TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025067996
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2025022057,2023524415
出願日
2025-02-14,2021-11-08
発明の名称
付加摩擦撹拌製造トランジション継手のための方法及び装置
出願人
ディーエムシー グローバル インコーポレイテッド
,
DMC Global Inc.
代理人
弁理士法人M&Partners
主分類
B23K
20/12 20060101AFI20250417BHJP(工作機械;他に分類されない金属加工)
要約
【課題】
より信頼性の高いトランジション継手及び同トランジション継手を製造するための方法を提供すること。
【解決手段】
異種金属物品は、第1金属材料から構成される第1金属部材と、第2金属材料から構成される第2金属部材と、第1金属部材の第1端面と第2金属部材の第1端面との間に設けられ、これらの端面同士を結合するトランジション継手と、を備えてもよい。第1金属部材と第2金属部材との間のトランジション継手を強化するために、異種金属物品に付加流動材をさらに設けてもよい。
特許請求の範囲
【請求項1】
第1金属部材の第1端面を含む第1金属部材と、
第2金属部材の第1端面を含む第2金属部材と、
前記第1金属部材の前記第1端面と前記第2金属部材の前記第1端面との間に設けられ、前記第1金属部材の前記第1端面と前記第2金属部材の前記第1端面とを結合するトランジション継手と、
付加流動材から形成されたカラー部とを備え、
前記カラー部は前記第1金属部材の外面、前記第2金属部材の外面、及び前記トランジション継手の各々に結合され、
前記付加流動材は、前記トランジション継手において、前記第1金属部材および前記第2金属部材と混合しており、
前記第1金属部材が鋼または合金鋼から構成され、
前記第2金属部材及び前記付加流動材の各々は、アルミニウムまたはアルミニウム合金から構成されることを特徴とする、異種金属物品。
続きを表示(約 1,100 文字)
【請求項2】
前記第1金属部材は、第1金属層と、クラッド接合中間層と、第2金属層と、をさらに含み、
前記クラッド接合中間層は、前記第1金属層と前記第2金属層との間で爆発圧接されたものであり、
前記第2金属層は、前記第1金属部材の前記第1端面に隣接して設けられる、請求項1記載の異種金属物品。
【請求項3】
前記第1金属層は、鋼又は合金鋼から構成され、
前記第2金属層は、アルミニウム又はアルミニウム合金から構成され、
前記クラッド接合中間層は、ニッケル、ステンレス鋼、ニッケル合金、チタン、ジルコニウム、銀、又はタンタルから構成される、請求項2記載の異種金属物品。
【請求項4】
前記トランジション継手は、前記第1金属部材、前記第2金属部材、及び前記付加流動材から形成された機械的に混合された組成物から構成されていることを特徴とする、請求項1記載の異種金属物品。
【請求項5】
前記トランジション継手は、前記第1金属部材を構成する金属、前記第2金属部材を構成する金属、及び前記付加流動材を構成する金属の組成物から構成される、請求項1記載の異種金属物品。
【請求項6】
前記トランジション継手は、摩擦撹拌接合によって形成されたものである、請求項1記載の異種金属物品。
【請求項7】
前記カラー部は、前記第1金属部材の前記外面、前記第2金属部材の前記外面、及び前記トランジション継手の各々の周りにおいて周方向に延在する、請求項1記載の異種金属物品。
【請求項8】
前記第1金属部材の前記外面及び前記第1金属部材の前記第1端面のうちの少なくとも一方において機械加工によって設けられた複数の凹部と、
前記カラー部の内面に形成された複数の凸部であって、複数の凸部の各々が、複数の凹部の各々の外形に対応する外形を有する複数の凸部と、
をさらに備え、
前記複数の凸部と前記複数の凹部とは物理的に係合している、請求項1記載の異種金属物品。
【請求項9】
前記第1金属部材の前記第1端面及び前記第2金属部材の前記第1端面の各々は、平坦面を含む、請求項1記載の異種金属物品。
【請求項10】
前記第1金属部材の前記第1端面及び前記第2金属部材の前記第1端面の各々は、傾斜面又はテーパ面を含み、
前記第1金属部材の前記第1端面は第1接触肩部を含み、
前記第2金属部材の前記第1端面は第2接触肩部を含み、前記第1金属部材と前記第2金属部材とは直接的に面接触する、請求項1記載の異種金属物品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
(関連出願の相互参照)
本願は、2020年11月6日出願の米国仮特許出願第63/110,510号の優先権を主張し、その内容の全体を参照により本明細書に組み込む。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
トランジション継手(トランジションジョイント)は、クラッド板やパイプを爆発圧接して2種の異種金属(例えばアルミニウムと鋼)を互いに結合し、結合したクラッド板やパイプを機械加工することによって形成するのが一般的である。しかし、これらのプロセスによって形成した継手に不具合があった場合、用途によっては機器の損傷や作業者の負傷、場合によっては人命の損失につながるおそれがある。トランジション継手が大きくなると、製造時や現場溶接時のリスクや困難がより大きな問題になる。固相溶接によって形成されたトランジション継手は、溶接時に継手の部材が過熱することによって強度が低下するおそれがある。厚肉の大型部材を接合する場合には、板厚の制約により、溶接継手の形状や溶接界面の近接度に影響が出る。また、爆発圧接を複数回行うことによって複数の中間層を設けるとともに板の確認試験を行う必要があるため、製造コストが非常に高くなる。
【発明の概要】
【発明が解決しようとする課題】
【0003】
2種の異種金属間のトランジション継手(異材継手)を作製するための既存の方法に係る問題点に鑑みて、より信頼性の高いトランジション継手及び同トランジション継手を作製するための方法が求められている。
【課題を解決するための手段】
【0004】
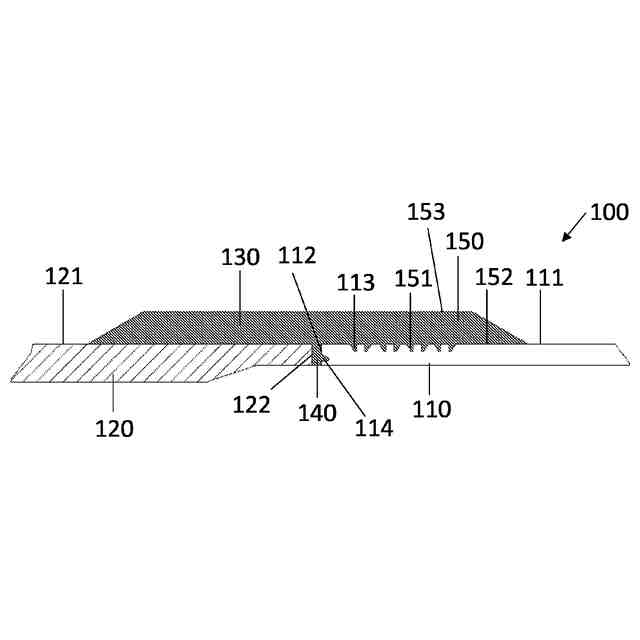
一実施形態において、異種金属物品は、第1金属材料から形成される第1金属部材と、第2金属材料から形成される第2金属部材と、第1金属部材の第1端面と第2金属部材の第1端面との間に設けられ、第1金属部材の第1端面と第2金属部材の第1端面とを結合するトランジション継手(異材継手)と、を備えてもよい。付加流動材から形成されたカラー部が、第1金属部材の外面、第2金属部材の外面、及びトランジション継手の各々に結合されている。
【0005】
一実施形態において、異種金属物品の製造方法は、
第1金属部材と第2金属部材とを位置合わせすることと、
第1金属部材の第1端面と第2金属部材の第1端面との間にトランジション継手を形成することと、
トランジション継手と、第1金属部材の外面の少なくとも一部及び第2金属部材の外面の少なくとも一部との周りにカラー部を形成することと、を含んでもよい。
第1金属部材は鋼又はステンレス鋼から構成され、第2金属部材はアルミニウム又はアルミニウム合金から構成されてもよい。
【0006】
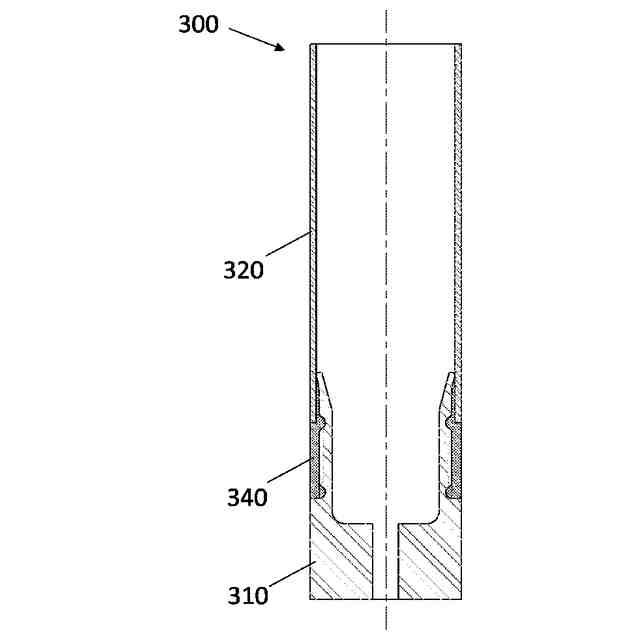
例示的実施形態の異種金属物品は、ヨークとパイプとを備えてもよい。ヨークは、ヨーク外面と、ヨーク外面に形成された複数の窪み部と、ヨーク外面から径方向外側に向かって傾斜するフレア部と、を含んでもよい。パイプは、パイプ内部を画定するパイプ内面を有してもよい。フレア部はパイプ内部に設けられ、パイプ内面とヨーク外面との間に隙間が形成された状態でパイプ内面に当接してもよい。ヨークとパイプとは摩擦撹拌接合によって接合されたものであってもよい。複数の窪み部、及びパイプ内面とヨーク外面との間の隙間には、付加流動材が少なくとも部分的に充填されている。
【0007】
以下、添付図面に示す具体的な実施形態を参照して、より具体的な説明を行う。これらの図面は典型的な実施形態を示しているに過ぎず、その範囲を限定するものとみなすべきではないという認識の下、より具体的かつ詳細に、添付の図面を用いて例示的実施形態について記載し、説明する。
【図面の簡単な説明】
【0008】
一実施形態に係る異種金属物品を示す図である。
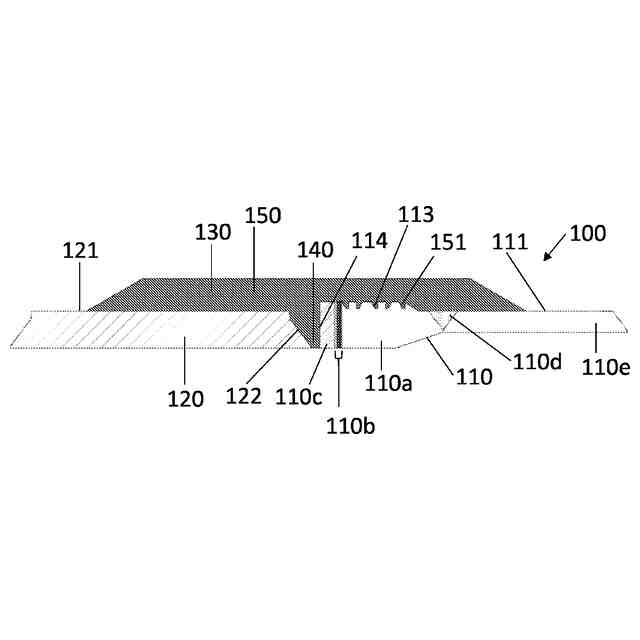
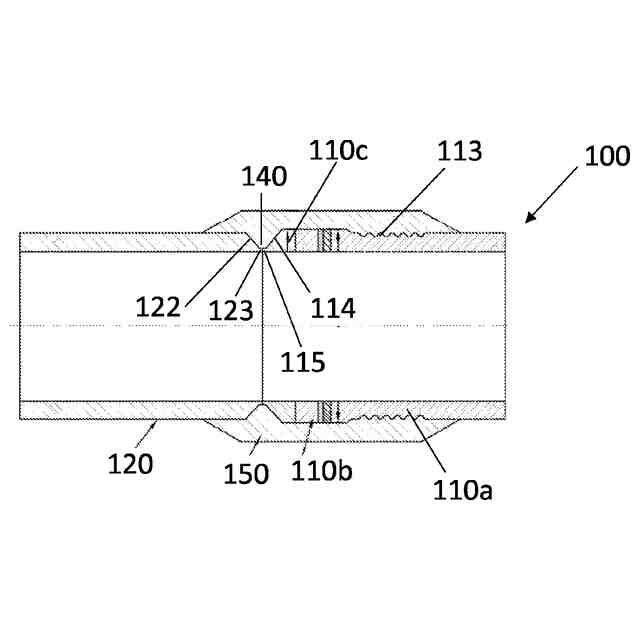
一実施形態に係る、爆発圧接によって形成された継手を含む異種金属物品を示す図である。
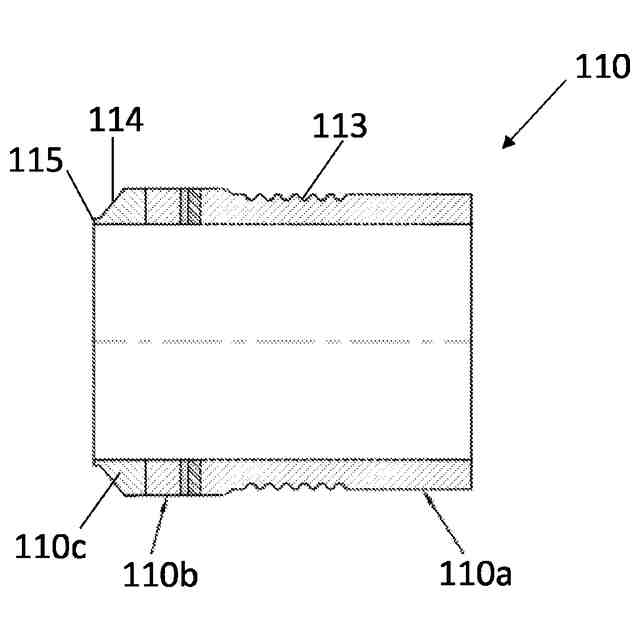
一実施形態に係る異種金属物品に用いられる第1金属部材を示す図である。
一実施形態に係る、爆発圧接によって形成された継手を含む異種金属物品を示す図である。
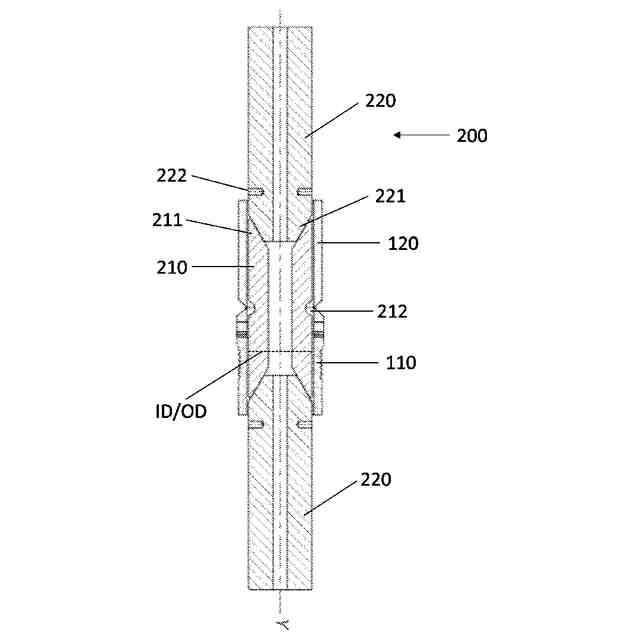
一実施形態に係る異種金属物品用の工作治具アセンブリを示す図である。
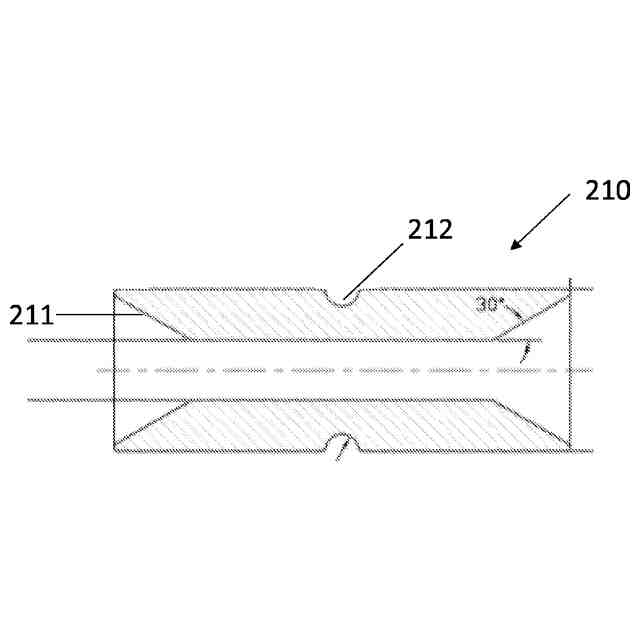
一実施形態に係る雌型工作治具部品を示す図である。
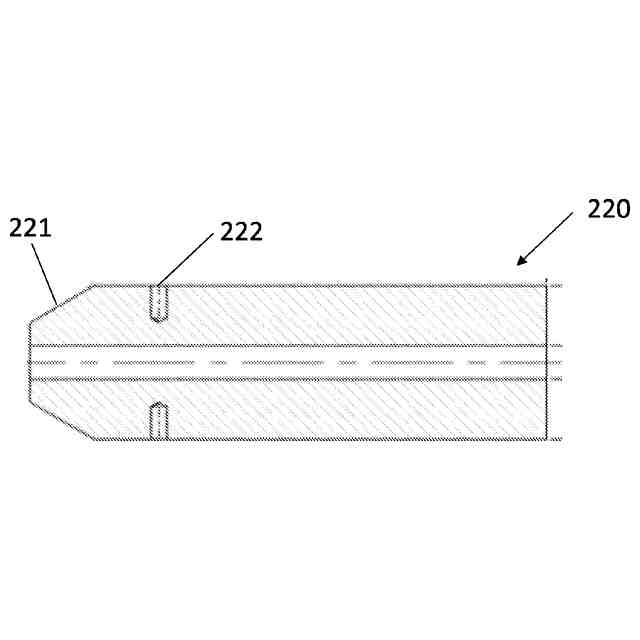
一実施形態に係る雄型工作治具部品を示す図である。
例示的実施形態に係る異種金属物品を示す図である。
例示的実施形態に係る異種金属物品を示す図である。
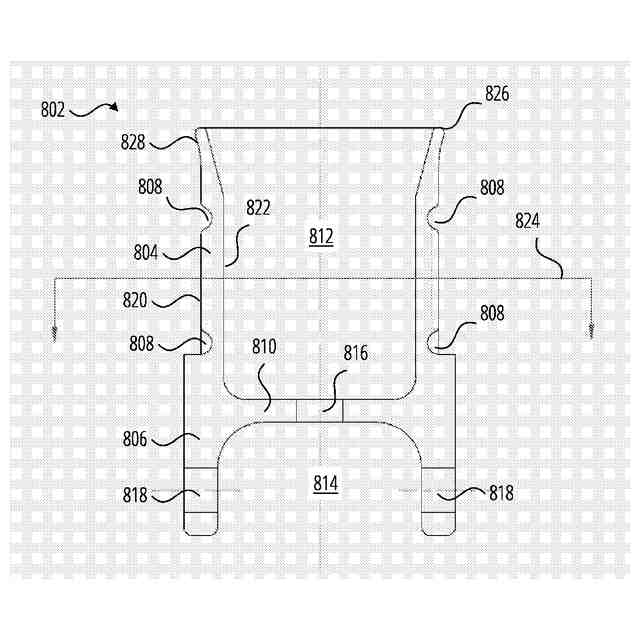
例示的実施形態に係るヨークの縦断面図である。
例示的実施形態に係るヨークの横断面図である。
例示的実施形態に係るヨークの縦断面図である。
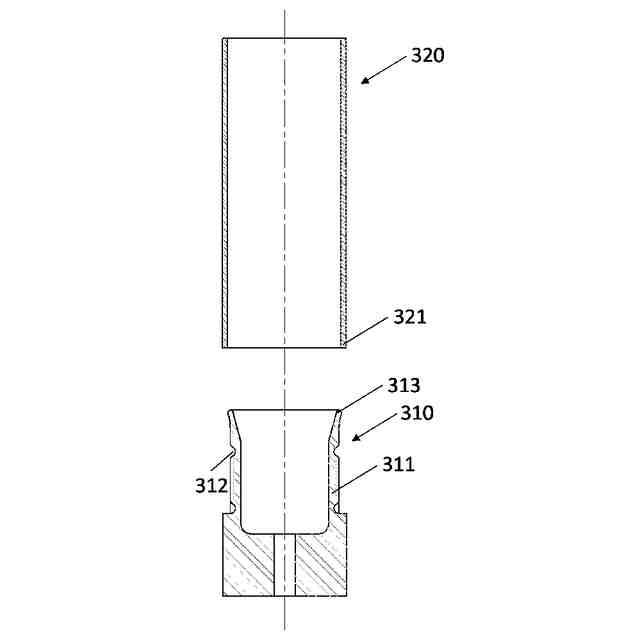
例示的実施形態に係るヨーク及びパイプを分解した縦断面図である。
例示的実施形態に係るヨーク及びパイプを組み立てた縦断面図である。
【0009】
実施形態の様々な特徴、態様、及び利点は、下記の詳細な説明及び添付の図面からより明確になるであろう。図面及び本文全体において、同じ符号は同等の構成要素を表す。記載された様々な特徴は、必ずしも縮尺通りに描かれているわけではなく、ある実施形態に関連する特定の特徴が強調されて描かれる場合もある。
【0010】
本明細書で使用する見出しは整理を目的とするものにすぎず、説明の範囲又は特許請求の範囲を限定することを意図するものではない。理解しやすいように、図面間で共通する同等の要素は、可能な限り同じ参照符号で示す。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
ドリル
13日前
日東精工株式会社
ねじ締め機
17日前
日東精工株式会社
ねじ締め装置
1か月前
日東精工株式会社
多軸ねじ締め機
17日前
有限会社 ナプラ
金属粒子
1か月前
株式会社FUJI
工作機械
20日前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
積層造形溶接方法
2か月前
株式会社ナベヤ
締結装置
2か月前
ブラザー工業株式会社
工作機械
18日前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
18日前
トヨタ自動車株式会社
接合方法
11日前
株式会社コスメック
クランプ装置
1か月前
株式会社不二越
管用テーパタップ
19日前
株式会社ダイヘン
溶接装置
10日前
ビアメカニクス株式会社
レーザ加工装置
17日前
株式会社プロテリアル
金属箔の溶接方法
17日前
大肯精密株式会社
自動送り穿孔機
11日前
オークマ株式会社
工作機械
1か月前
株式会社コスメック
クランプ装置
25日前
津田駒工業株式会社
2連回転割出し装置
1か月前
大和ハウス工業株式会社
溶接方法
1か月前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
診断装置
1か月前
株式会社不二越
スカイビングカッタ
12日前
トヨタ自動車株式会社
レーザ加工機
1か月前
豊田鉄工株式会社
レーザー溶接装置
1か月前
スター精密株式会社
工作機械
1か月前
オーエスジー株式会社
ドリル
26日前
株式会社不二越
通り穴加工用タップ
3日前
トヨタ自動車株式会社
グラフ生成方法
19日前
株式会社ダイヘン
サブマージアーク溶接装置
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
25日前
株式会社恵信工業
アプセット溶接方法
26日前
宮川工機株式会社
プレカット加工装置
26日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































