TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025077152
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023189141
出願日
2023-11-06
発明の名称
成形型
出願人
株式会社イノアックコーポレーション
代理人
個人
,
個人
主分類
B29C
45/26 20060101AFI20250512BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】バリの発生を防止できる成形型を提供する。
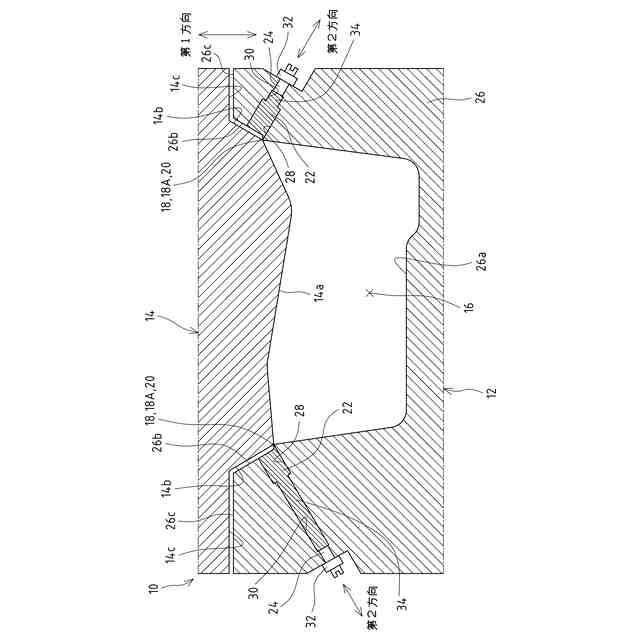
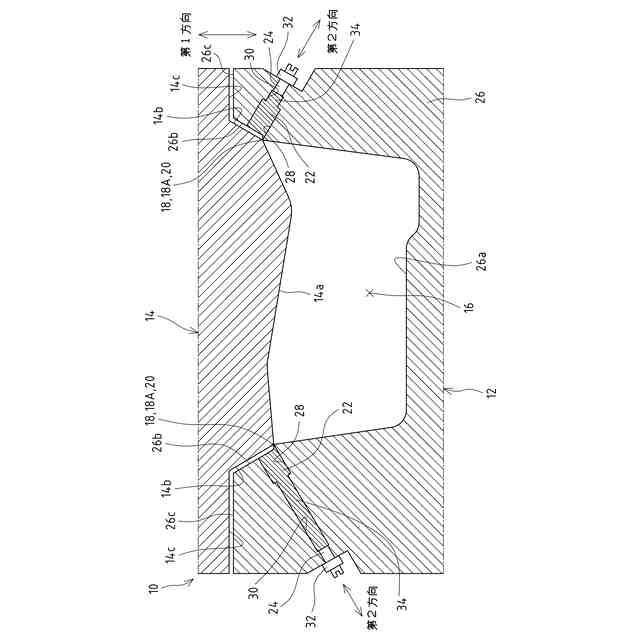
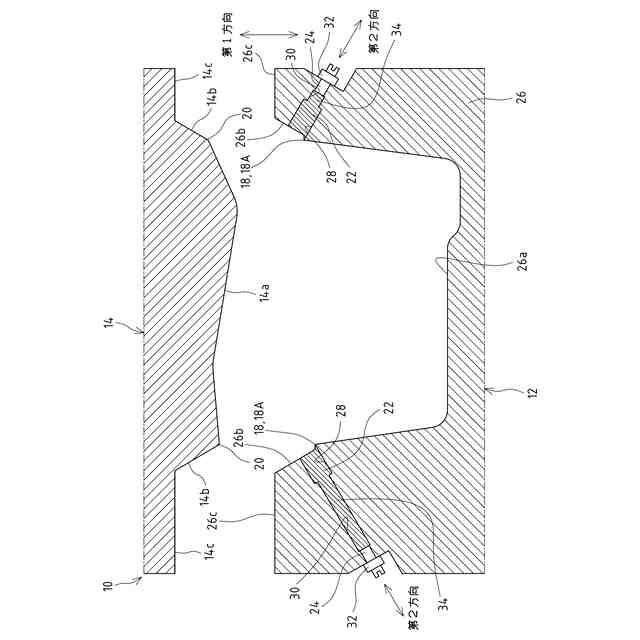
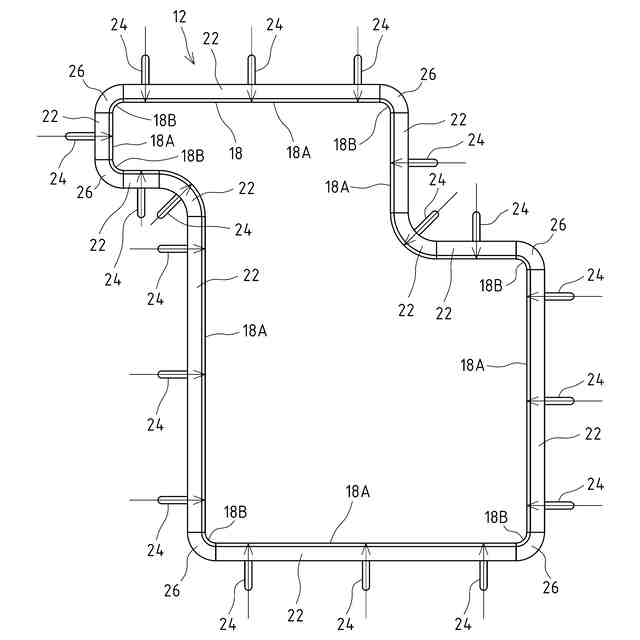
【解決手段】成形型10は、第1型12および第2型14の型閉じにより互いのシール部18,20が当接することで内部にキャビティ16を形成し、第1方向に型開きするように構成されている。第1型12は、第1方向と交差する第2方向へ移動可能に設けられ、第1型12のシール部18を有するシールブロック22と、型閉じ時において、第1型12のシール部18が第2型14のシール部20を押すようにシールブロック22を第2方向に押す押圧手段24とを備えている。
【選択図】図1
特許請求の範囲
【請求項1】
第1型および第2型の型閉じにより互いのシール部が当接することで内部にキャビティを形成し、第1方向に型開きする成形型であって、
前記第1型は、
前記第1方向と交差する第2方向へ移動可能に設けられ、前記第1型のシール部を有するシールブロックと、
型閉じ時において、前記第1型のシール部が前記第2型のシール部を押すように前記シールブロックを前記第2方向に押す押圧手段と、を備える、成形型。
続きを表示(約 370 文字)
【請求項2】
型閉じ時において、前記第2型のシール部は、前記第1型のシール部よりも内側に配置される請求項1に記載の成形型。
【請求項3】
前記第1型は、前記シールブロックを複数有し、
各々の前記シールブロックにおける前記第2方向は、前記シールブロックにおける前記第1型のシール部が延在する方向に交差する方向である請求項1に記載の成形型。
【請求項4】
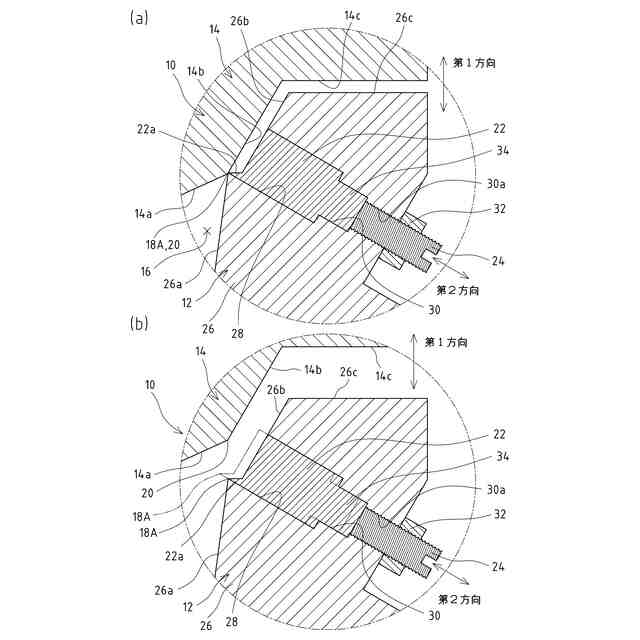
前記シールブロックにおける前記第1型のシール部は、前記シールブロックにおける先端の角部に設けられ、前記第2型のシール部とで、パーティングラインに沿う線状に当接する請求項1に記載の成形型。
【請求項5】
前記シールブロックにおける前記第1型のシール部は、前記第2型のシール部よりも柔らかい金属である請求項4に記載の成形型。
発明の詳細な説明
【技術分野】
【0001】
この発明は、成形型に関するものである。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
成形型では、上型と下型との間に形成されるキャビティに樹脂材料が注入されて、成形品が成形される。上型と下型とが当接するパーティング面に樹脂材料が侵入すると、バリが生じてしまうため、ゴムなどの弾性体からなるシールをパーティング面に配置することが提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第3486782号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
シールは、成形を繰り返し行うと、割れや削れやヘタリなどが生じて、バリが発生してしまう。
【0005】
本発明は、従来の技術に係る前記課題に鑑み、これらを好適に解決するべく提案されたものであって、バリの発生を防止できる成形型を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る成形型の第1態様は、
第1型および第2型の型閉じにより互いのシール部が当接することで内部にキャビティを形成し、第1方向に型開きする成形型であって、
前記第1型は、
前記第1方向と交差する第2方向へ移動可能に設けられ、前記第1型のシール部を有するシールブロックと、
型閉じ時において、前記第1型のシール部が前記第2型のシール部を押すように前記シールブロックを前記第2方向に押す押圧手段と、を備えることを要旨とする。
【0007】
本発明に係る成形型の第2態様は、前記第1態様において、
型閉じ時において、前記第2型のシール部は、前記第1型のシール部よりも内側に配置されていてもよい。
【0008】
本発明に係る成形型の第3態様は、前記第1態様又は前記第2態様において、
前記第1型は、前記シールブロックを複数有し、
各々の前記シールブロックにおける前記第2方向は、前記シールブロックにおける前記第1型のシール部が延在する方向に交差する方向であってもよい。
【0009】
本発明に係る成形型の第4態様は、前記第1態様、前記第2態様又は前記第3態様の何れか1つにおいて、
前記シールブロックにおける前記第1型のシール部は、前記シールブロックにおける先端の角部に設けられ、前記第2型のシール部とで、パーティングラインに沿う線状に当接してもよい。
【0010】
本発明に係る成形型の第5態様は、前記第1態様、前記第2態様、前記第3態様又は前記第4態様の何れか1つにおいて、
前記シールブロックにおける前記第1型のシール部は、前記第2型のシール部よりも柔らかい金属であってもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
プリプレグテープ
10か月前
CKD株式会社
型用台車
7か月前
東レ株式会社
フィルムの製造方法
14日前
東レ株式会社
フィルムの製造方法
4か月前
個人
射出ミキシングノズル
9か月前
株式会社日本製鋼所
押出機
9か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
20日前
日機装株式会社
加圧システム
3か月前
株式会社カワタ
計量混合装置
2か月前
個人
樹脂可塑化方法及び装置
6か月前
株式会社FTS
ロッド
6か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社リコー
シート剥離装置
11か月前
株式会社漆原
シートの成形方法
1か月前
東レ株式会社
一体化成形品の製造方法
11か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社FTS
成形装置
6か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社コスメック
射出成形装置
1か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社不二越
射出成形機
3か月前
株式会社日本製鋼所
押出成形装置
10か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社リコー
画像形成システム
7か月前
株式会社FTS
セパレータ
5か月前
株式会社不二越
射出成形機
1か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
日東工業株式会社
インサート成形機
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































