TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025065171
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2025009463,2024522328
出願日
2025-01-22,2023-09-08
発明の名称
切削加工システム、および切削工具
出願人
住友電気工業株式会社
代理人
弁理士法人サンクレスト国際特許事務所
主分類
B23B
27/00 20060101AFI20250410BHJP(工作機械;他に分類されない金属加工)
要約
【課題】無線給電ための、受電アンテナ回路の配置の自由度および回路規模の自由度を高めることができる切削加工システムを提供する。
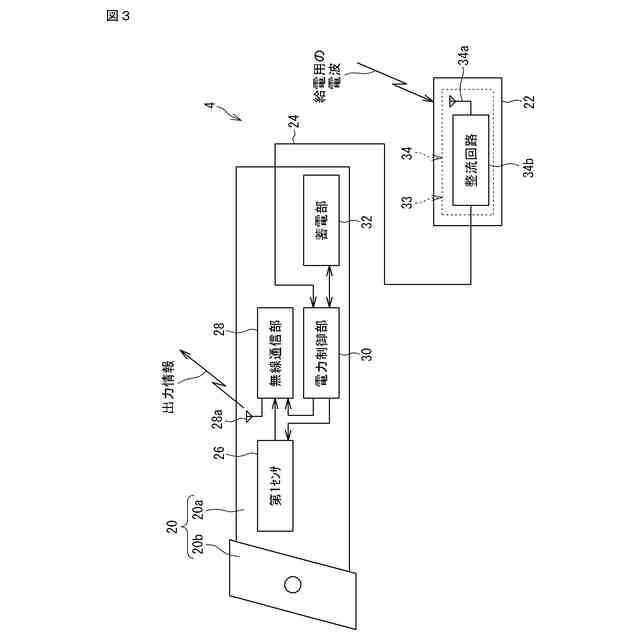
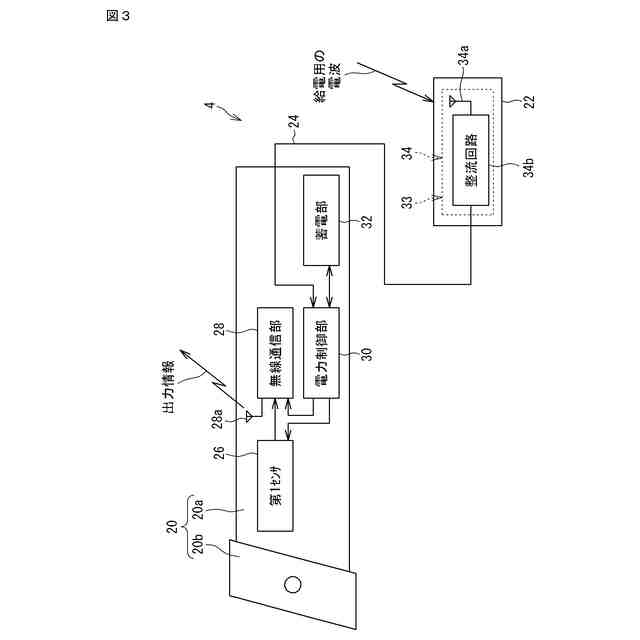
【解決手段】工作機械の加工空間に設けられる送電アンテナを有する給電装置と、前記加工空間に配置され、かつ、前記送電アンテナからの送電電力を受電する受電アンテナ回路33を有する切削工具と、を備える。前記切削工具は、第1センサが設けられた第1工具本体20と、前記第1センサへ電力を与えるための第1電力線を介して前記第1工具本体に接続され、前記受電アンテナ回路を内部に収容する、前記第1工具本体に対して別体の筐体22と、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
工作機械の加工空間に設けられる送電アンテナを有する給電装置と、
前記加工空間に配置され、かつ、前記送電アンテナからの送電電力を受電する受電アンテナ回路を有する切削工具と、を備え、
前記切削工具は、
第1センサが設けられた第1工具本体と、
前記第1センサへ電力を与えるための第1電力線を介して前記第1工具本体に接続され、前記受電アンテナ回路を内部に収容する、前記第1工具本体に対して別体の筐体と、を備える
切削加工システム。
続きを表示(約 1,200 文字)
【請求項2】
前記工作機械は、前記工具本体を把持するタレットを有し、
前記筐体は、
筐体本体と、
前記タレットの軸方向の端面に前記筐体本体を固定する固定部と、を備える
請求項1に記載の切削加工システム。
【請求項3】
前記筐体本体は、前記端面に固定された状態において前記端面に対向する対向面を有し、
前記固定部は、前記端面と、前記対向面と、を接着させる接着部を含む
請求項2に記載の切削加工システム。
【請求項4】
前記固定部は、
前記タレットの工具取付溝に把持される被把持部と、
前記被把持部から延び、かつ、先端部に前記筐体本体が設けられるアーム部と、を含み、
前記アーム部は、前記被把持部が前記工具取付溝に把持された状態で、前記タレットの端面に沿って前記タレットの回転軸に向かって延びている
請求項2に記載の切削加工システム。
【請求項5】
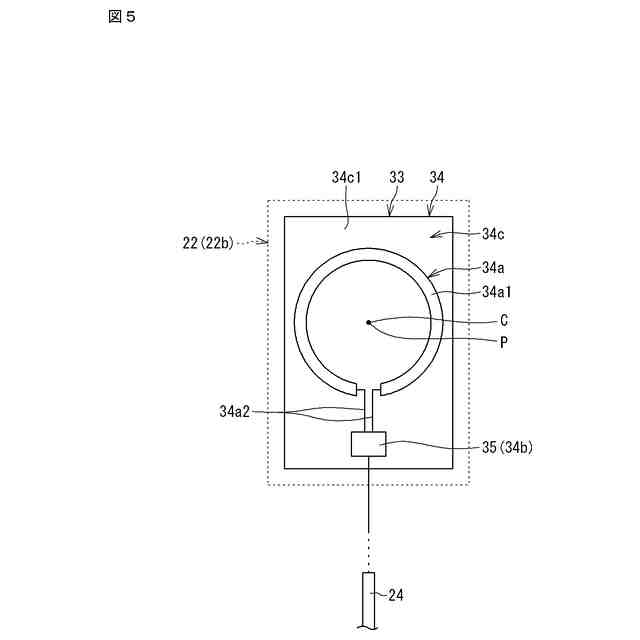
前記筐体本体は、前記受電アンテナ回路のアンテナ素子の中心を前記タレットの回転軸が通過するように前記タレットの端面に固定される
請求項2から請求項4のいずれか一項に記載の切削加工システム。
【請求項6】
前記アンテナ素子は、ループ素子である
請求項5に記載の切削加工システム。
【請求項7】
前記第1工具本体および前記筐体のいずれかに設けられ、前記受電アンテナ回路によって受電された電力を蓄電する蓄電部をさらに備える
請求項1から請求項6のいずれか一項に記載の切削加工システム。
【請求項8】
前記切削工具は、
第2センサが設けられ、前記第2センサへ電力を与えるための第2電力線を介して前記筐体に接続される第2工具本体と、
前記受電アンテナ回路が受電した電力を前記第1センサおよび前記第2センサに給電する給電制御部と、をさらに備える
請求項1から請求項7のいずれか一項に記載の切削加工システム。
【請求項9】
前記加工空間外に設置され、前記給電制御部を制御する外部装置をさらに備え、
前記切削工具は、前記外部装置との間で通信可能な通信部をさらに備え、
前記給電制御部は、前記通信部を介して与えられる前記外部装置からの制御命令に基づいて前記第1センサへ与えられる電力および前記第2センサへ与えられる電力を制御する
請求項8に記載の切削加工システム。
【請求項10】
前記制御命令は、前記工作機械の状態を示す情報、および、前記通信部から送信される前記第1センサの出力と前記第2センサの出力とを含む出力情報のうちの少なくともいずれか一方に基づいて生成される
請求項9に記載の切削加工システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、切削加工システム、および切削工具に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、本体部と、本体部に配置されたセンサ部と、センサの出力を示す情報を外部へ送信する無線通信部と、各部に電力を供給する電池と、を備えた切削工具が開示されている。電池は、本体部に設けられた空間である電池収容部に収容されている。
この切削工具は、加工中の切削工具の状態をセンサによってモニタし、外部へ送信することができる。
【先行技術文献】
【特許文献】
【0003】
国際公開第2022/230149号
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来の切削工具では、電池の電力が消費され枯渇すると、新たな電池に交換する必要がある。この場合、電池収容部内から古い電池を取り出し、新たな電池を装着しなければならず、加工中に電池を交換することは困難である。
このため、加工時間が長時間となることにより、加工中に電池の電力が枯渇すると、その後の切削工具の状態をモニタすることができなくなるおそれがある。
【0005】
そこで、切削工具のセンサに対して無線給電することが考えられる。切削工具のセンサに対して無線給電すれば、加工中の切削工具に対して給電が可能となり、加工時間が長時間になったとしても連続して切削工具の状態をモニタすることが可能となる。
【0006】
ここで、センサへ無線給電するためには、送電される電力を受電するための受電アンテナ回路を切削工具に設ける必要がある。
例えば、電池に代えて受電アンテナ回路を切削工具の本体部(シャンク)に内蔵することが考えられる。
しかし、この場合、受電アンテナ回路を、切削工具の本体部に設けられた空間等の限られた空間内に配置しなければならず、受電アンテナ回路の配置態様が制限される上、受電アンテナ素子の大きさや個数等といった受電アンテナ回路の回路規模も制限されることとなる。
【課題を解決するための手段】
【0007】
本開示の実施形態に係る切削加工システムは、工作機械の加工空間に設けられる送電アンテナを有する給電装置と、前記加工空間に配置され、かつ、前記送電アンテナからの送電電力を受電する受電アンテナ回路を有する切削工具と、を備える。前記切削工具は、第1センサが設けられた第1工具本体と、前記第1センサへ電力を与えるための第1電力線を介して前記第1工具本体に接続され、前記受電アンテナ回路を内部に収容する、前記第1工具本体に対して別体の筐体と、を備える。
【発明の効果】
【0008】
本開示によれば、受電アンテナ回路の配置の自由度および回路規模の自由度を高めることができる。
【図面の簡単な説明】
【0009】
図1は、実施形態に係る切削加工システムの全体構成を示す図である。
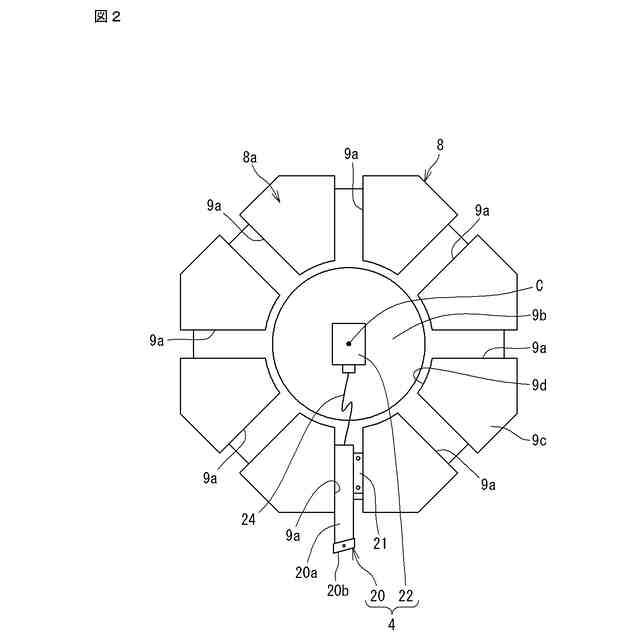
図2は、第1実施形態に係る切削工具が取り付けられたタレットの端面を正面視したときの外観図である。
図3は、切削工具の構成例を示すブロック図である。
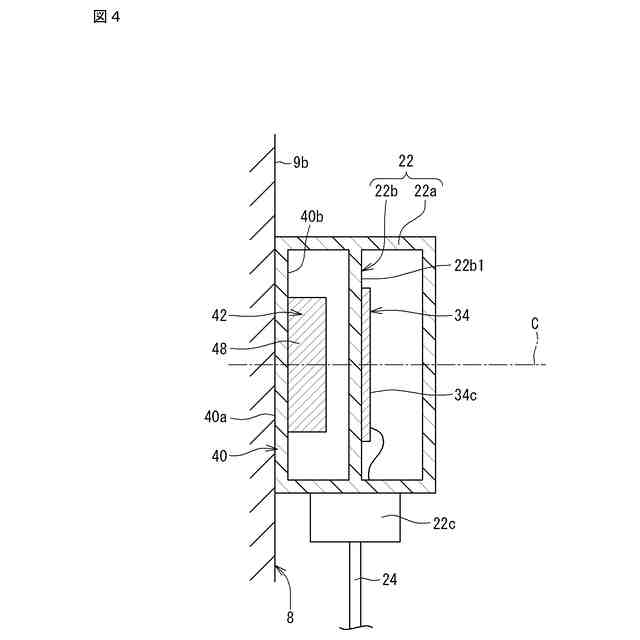
図4は、筐体の断面図である。
図5は、図4中の回路基板の基板面を示す図である。
図6は、変形例に係る切削工具のブロック図である。
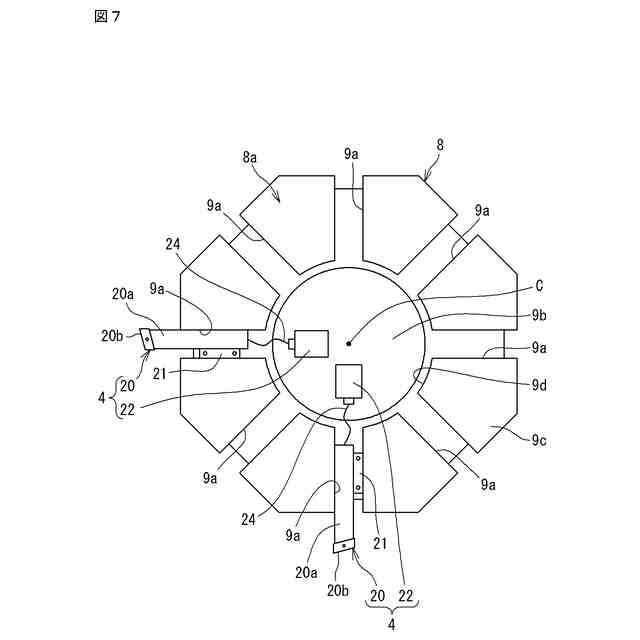
図7は、複数の切削工具が取り付けられたタレットの端面を正面視したときの外観図である。
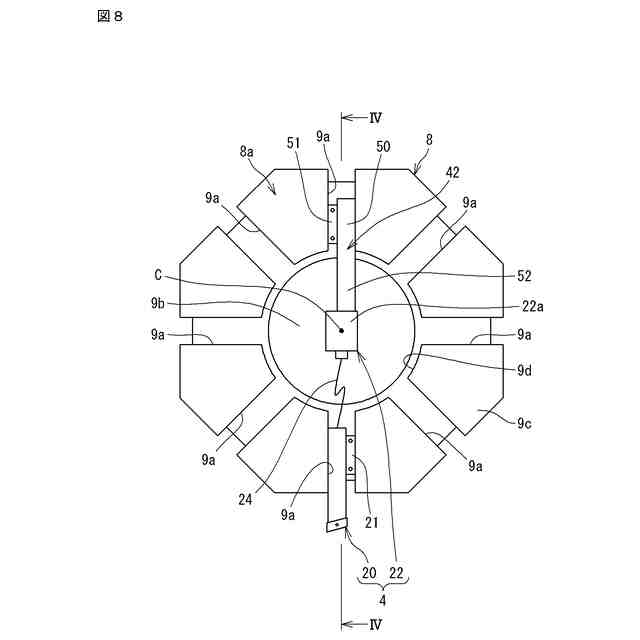
図8は、第2実施形態に係る切削工具が取り付けられたタレットの端面を正面視したときの外観図である。
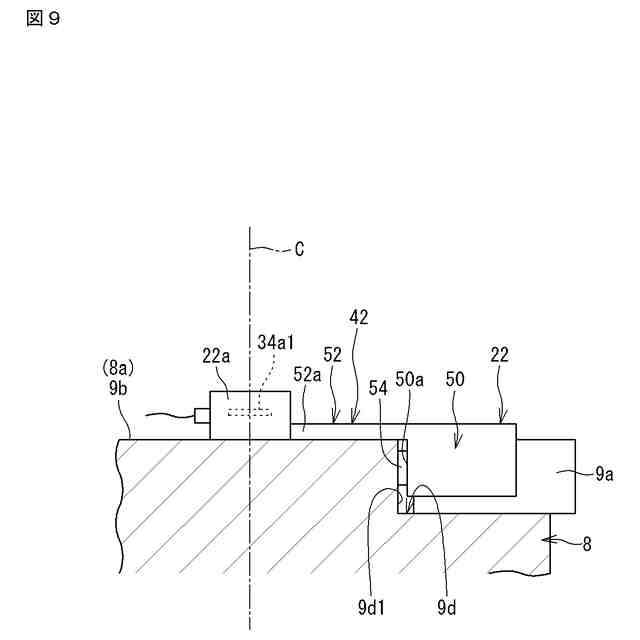
図9は、図8中、IV-IV線の矢視断面図を示している。
図10は、第3実施形態に係る切削工具が取り付けられたタレットの端面を正面視したときの外観図である。
図11は、第3実施形態に係る切削工具のブロック図である。
図12は、第4実施形態に係る受電アンテナ回路を示す図である。
【発明を実施するための形態】
【0010】
最初に実施形態の内容を列記して説明する。
[実施形態の概要]
(1)本開示の実施形態に係る切削加工システムは、工作機械の加工空間に設けられる送電アンテナを有する給電装置と、前記加工空間に配置され、かつ、前記送電アンテナからの送電電力を受電する受電アンテナ回路を有する切削工具と、を備える。前記切削工具は、第1センサが設けられた第1工具本体と、前記第1センサへ電力を与えるための第1電力線を介して前記第1工具本体に接続され、前記受電アンテナ回路を内部に収容する、前記第1工具本体に対して別体の筐体と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め機
10日前
株式会社不二越
ドリル
6日前
日東精工株式会社
ねじ締め装置
1か月前
有限会社 ナプラ
金属粒子
1か月前
日東精工株式会社
多軸ねじ締め機
10日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
2か月前
個人
複合金属回転式ホーン
2か月前
株式会社FUJI
工作機械
13日前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社FUJI
チャック装置
23日前
トヨタ自動車株式会社
接合方法
4日前
ブラザー工業株式会社
工作機械
11日前
ブラザー工業株式会社
工作機械
11日前
株式会社トーキン
溶接用トーチ
2か月前
トヨタ自動車株式会社
取付装置
2か月前
株式会社ツガミ
工作機械
2か月前
トヨタ自動車株式会社
検査方法
3か月前
株式会社ツガミ
工作機械
3か月前
トヨタ自動車株式会社
積層コア
3か月前
株式会社ナベヤ
締結装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
10日前
株式会社不二越
歯車研削盤
2か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
株式会社メドメタレックス
ドリル
3か月前
株式会社コスメック
クランプ装置
18日前
大肯精密株式会社
自動送り穿孔機
4日前
オークマ株式会社
診断装置
1か月前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社プロテリアル
金属箔の溶接方法
10日前
オークマ株式会社
工作機械
1か月前
株式会社不二越
管用テーパタップ
12日前
オークマ株式会社
工作機械
1か月前
株式会社コスメック
クランプ装置
27日前
株式会社オーエム製作所
工作機械
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































