求項7】
請求項1ないし6のいずれか1項において、
前記支持部は、前記回転板と前記プランジャーとの間に設けられ、前記プランジャーが接続された壁部を有し、
前記動力伝達部は、前記壁部と前記回転板との間に設けられ、前記壁部を前記流路に近づく方向に付勢する付勢部を有し、
前記ノズルは、前記ノズル開口を開閉する開閉機構を有し、
前記開閉機構は、前記流路の圧力が所定の圧力よりも大きい場合に、前記ノズル開口が開くように構成され、
前記付勢部による付勢力は、前記所定の圧力による前記プランジャーの反力よりも小さい、射出成形装置。
【請求項8】
請求項7において、
前記制御部は、前記流路の圧力を検出しながら、前記吸引処理を行い、
前記吸引処理の終了時点において、前記付勢部の付勢力は、前記流路の圧力による前記プランジャーの反力よりも大きい、射出成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
可塑化部によって可塑化された材料を、キャビティーに向けて射出し、硬化させることによって成形品を成形する射出成形装置が知られている。
【0003】
例えば特許文献1には、シリンダーと、シリンダー内を移動するプランジャーと、プランジャーを駆動させるプランジャー駆動部と、を有する射出制御部を備えた射出成形機が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-104600号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のような射出成形機では、キャビティーに可塑化材料を充填した後に、キャビティーに充填された可塑化材料への圧力を保持する保圧時において、プランジャー駆動部のモーターに負荷がかかる。そのため、モーターの大型化が必要となる場合がある。
【課題を解決するための手段】
【0006】
本発明に係る射出成形装置の一態様は、
材料を可塑化して可塑化材料を生成する可塑化部と、
ノズル開口が形成され、前記可塑化材料を前記ノズル開口から送出するノズルと、
前記ノズル開口に連通し、前記可塑化材料が流れる流路に接続されたシリンダー、前記シリンダー内を往復移動するプランジャー、前記プランジャーを駆動するモーター、および前記モーターの動力を前記プランジャーに伝達する動力伝達部を有する吸引送出部と、
前記モーターを制御する制御部と、
を含み、
前記制御部は、
前記モーターの回転数を制御して、前記プランジャーを前記流路から離れる方向に移動させることで、前記シリンダー内に前記可塑化材料を吸引する吸引処理と、
前記モーターの回転数を制御して、前記プランジャーを前記流路に近づく方向に移動させることで、前記シリンダー内の前記可塑化材料を前記ノズルに送出する送出処理と、
を行い、
前記動力伝達部は、
偏芯した位置に回転軸が設けられた回転板と、
前記回転軸が通る孔部が形成され、前記プランジャーを支持する支持部と、
を有し、
前記孔部は、前記プランジャーの移動方向に延在し、
前記支持部は、前記回転板が回転することにより、前記孔部の延在方向に揺動し、
前記送出処理の終了時点において、前記回転軸方向からみて、前記回転軸と前記回転板の中心とを結ぶ直線と、前記プランジャーの移動方向と、のなす角度は、90°よりも大きく、180°未満であり、
前記制御部は、前記送出処理において、前記角度に応じて、前記モーターの回転数を制御する。
【図面の簡単な説明】
【0007】
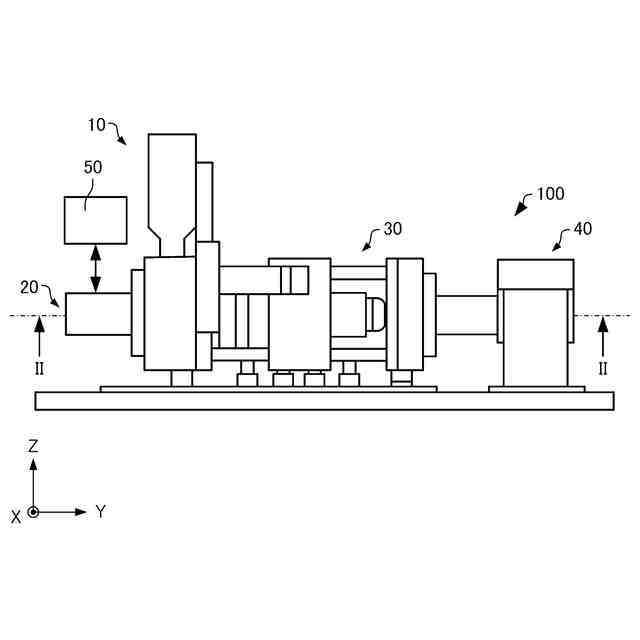
本実施形態に係る射出成形装置を模式的に示す側面図。
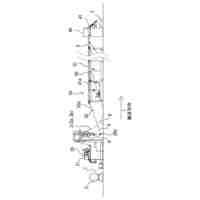
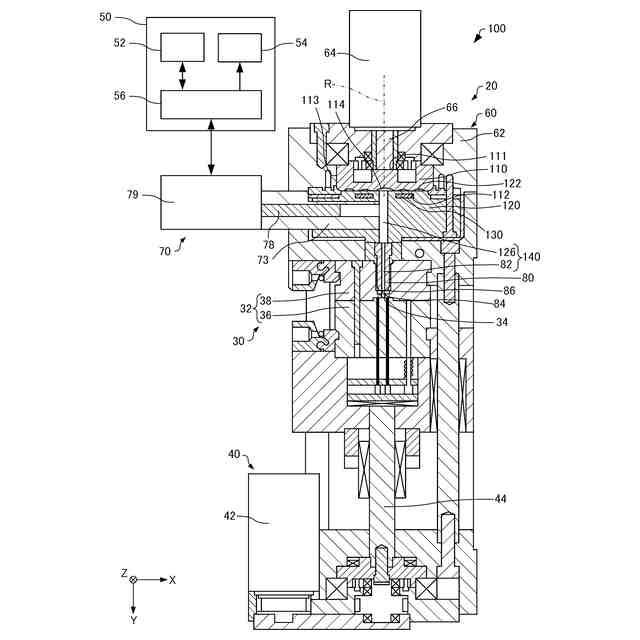
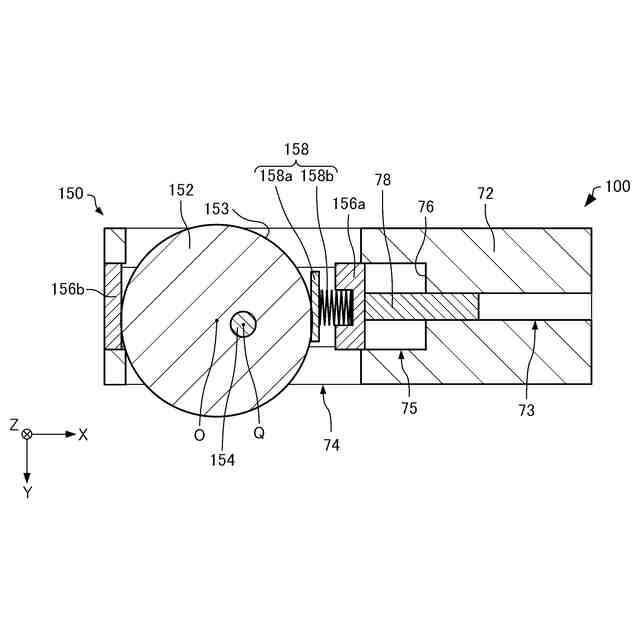
本実施形態に係る射出成形装置を模式的に示す断面図。
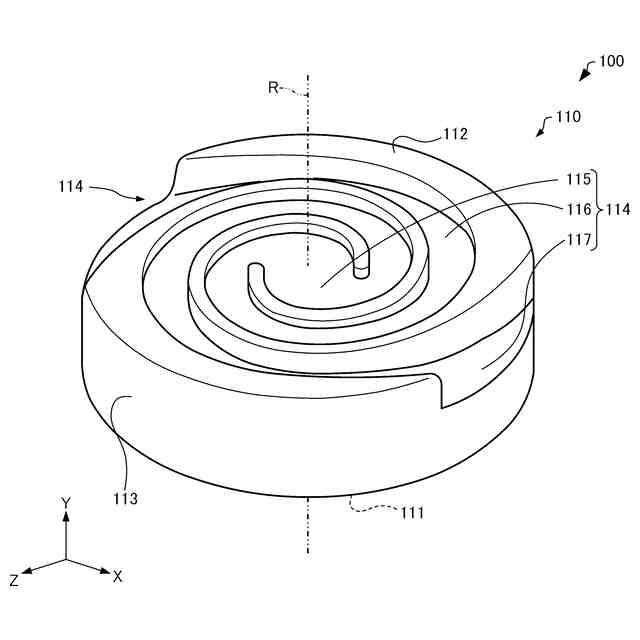
本実施形態に係る射出成形装置のフラットスクリューを模式的に示す斜視図。
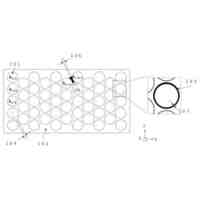
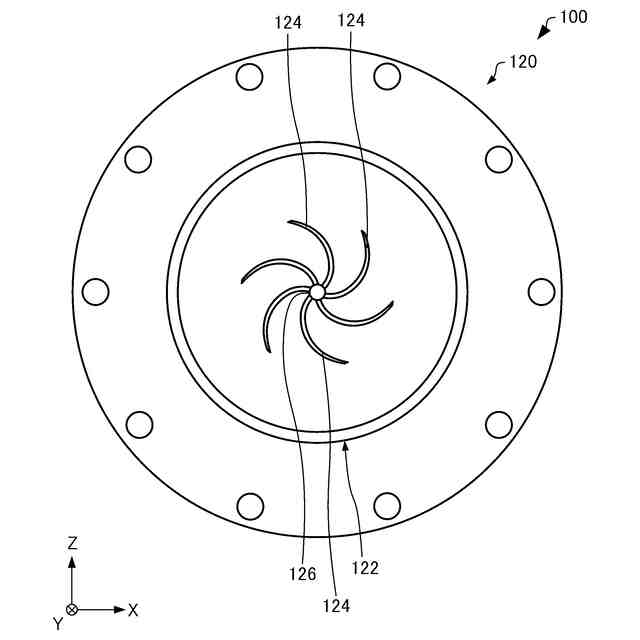
本実施形態に係る射出成形装置のバレルを模式的に示す図。
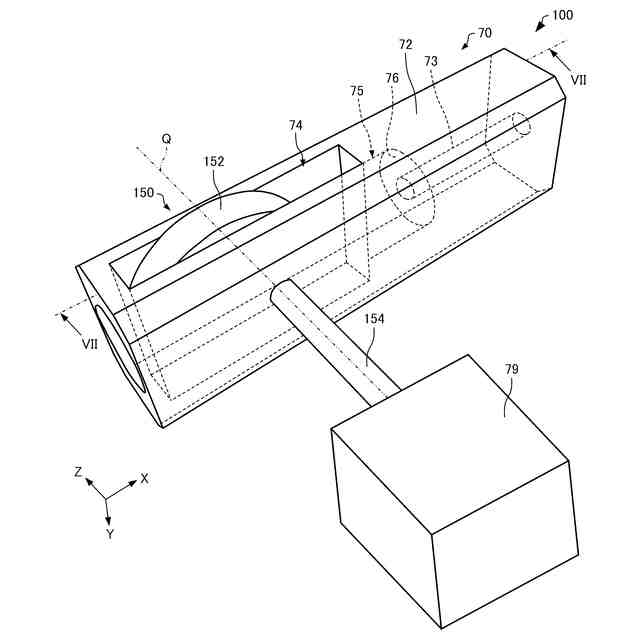
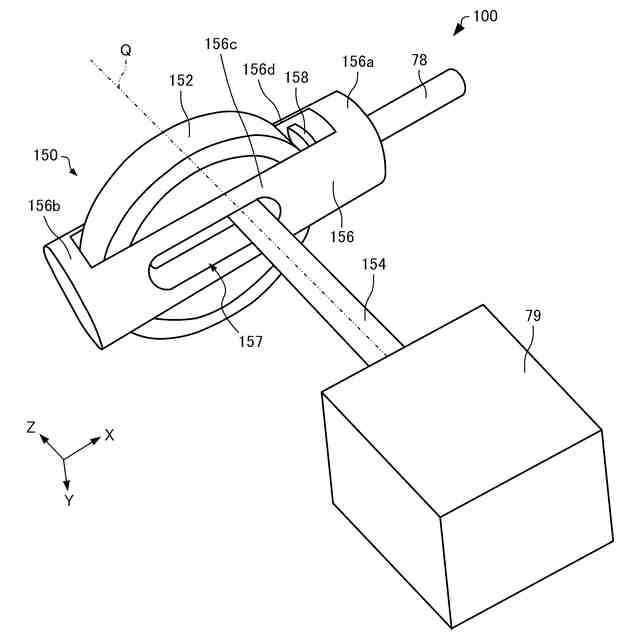
本実施形態に係る射出成形装置の吸引送出部を模式的に示す斜視図。
本実施形態に係る射出成形装置の吸引送出部を模式的に示す斜視図。
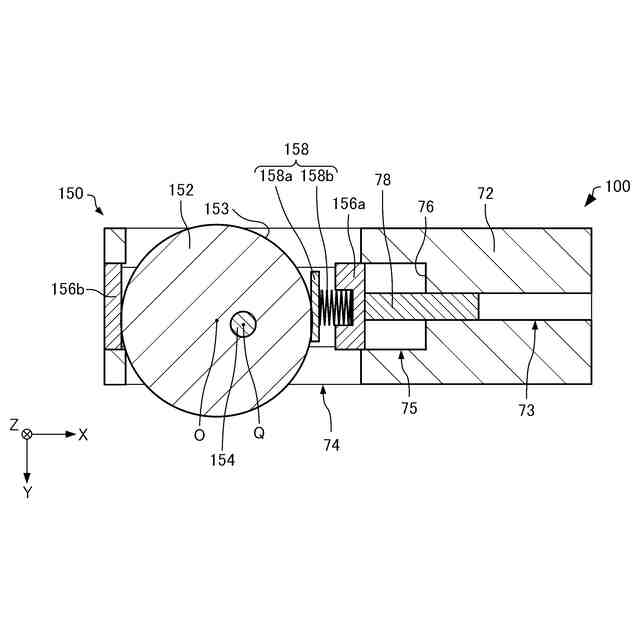
本実施形態に係る射出成形装置の吸引送出部を模式的に示す断面図。
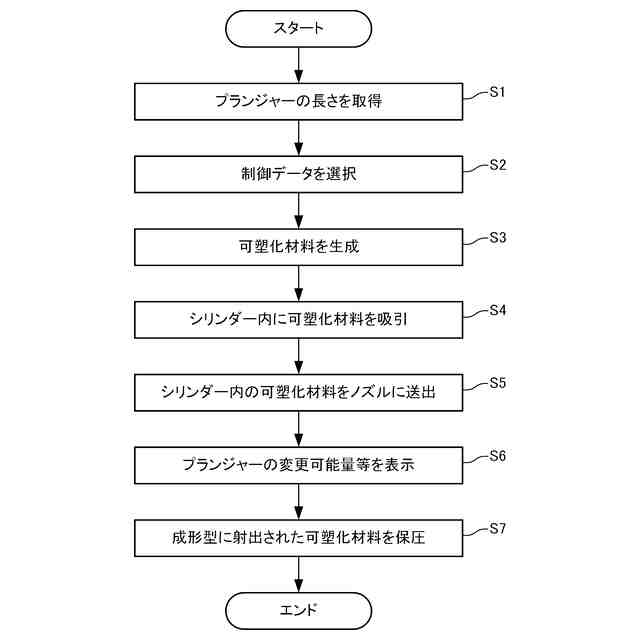
本実施形態に係る射出成形装置の動作を説明するためのフローチャート。
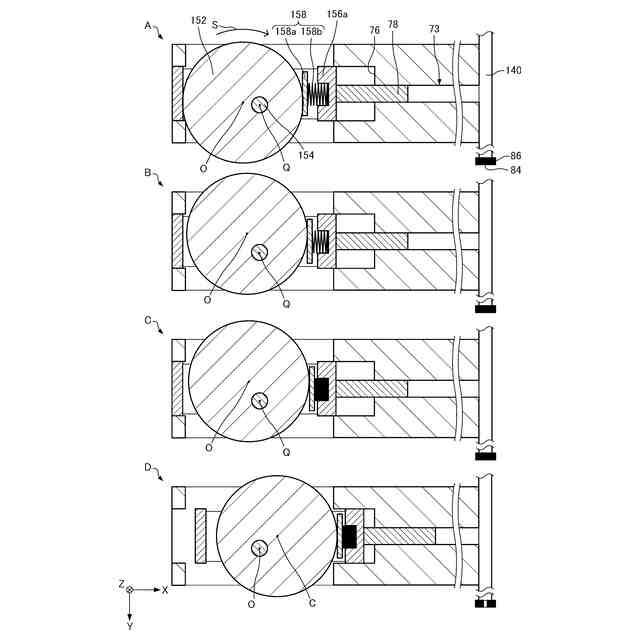
本実施形態に係る射出成形装置の送出処理を説明するための断面図。
本実施形態に係る射出成形装置の送出処理を説明するための図。
本実施形態の第1変形例に係る射出成形装置のプランジャーを模式的に示す斜視図。
本実施形態の第2変形例に係る射出成形装置のプランジャーを模式的に示す斜視図。
【発明を実施するための形態】
【0008】
以下、本発明の好適な実施形態について、図面を用いて詳細に説明する。なお、以下に説明する実施形態は、特許請求の範囲に記載された本発明の内容を不当に限定するものではない。また、以下で説明される構成の全てが本発明の必須構成要件であるとは限らない。
【0009】
1. 射出成形装置
1.1. 全体の構成
まず、本実施形態に係る射出成形装置について、図面を参照しながら説明する。図1は、本実施形態に係る射出成形装置100を模式的に示す側面図である。なお、図1では、互いに直交する3つの軸として、X軸、Y軸、およびZ軸を示している。X軸方向およびY軸方向は、例えば、水平方向である。Z軸方向は、例えば、鉛直方向である。
【0010】
射出成形装置100は、図1に示すように、材料供給部10と、射出部20と、型部30と、型締部40と、制御装置50と、を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
CKD株式会社
型用台車
5か月前
シーメット株式会社
光造形装置
5か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
5か月前
株式会社FTS
ロッド
4か月前
株式会社カワタ
計量混合装置
11日前
日機装株式会社
加圧システム
1か月前
個人
樹脂可塑化方法及び装置
4か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社FTS
成形装置
5か月前
株式会社漆原
シートの成形方法
8日前
株式会社シロハチ
真空チャンバ
7か月前
東レ株式会社
樹脂フィルムの製造方法
11日前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
5日前
株式会社不二越
射出成形機
2か月前
株式会社リコー
画像形成システム
5か月前
株式会社不二越
射出成形機
1か月前
株式会社神戸製鋼所
混練機
3か月前
株式会社コスメック
射出成形装置
5日前
株式会社FTS
セパレータ
4か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社ニフコ
樹脂製品の製造方法
7か月前
トヨタ自動車株式会社
真空成形装置
1か月前
個人
ノズルおよび熱風溶接機
4か月前
東レ株式会社
溶融押出装置および押出方法
4か月前
トヨタ自動車株式会社
3Dプリンタ
6か月前
日東工業株式会社
インサート成形機
6か月前
株式会社ミヤコシ
解反機
11日前
株式会社日本製鋼所
射出成形機
6か月前
株式会社コスメック
磁気クランプ装置
4か月前
株式会社カネカ
再生アクリル樹脂の製造方法
7か月前
帝人株式会社
複数の孔を有する成形品
1か月前
株式会社FTS
ブローニードル
6か月前
中川産業株式会社
防火板材の製造方法
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ