TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025056707
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2024095680
出願日
2024-06-13
発明の名称
自動塗油の塗油設備及びその使用方法
出願人
深セン市深逸通電子有限公司
代理人
個人
主分類
B05B
15/60 20180101AFI20250331BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
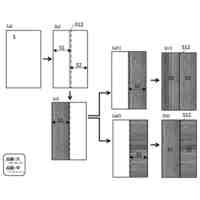
【課題】板材塗油技術分野に関し、自動塗油の塗油設備及びその使用方法を提供する。
【解決手段】自動塗油の塗油設備の使用方法は、以下のステップを含み、(1)板材の穴埋めステップであって、板材の基準パラメータ:孔径、板厚、アスペクト比及び板材の寸法などの多岐にわたるパラメータに基づいて、穴埋め設備に対して生産パラメータの設定をして穴埋めを行い、(2)穴埋め後の摺切りステップであって、穴埋め前の板材基準パラメータに基づいて、板材の穴埋め後、摺切りの必要とする関連パラメータを設定し、プロセスの要求に応じて摺切り前の塗油を行う。
【選択図】図1
特許請求の範囲
【請求項1】
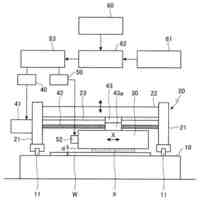
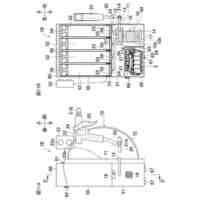
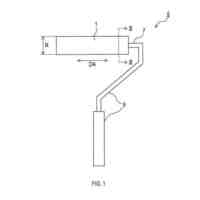
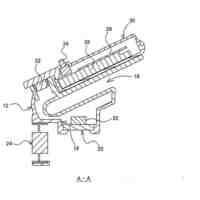
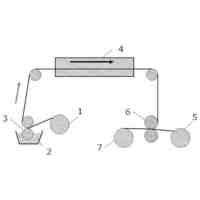
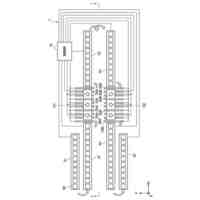
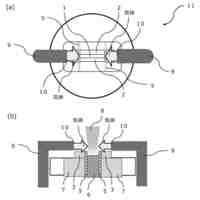
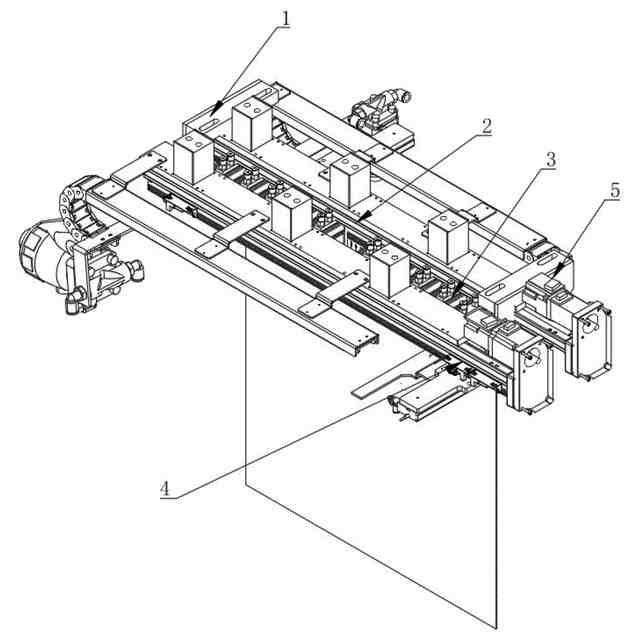
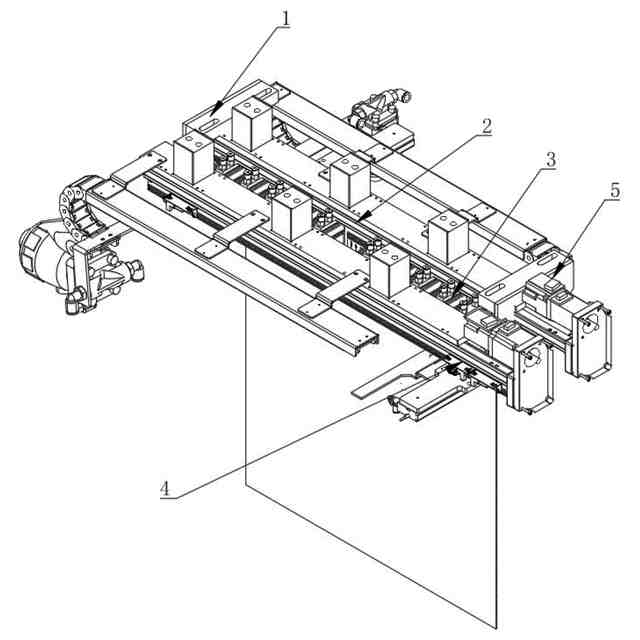
前後2つの取付座(1)を含み、2つの前記取付座(1)の間にクランプ受座(2)が固定接続され、前記クランプ受座(2)に複数のクランプシリンダ(3)が取り付けられ、前記取付座(1)の左側に後塗油アセンブリ(4)が設置され、前記取付座(1)の右側に前塗油アセンブリ(5)が設置される、
ことを特徴とする自動塗油の塗油設備。
続きを表示(約 2,000 文字)
【請求項2】
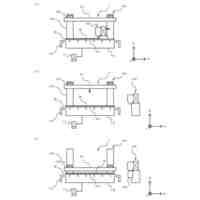
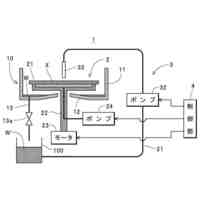
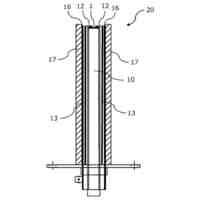
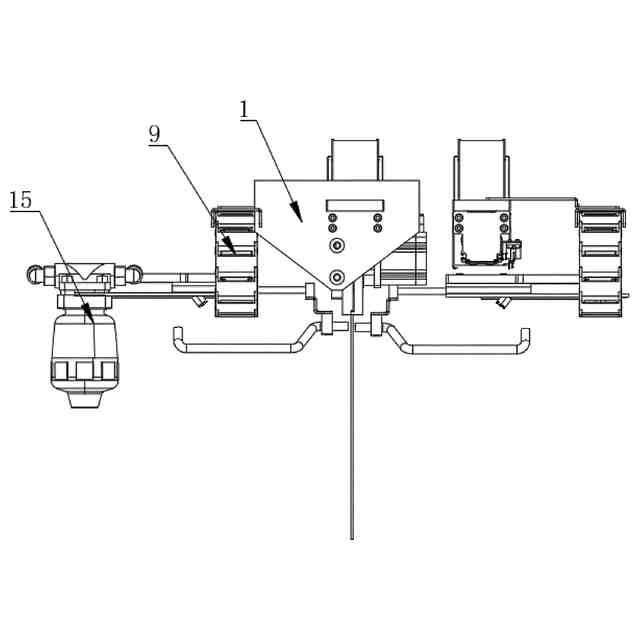
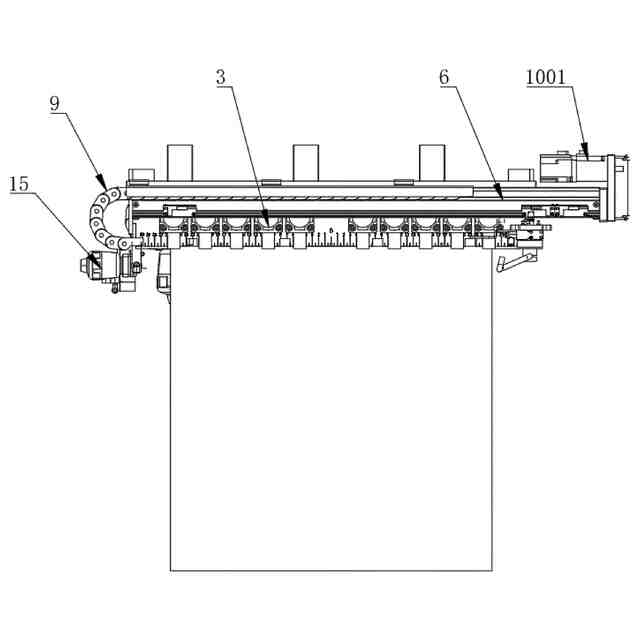
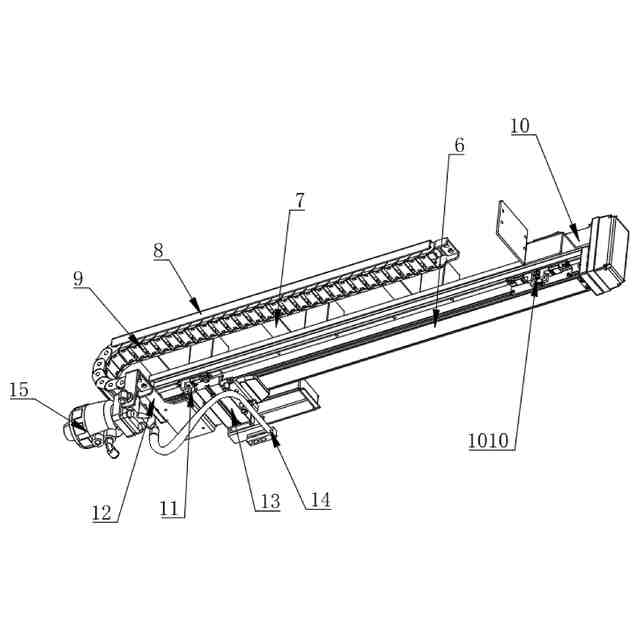
前記後塗油アセンブリ(4)は前塗油アセンブリ(5)と同じ構造であり、前記後塗油アセンブリ(4)は取付レール(6)を含み、前記取付レール(6)の左側には接続板(7)によってドラグチェーン取付板(8)が固定接続され、前記ドラグチェーン取付板(8)には保護ドラグチェーン(9)が取り付けられ、前記取付レール(6)の下面には前後駆動アセンブリ(10)によって可動板(11)が設置され、前記可動板(11)の下面にはオイルポンプブラケット(12)と伸縮シリンダ(13)が固定接続され、前記保護ドラグチェーン(9)の他端はオイルポンプブラケット(12)に固定接続され、前記伸縮シリンダ(13)の伸縮端には塗油ノズル(14)が取り付けられ、前記オイルポンプブラケット(12)の一端には塗油ポンプ(15)が取り付けられ、前記塗油ポンプ(15)の出力端は塗油ノズル(14)に連通する、
ことを特徴とする請求項1に記載の自動塗油の塗油設備。
【請求項3】
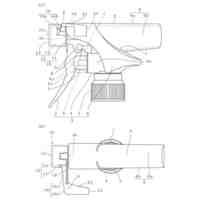
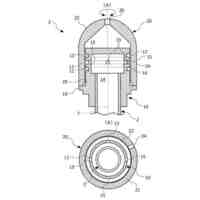
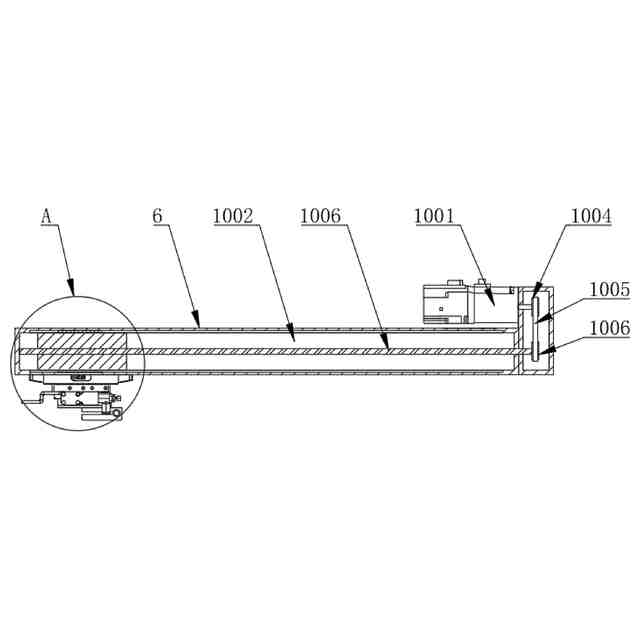
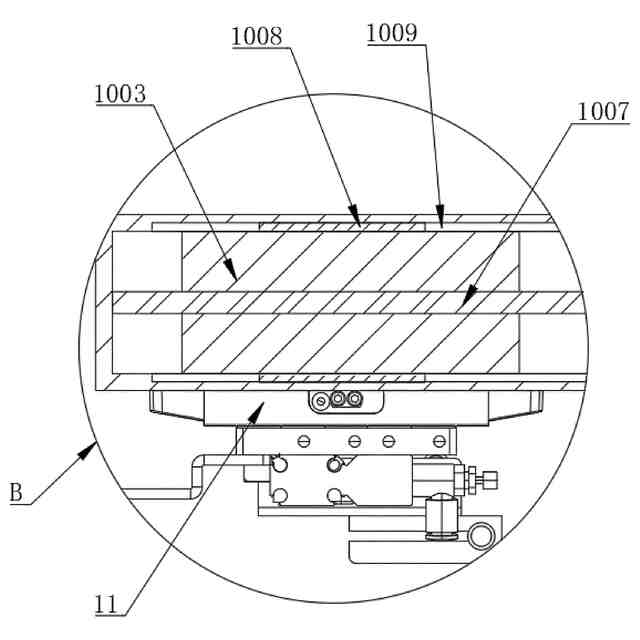
前記前後駆動アセンブリ(10)は、取付レール(6)の正面に固定接続されたモータ(1001)を含み、前記取付レール(6)の内部にはキャビティ(1002)が開設され、前記キャビティ(1002)の内部には磁石ブロック(1003)が摺動可能に接続され、前記可動板(11)は取付レール(6)の下面に摺動可能に接続されて鉄材材料からなり、前記取付レール(6)は鉄を含まない材料で構成され、前記モータ(1001)の出力端には第1のプーリ(1004)が固定接続され、前記第1のプーリ(1004)にはベルト(1005)を介して第2のプーリ(1006)が伝動可能に接続され、前記第2のプーリ(1006)の背面にはリードスクリュー(1007)が固定接続され、前記リードスクリュー(1007)は磁石ブロック(1003)を貫通してキャビティ(1002)の背面内壁と回転可能に接続され、前記リードスクリュー(1007)は磁石ブロック(1003)と螺合する、
ことを特徴とする請求項2に記載の自動塗油の塗油設備。
【請求項4】
前記磁石ブロック(1003)の上下両側にはいずれもスライダ(1008)が固定接続され、前記キャビティ(1002)の内壁にはスライダ(1008)と協働する摺動溝(1009)が開設される、
ことを特徴とする請求項3に記載の自動塗油の塗油設備。
【請求項5】
前記取付レール(6)の下面の左右両側にはいずれも位置制限ブロック(1010)が固定接続される、
ことを特徴とする請求項4に記載の自動塗油の塗油設備。
【請求項6】
自動塗油の塗油設備の使用方法であって、請求項1から5のいずれか一項に記載の自動塗油の塗油設備を含み、以下のステップを更に含み、
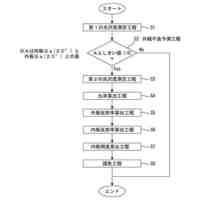
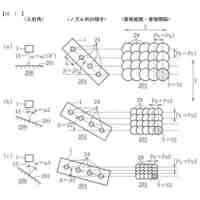
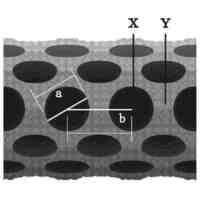
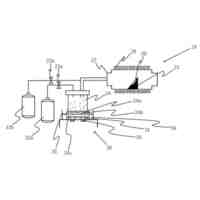
(1)板材の穴埋めステップであって、板材の基準パラメータ:孔径、板厚、アスペクト比及び板材の寸法などの多岐にわたるパラメータに基づいて、穴埋め設備に対して生産パラメータの設定をして穴埋めを行い、
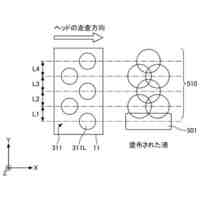
(2)穴埋め後の摺切りステップであって、穴埋め前の板材基準パラメータに基づいて、板材の穴埋め後、摺切りの必要とする関連パラメータを設定し、プロセスの要求に応じて摺切り前の塗油を行い、板材に対して前後方塗油して摺切りを行い、
(3)焼付研削ステップであって、板材を焼付箱に入れた後、パラメータを設定した後、板材を焼付し、樹脂を焼付硬化し、焼付硬化を完了した後、板材を研磨処理し、表面が硬化した樹脂インク媒体をきれいに研磨し、検出した後、板材を次の工程に入れることができる、
ことを特徴とする自動塗油の塗油設備の使用方法。
【請求項7】
前記板材の穴埋めの前に、穴埋めを必要とする板材に対して材料の検査を行い、材料の異常がないことを確保するとともに、穴埋めの前処理とする板材のプリベーキングをし、板材の孔内の水気や薬水などの現象を、熱蒸発の原理によってベーキングして蒸発させ、孔内に水気や薬水が存在するリスクがないことを保証する、
ことを特徴とする請求項6に記載の自動塗油の塗油設備の使用方法。
【請求項8】
前記穴埋め後の摺切りを行う同時に、板材の前後方の頂部において左から右へ又は右から左への直線往復運動によって塗油を行い、摺切り後の樹脂インクの充填補償を達成する、
ことを特徴とする請求項7に記載の自動塗油の塗油設備の使用方法。
【請求項9】
ベーキング研磨後の板材の検出が完了した後に、穴埋めの不具合が発見された場合、板材を再作業又は廃棄処理する必要がある、
ことを特徴とする請求項8に記載の自動塗油の塗油設備の使用方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板材塗油技術分野に関し、特に、自動塗油の塗油設備及びその使用方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
穴埋め後に板材の表面に塗油(樹脂インク、銅ペーストなどの半液状媒質)を再度摺切りをして、塗油によって摺切り後に発生する穴埋めの凹みやボイドなどの不具合を補償する。
【0003】
現在、業界内での塗油は、依然として人工塗油が主流であり、いくつかの問題や不足がある。
(1)均一性の問題:人工塗油は手作業で行われるため、操作する人によって塗油の均一性が異なることがあり、塗油が補償不足であるために、摺切り後の不良に再作業が必要となる。
(2)塗油の効率:異なる塗油作業者によって塗油にかかる時間が異なる場合があり、板材を外して前後逆にして再度塗油する必要があるため、人工塗油が製品の生産効率に直接影響する。
(3)塗油効果:人工塗油の効果が理想的でない場合、塗油量が不足すると補償ニーズを満たせず、塗油量が多すぎると、インクが設備を汚染したり、きれいに拭き取れなかったりするため、複数回塗油や摺切りが必要になる。
(4)コストの問題:人工塗油では、塗油の使用量の評価が難しく、作業者によって塗油の使用量が異なるため、塗油コストが高くなることがる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明が解決しようとする技術的課題は、従来の人工塗油の均一性が悪く、塗油効率が低く、塗油効果が悪く、塗油コストが高い問題を解決するために、自動塗油の塗油設備及びその使用方法を提供することである。
【課題を解決するための手段】
【0005】
上記課題を解決するために、本発明は以下の技術案を提供する。
【0006】
自動塗油の塗油装置であって、前後2つの取付座を含み、2つの前記取付座の間にはクランプ受座が固定接続され、前記クランプ受座に複数のクランプシリンダが取り付けられ、前記取付座の左側に後塗油アセンブリが設置され、前記取付座の右側に前塗油アセンブリが設置される。
【0007】
好ましくは、前記後塗油アセンブリは、前塗油アセンブリと同じ構造であり、前記後塗油アセンブリは取付レールを含み、前記取付レールの左側には接続板によってドラグチェーン取付板が固定接続され、前記ドラグチェーン取付板には保護ドラグチェーンが取り付けられ、前記取付レールの下面には前後駆動アセンブリによって可動板が設置され、前記可動板の下面にはオイルポンプブラケットと伸縮シリンダが固定接続され、前記保護ドラグチェーンの他端はオイルポンプブラケットと固定接続され、前記伸縮シリンダの伸縮端には塗油ノズルが取り付けられ、前記オイルポンプブラケットの一端には塗油ポンプが取り付けられ、前記塗油ポンプの出力端は塗油ノズルと連通する。
【0008】
好ましくは、前記前後駆動アセンブリは、取付レールの正面に固定接続されたモータを含み、前記取付レールの内部にはキャビティが開設され、前記キャビティの内部には磁石ブロックが摺動可能に接続され、前記可動板は取付レールの下面に摺動可能に接続されて鉄材材料からなり、前記取付レールは鉄を含まない材料で構成され、前記モータの出力端には第1のプーリが固定接続され、前記第1のプーリにはベルトを介して第2のプーリが伝動可能に接続され、前記第2のプーリの背面にはリードスクリューが固定接続され、前記リードスクリューは磁石ブロックを貫通してキャビティの背面内壁と回転できるように接続され、前記リードスクリューは磁石ブロックと螺合する。
【0009】
好ましくは、前記磁石ブロックの上下両側にはいずれもスライダが固定接続され、前記キャビティの内壁にはスライダと協働する摺動溝が開設される。
【0010】
好ましくは、前記取付レールの下面の左右両側にはいずれも位置制限ブロックが固定接続される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
1か月前
菊水化学工業株式会社
塗装方法
2か月前
ベック株式会社
装飾被膜の形成方法
1か月前
中外炉工業株式会社
塗布装置
1か月前
東レエンジニアリング株式会社
塗布装置
1か月前
兵神装備株式会社
塗布検査システム
2か月前
富士合成株式会社
スラッジ回収構造
2か月前
株式会社吉野工業所
トリガー式吐出器
2か月前
株式会社マキタ
グリース吐出装置
1か月前
トヨタ自動車東日本株式会社
塗料調色方法
1か月前
日本リグランド株式会社
流体散布ユニット
2か月前
個人
ホースやノズルの長尺部の挟持具
1か月前
株式会社吉野工業所
液体噴出器
2か月前
ヤマホ工業株式会社
液体散布杆
19日前
株式会社リコー
液滴吐出装置及び液滴吐出方法
1か月前
菊水化学工業株式会社
塗装方法
24日前
株式会社リコー
液体塗布装置及びキャッピング方法
1か月前
株式会社JVCケンウッド
噴霧装置、及び噴霧方法
24日前
株式会社カーメイト
超音波型ミスト発生装置
16日前
株式会社カネカ
積層体の製造方法、及び成形体の製造方法
1か月前
個人
噴射ノズル
12日前
株式会社リコー
液体吐出装置及び液体吐出方法
2か月前
トヨタ自動車株式会社
集電箔の製造方法
1か月前
アスザック株式会社
塗液回収器およびスピンコーター
2か月前
セイコーエプソン株式会社
液体噴射装置
2か月前
株式会社ディスコ
被覆装置
1か月前
トヨタ自動車株式会社
集電箔の製造方法
1か月前
株式会社不二越
塗布装置
2か月前
旭サナック株式会社
塗装装置
2か月前
カシオ計算機株式会社
塗布装置、塗布方法及びプログラム
1か月前
デンカ株式会社
吹付ノズル及び吹付システム
17日前
株式会社SUBARU
塗布装置
2か月前
太平洋セメント株式会社
流体ノズル
1か月前
株式会社エフコンサルタント
表面仕上げ方法及び再表面仕上げ方法
2か月前
太平洋セメント株式会社
流体ノズル
1か月前
Patentix株式会社
霧化装置及び製膜装置。
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ