TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025063798
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023212572
出願日
2023-12-15
発明の名称
リサイクル離型フィルムからポリエステル改質材料を調製する方法
出願人
南亞塑膠工業股分有限公司
,
NAN YA PLASTICS CORPORATION
代理人
個人
主分類
B29B
17/00 20060101AFI20250409BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【目的】カーボン排出を削減することのできるリサイクル離型フィルムからポリエステル改質材料を調製する方法を提供する。
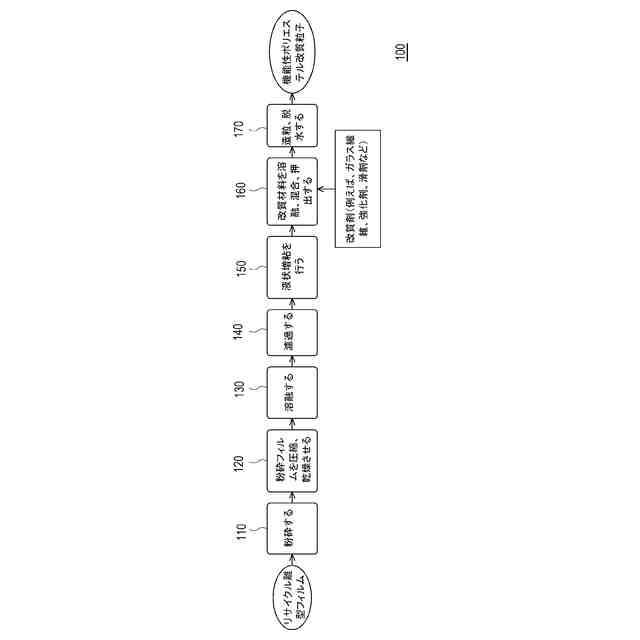
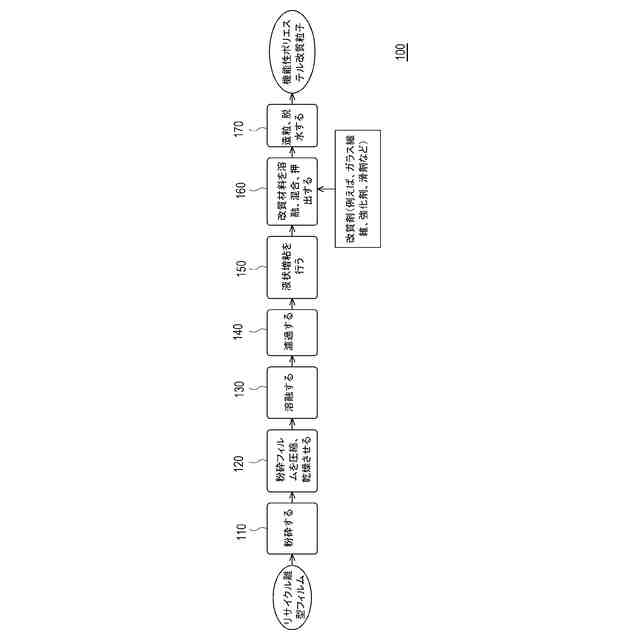
【解決手段】リサイクル離型フィルムからポリエステル改質材料を調製する方法は、以下のステップを高温で連続して実行することを含む。リサイクル離型フィルムに対して第1溶融処理を行い、低粘度ポリエステルを形成する。低粘度ポリエステルに対して重合処理を行い、高粘度ポリエステルを形成する。高粘度ポリエステルの粘度は、低粘度ポリエステルの粘度よりも大きい。高粘度ポリエステルに改質剤を添加して、第2溶融処理を行い、ポリエステル改質材料を形成する。
【選択図】図1
特許請求の範囲
【請求項1】
リサイクル離型フィルムからポリエステル改質材料を調製する方法であって、
前記リサイクル離型フィルムに対して第1溶融処理を行い、低粘度ポリエステルを形成するステップと、
前記低粘度ポリエステルに対して重合処理を行い、高粘度ポリエステルを形成し、前記高粘度ポリエステルの粘度が、前記低粘度ポリエステルの粘度よりも大きいステップと、
前記高粘度ポリエステルに改質剤を添加して第2溶融処理を行い、前記ポリエステル改質材料を形成するステップと、
を高温で連続的に実行することを含む方法。
続きを表示(約 560 文字)
【請求項2】
前記高温が、230℃~300℃である請求項1に記載の方法。
【請求項3】
前記第1溶融処理の温度が、240℃~290℃である請求項1に記載の方法。
【請求項4】
前記低粘度ポリエステルの固有粘度が、0.5dL/g~0.62dL/gである請求項1に記載の方法。
【請求項5】
前記第1溶融処理の前に、前記リサイクル離型フィルムに対して表面コーティング剥離を行うことをさらに含む請求項1に記載の方法。
【請求項6】
前記第1溶融処理の後に、前記低粘度ポリエステルを濾過することをさらに含む請求項1に記載の方法。
【請求項7】
前記重合処理が、液状増粘を行うことを含む請求項1に記載の方法。
【請求項8】
前記高粘度ポリエステルの固有粘度が、0.7dL/g~0.86dL/gである請求項1に記載の方法。
【請求項9】
前記改質剤が、ガラス繊維、難燃剤、強化剤、核剤、耐候性改質剤、酸化防止剤、および/または滑剤を含む請求項1に記載の方法。
【請求項10】
前記第2溶融処理の温度が、240℃~275℃である請求項1に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、リサイクル離型フィルムを処理する方法に関するものであり、特に、リサイクル離型フィルムからポリエステル改質材料を調製する方法に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
離型フィルム(release film)は、ポリエステル(例えば、ポリエチレンテレフタレート(polyethylene terephthalate, PET))フィルムに剥離剤を塗布し、離型フィルムの表面を分離可能にして粘性物質を分離するものであり、パッケージング、ラミネート、回路基板、接着製品、絶縁製品などに広く応用されている。世界的な企業のカーボン削減と環境保護、社会的責任、環境・社会・ガバナンス(environmental, social, and governance, ESG)政策に対応して、市場は、循環型経済およびプラスチックリサイクルの再利用に向かって徐々に傾いている。加工性が影響を受けない前提の下で、低カーボン排出の環境に優しいリサイクル材料を導入することで、全球的なプラスチック削減とエネルギー節約の目標を達成することが可能となる。したがって、離型フィルム中のポリエステル材料をリサイクルし、機能性改質材料を形成して再利用することによって、企業のカーボン削減政策が適切に守られ、リサイクルポリエステル材料の応用価値も向上する。
【発明の概要】
【発明が解決しようとする課題】
【0003】
現在、リサイクル離型フィルムからポリエステル改質材料を調製する方法は、段階的な製造プロセスを経て行われ、一般的に、材料の粉砕、溶融、および押し出しを行って固体エステル粒子を製造する第1段階プロセスと、固体エステル粒子の温度を上げて固体重合を行い、高粘度エステル粒子を形成する第2段階プロセスと、高粘度ポリエステル粒子を高温で溶融して変性させる第3段階プロセスとを含む。しかしながら、繰り返される温度の上昇下降手順は、エネルギー使用量を大幅に増加させるため、カーボン排出量を効果的に削減することができない。
【0004】
以上のことから、現在の研究における重要な課題は、リサイクル離型フィルムからポリエステル改質材料を調製する際のカーボン排出量を効果的に削減できる方法を開発することである。
【課題を解決するための手段】
【0005】
本発明は、カーボン排出を削減することのできるリサイクル離型フィルムからポリエステル改質材料を調製する方法を提供する。
【0006】
本発明のリサイクル離型フィルムからポリエステル改質材料を調製する方法は、以下のステップを高温で連続して実行することを含む。リサイクル離型フィルムに対して第1溶融処理を行い、低粘度ポリエステルを形成する。低粘度ポリエステルに対して重合処理を行い、高粘度ポリエステルを形成する。高粘度ポリエステルの粘度は、低粘度ポリエステルの粘度よりも大きい。高粘度ポリエステルに改質剤を添加して第2溶融処理を行い、ポリエステル改質材料を形成する。
【0007】
本発明の1つの実施形態において、高温は、230℃~300℃である。
【0008】
本発明の1つの実施形態において、第1溶融処理の温度は、240℃~290℃である。
【0009】
本発明の1つの実施形態において、低粘度ポリエステルの固有粘度は、0.5dL/g~0.62dL/gである。
【0010】
本発明の1つの実施形態において、この方法は、さらに、第1溶融処理の前に、リサイクル離型フィルムに対して表面コーティング剥離処理を行うことを含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
南亞塑膠工業股分有限公司
虫よけボード
16日前
南亞塑膠工業股分有限公司
ガラス繊維糸及びその製造方法
3日前
東レ株式会社
吹出しノズル
8か月前
東レ株式会社
プリプレグテープ
10か月前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
7か月前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
17日前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
23日前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社FTS
ロッド
6か月前
個人
樹脂可塑化方法及び装置
6か月前
東レ株式会社
フィルムの製造方法。
3日前
日機装株式会社
加圧システム
3か月前
株式会社カワタ
計量混合装置
2か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社シロハチ
真空チャンバ
9か月前
東レ株式会社
一体化成形品の製造方法
11か月前
株式会社FTS
成形装置
7か月前
株式会社リコー
シート剥離装置
11か月前
株式会社漆原
シートの成形方法
2か月前
株式会社不二越
射出成形機
3か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社リコー
画像形成システム
7か月前
株式会社コスメック
射出成形装置
1か月前
株式会社不二越
射出成形機
1か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社不二越
射出成形機
3か月前
株式会社FTS
セパレータ
5か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社不二越
射出成形機
3か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社神戸製鋼所
混練機
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ