TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025074841
公報種別
公開特許公報(A)
公開日
2025-05-14
出願番号
2023185914
出願日
2023-10-30
発明の名称
ドライフィルムおよびその製造方法
出願人
太陽ホールディングス株式会社
代理人
個人
,
個人
,
個人
主分類
B05D
3/00 20060101AFI20250507BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】樹脂組成物の処方によらず、保護フィルムと樹脂組成物層とが適度に密着したドライフィルムをロールトゥロール方式により製造する方法を提供する。
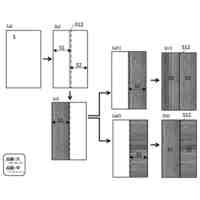
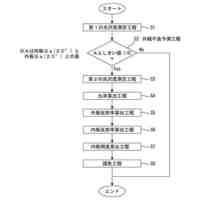
【解決手段】(a)樹脂組成物を第1のフィルムの表面に塗布して第1の積層体を得る工程、
(b)前記第1の積層体の樹脂組成物を乾燥させる工程、および
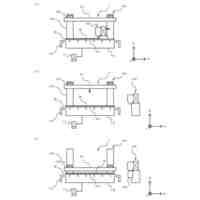
(c)前記第1の積層体と第2のフィルムとを、前記乾燥後の樹脂組成物と前記第2のフィルムとが接触するように積層して第2の積層体を得る工程
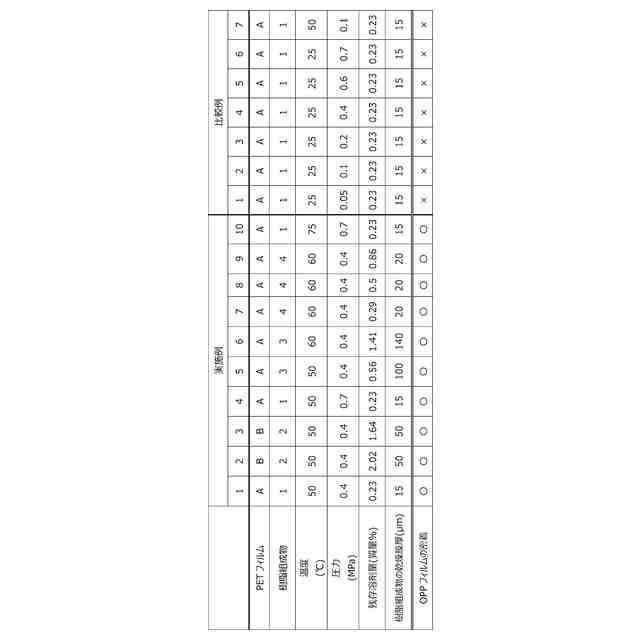
を含む、ロールトゥロール方式によるドライフィルムの製造方法において、工程(c)における第1の積層体と第2のフィルムとを積層する温度を40~75℃に調整し、圧力を0.2~0.7MPaに調整する。
【選択図】なし
特許請求の範囲
【請求項1】
ドライフィルムの製造方法であって、
(a)樹脂組成物を第1のフィルムの表面に塗布して第1の積層体を得る工程、
(b)前記第1の積層体の樹脂組成物を乾燥させる工程、および
(c)前記第1の積層体と第2のフィルムとを、前記乾燥後の樹脂組成物と前記第2のフィルムとが接触するように積層して第2の積層体を得る工程
を含み、
前記工程(c)における第1の積層体と第2のフィルムとを積層する温度が40~75℃であり、圧力が0.2~0.7MPaであり、
前記工程(a)~(c)が一連のロールトゥロール方式で行われることを特徴とする、
前記製造方法。
続きを表示(約 320 文字)
【請求項2】
前記第1のフィルムがポリエチレンテレフタレートフィルムである、請求項1に記載の製造方法。
【請求項3】
前記第2のフィルムが二軸延伸ポリプロピレンフィルムである、請求項1に記載の製造方法。
【請求項4】
前記工程(b)における乾燥後の樹脂組成物の膜厚が10~200μmである、請求項1に記載の製造方法。
【請求項5】
前記工程(b)における乾燥後の樹脂組成物に含まれる溶剤の量が、該乾燥後の樹脂組成物の総質量に対して5質量%以下である、請求項1に記載の製造方法。
【請求項6】
請求項1~5のいずれか一項に記載の製造方法により得られる、ドライフィルム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ドライフィルムおよびその製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
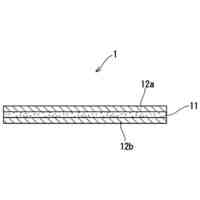
従来、電子機器等に用いられるプリント配線板に設けられるソルダーレジストや層間絶縁層等の保護膜や絶縁層の形成手段の一つとして、ドライフィルム(積層フィルム)が利用されている(例えば、特許文献1)。ドライフィルムは、適当な樹脂組成物を支持フィルム上に塗布後、樹脂組成物を乾燥して得られる樹脂組成物層を有し、一般的には、樹脂組成物層を保護するために、支持フィルムとは反対側の面(すなわち、樹脂組成物層の表面)に保護フィルムがさらに積層された状態で市場に流通している。ドライフィルムの樹脂組成物層を基板に貼着し、パターニングや硬化処理を施すことによって、上述したような保護膜や絶縁層を有するプリント配線板を製造することができる。
【0003】
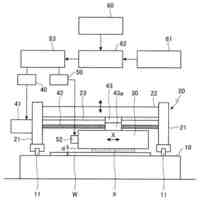
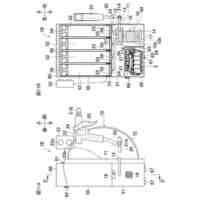
保護フィルムおよび支持フィルムの2つのフィルムと、これらのフィルムの間の樹脂組成物層を有する一般的なドライフィルムは、まず、樹脂組成物を、支持フィルム上に塗布し、次いで、乾燥炉により乾燥させることで支持フィルム上に乾燥した樹脂組成物(樹脂組成物層)を形成し、次いで、樹脂組成物層の表面に保護フィルムを張り合わせる(ラミネートする)ことにより製造される。工業的には、ドライフィルムは長尺のシート状で製造され、製造と同時または製造後に巻き取られてロール状とされる。例えば、ドライフィルムは幅1m、長さ8000mの長尺で製造され、製造と同時または製造後に巻き取られてロール状とされる。
【0004】
このようなドライフィルムの製造および巻き取りは、一般的には、いわゆるロールトゥロール方式によって行われる。ロールトゥロール方式では、支持フィルムの巻き出しから製造されたドライフィルムの巻き取りに至るまで支持フィルムに一定の張力がかけられ、その間に支持フィルムへの樹脂組成物の塗布や樹脂組成物層への保護フィルムの積層が連続的に行われる。
【0005】
しかしながら、このようなロールトゥロール方式では、保護フィルムを積層する際の温度および圧力を適切に調整しないと、保護フィルムが樹脂組成物層に適切に積層されない(すなわち、保護フィルムが樹脂組成物層に適切に貼り付かない)という問題があった。また、ロールトゥロール方式では支持フィルムに張力をかけながら巻き取りを行うため、保護フィルムと樹脂組成物層との密着が過剰であると、各フィルムおよび樹脂組成物層の柔軟性との関連で、製造されるドライフィルムに機械方向のカールが発生してハンドリング性が低下するという問題があった。従来、このような保護フィルムと樹脂組成物層との過剰な密着に関して、樹脂組成物層を形成する樹脂組成物の処方を工夫することによって、そのような過剰な密着が抑制されることが報告されている(例えば、特許文献2)。しかしながら、このような技術では、樹脂組成物層を形成する樹脂組成物の処方が限定され、所望の特性を有する保護膜や絶縁層を形成するドライフィルムを提供できない場合があった。
【先行技術文献】
【特許文献】
【0006】
特開2015-10179号公報
特開2022-28036号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
このような状況下、樹脂組成物の処方によらず、保護フィルムと樹脂組成物層とが適度に密着したドライフィルムをロールトゥロール方式により製造する方法を提供することが、技術的課題として存在する。
【0008】
したがって、本発明は、樹脂組成物の処方によらず、保護フィルムと樹脂組成物層とが適度に密着したドライフィルムをロールトゥロール方式により製造する方法を提供すること目的とする。さらに、本発明の別の目的は、そのような製造方法により得られるドライフィルムを提供することである。
【課題を解決するための手段】
【0009】
発明者らは、鋭意研究した結果、(a)樹脂組成物を第1のフィルムの表面に塗布して第1の積層体を得る工程、(b)前記第1の積層体の樹脂組成物を乾燥させる工程、および(c)前記第1の積層体と第2のフィルムとを、前記乾燥後の樹脂組成物と前記二軸延伸ポリプロピレンとが接触するように積層して第2の積層体を得る工程を含むドライフィルムの製造方法において、前記工程(c)における第1の積層体と第2のフィルムとを積層する温度を40~75℃に調整し、圧力を0.2~0.7MPaに調整することにより、前記工程(a)~(c)が一連のロールトゥロール方式で行われる場合であっても上述した課題を解決できるとの知見を得た。本発明はかかる知見によるものである。すなわち、本発明の要旨は以下の通りである。
【0010】
[1]ドライフィルムの製造方法であって、
(a)樹脂組成物を第1のフィルムの表面に塗布して第1の積層体を得る工程、
(b)前記第1の積層体の樹脂組成物を乾燥させる工程、および
(c)前記第1の積層体と第2のフィルムとを、前記乾燥後の樹脂組成物と前記第2のフィルムとが接触するように積層して第2の積層体を得る工程
を含み、
前記工程(c)における第1の積層体と第2のフィルムとを積層する温度が40~75℃であり、圧力が0.2~0.7MPaであり、
前記工程(a)~(c)が一連のロールトゥロール方式で行われることを特徴とする、
前記製造方法。
[2]前記第1のフィルムがポリエチレンテレフタレートフィルムである、[1]に記載の製造方法。
[3]前記第2のフィルムが二軸延伸ポリプロピレンフィルムである、[1]または[2]に記載の製造方法。
[4]前記工程(b)における乾燥後の樹脂組成物の膜厚が10~200μmである、[1]~[3]のいずれかに記載の製造方法。
[5]前記工程(b)における乾燥後の樹脂組成物に含まれる溶剤の量が、該乾燥後の樹脂組成物の総質量に対して5質量%以下である、[1]~[4]のいずれかに記載の製造方法。
[6][1]~[5]のいずれかに記載の製造方法により得られる、ドライフィルム。
【発明の効果】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
1か月前
菊水化学工業株式会社
塗装方法
2か月前
中外炉工業株式会社
塗布装置
2か月前
ベック株式会社
装飾被膜の形成方法
2か月前
東レエンジニアリング株式会社
塗布装置
1か月前
富士合成株式会社
スラッジ回収構造
2か月前
兵神装備株式会社
塗布検査システム
2か月前
株式会社吉野工業所
トリガー式吐出器
2か月前
株式会社マキタ
グリース吐出装置
1か月前
トヨタ自動車東日本株式会社
塗料調色方法
2か月前
日本リグランド株式会社
流体散布ユニット
3か月前
ヤマホ工業株式会社
液体散布杆
28日前
株式会社吉野工業所
液体噴出器
2か月前
個人
ホースやノズルの長尺部の挟持具
2か月前
リンテック株式会社
機能性層の製造方法
7日前
株式会社リコー
液滴吐出装置及び液滴吐出方法
2か月前
菊水化学工業株式会社
塗装方法
1か月前
株式会社IEC
補助装置
4日前
株式会社リコー
液体塗布装置及びキャッピング方法
2か月前
株式会社JVCケンウッド
噴霧装置、及び噴霧方法
1か月前
株式会社カネカ
積層体の製造方法、及び成形体の製造方法
1か月前
株式会社カーメイト
超音波型ミスト発生装置
25日前
セイコーエプソン株式会社
液体噴射装置
2か月前
株式会社不二越
塗布装置
3か月前
アスザック株式会社
塗液回収器およびスピンコーター
2か月前
トヨタ自動車株式会社
集電箔の製造方法
1か月前
トヨタ自動車株式会社
集電箔の製造方法
1か月前
株式会社ディスコ
被覆装置
1か月前
株式会社リコー
液体吐出装置及び液体吐出方法
2か月前
個人
噴射ノズル
21日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
8日前
株式会社IEC
塗料供給装置
4日前
カシオ計算機株式会社
塗布装置、塗布方法及びプログラム
2か月前
株式会社SUBARU
塗布装置
2か月前
旭サナック株式会社
塗装装置
2か月前
デンカ株式会社
吹付ノズル及び吹付システム
26日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ