TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025052829
公報種別
公開特許公報(A)
公開日
2025-04-07
出願番号
2023161764
出願日
2023-09-25
発明の名称
成形型、樹脂成形装置、及び、樹脂成形品の製造方法
出願人
TOWA株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
33/12 20060101AFI20250328BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】可動ピンの動作を高精度に安定して行う。
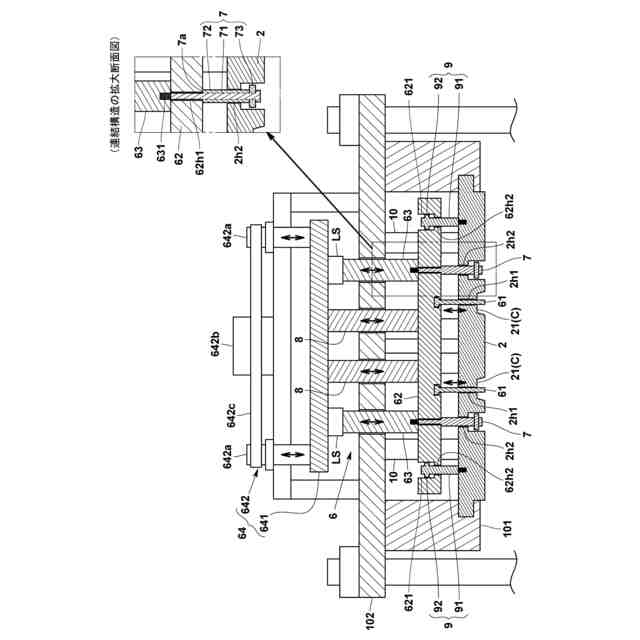
【解決手段】樹脂材料Jが充填されるキャビティCを形成する凹部21を有する上型2と、上型2に対向して配置され、上型2とともに型締めされる下型3と、凹部21内を進退移動可能な可動ピン61が固定された可動ピン用プレート62と、可動ピン用プレート62に一端部が固定される複数の連結ロッド63と、可動ピン61が凹部21内を進退移動するように複数の連結ロッド63を介して可動ピン用プレート62を移動させるプレート駆動部64とを備え、複数の連結ロッド63は、型締め方向から視て上型2及び下型3による樹脂成形領域Rの外側で、可動ピン用プレート62に連結固定されている。
【選択図】図3
特許請求の範囲
【請求項1】
樹脂材料が充填されるキャビティを形成する凹部を有する第1型と、
前記第1型に対向して配置され、前記第1型とともに型締めされる第2型と、
前記第1型に対して前記第2型とは反対側に設けられ、前記凹部内を進退移動可能な可動ピンが固定された可動ピン用プレートと、
前記可動ピン用プレートに対して前記第1型とは反対側に設けられ、前記可動ピン用プレートに一端部が固定される複数の連結ロッドと、
前記可動ピンが前記凹部内を進退移動するように前記複数の連結ロッドを介して前記可動ピン用プレートを移動させるプレート駆動部とを備え、
前記複数の連結ロッドは、型締め方向から視て前記第1型及び前記第2型による樹脂成形領域の外側で、前記可動ピン用プレートに連結固定されている、成形型。
続きを表示(約 870 文字)
【請求項2】
前記可動ピン用プレートは、型締め方向から視て矩形状をなすものであり、
前記複数の連結ロッドは、前記可動ピン用プレートの互いに対応する両辺部に連結固定されている、請求項1に記載の成形型。
【請求項3】
前記プレート駆動部は、前記複数の連結ロッドの他端部が連結固定された可動プレートを備え、前記可動プレートを移動させることにより、前記複数の連結ロッドを介して前記可動ピン用プレートを移動させるものである、請求項1又は2に記載の成形型。
【請求項4】
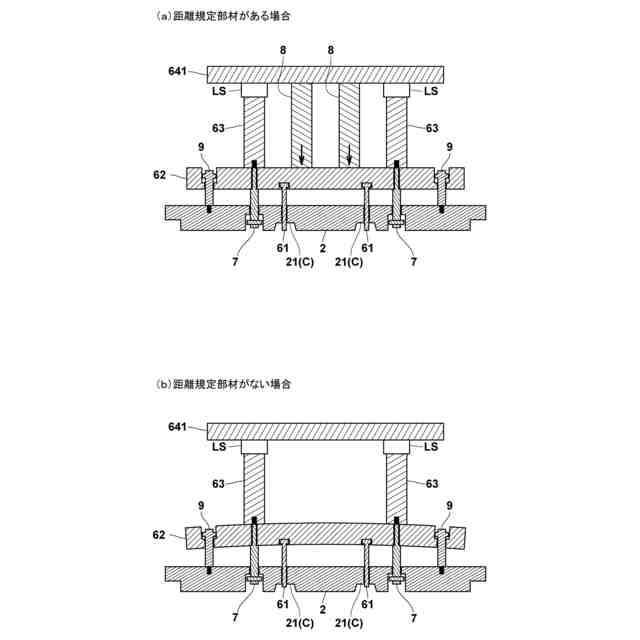
前記可動プレートと前記可動ピン用プレートとの間に設けられ、前記可動プレートと前記可動ピン用プレートとの距離を規定する距離規定部材をさらに備える、請求項3に記載の成形型。
【請求項5】
前記距離規定部材は、型締め方向から視て前記複数の連結ロッドよりも内側に設けられている、請求項4に記載の成形型。
【請求項6】
前記距離規定部材は、前記可動プレートに連結固定されるとともに、前記可動ピン用プレートに連結固定されていない、請求項4又は5に記載の成形型。
【請求項7】
前記第1型は、前記樹脂成形領域の外側に形成された貫通孔を有しており、
前記連結ロッドの一端部は、前記第1型の前記貫通孔を介して、前記第1型の前記第2型と対向する面側から前記可動ピン用プレートに連結固定されている、請求項1乃至6の何れか一項に記載の成形型。
【請求項8】
請求項1乃至7の何れか一項に記載の成形型と、
前記成形型を型締めする型締め機構とを備える、樹脂成形装置。
【請求項9】
請求項1乃至7の何れか一項に記載の成形型を用いた樹脂成形品の製造方法であって、
前記第1型及び前記第2型を型締めする型締め工程と、
前記可動ピンを前記凹部に突き出した状態から引き戻した状態に切り替えて成形対象物に樹脂成形する樹脂成形工程とを有する、樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形型、樹脂成形装置、及び、樹脂成形品の製造方法に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、特許文献1に示すように、樹脂成形装置において、金型とは別個に動作する可動ピンを用いて、キャビティ内に設置される成形対象物である部品の位置固定及び位置決めを行うものがある。
【0003】
この樹脂成形装置では、複数の可動ピンが取付けプレートに設けられており、当該取付けプレートは、動力伝達機構からの動力を受けて、複数の可動ピンを同時に同一ストロークで移動できるように構成している。また、各可動ピンは、金型に設けられたガイド孔内を摺動することにより、キャビティ内を進退移動する。
【先行技術文献】
【特許文献】
【0004】
特開2015-084755号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、樹脂成形によりガイド孔に樹脂材料が入り込む等によって、可動ピンとガイド孔との摺動抵抗が増大してしまう。そうすると、可動ピンの動作を安定且つ高精度に行うことが難しくなってしまう。
【0006】
そこで本発明は、上記問題点を解決すべくなされたものであり、可動ピンの動作を安定且つ高精度に行うことをその主たる課題とするものである。
【課題を解決するための手段】
【0007】
すなわち本発明に係る成形型は、樹脂材料が充填されるキャビティを形成する凹部を有する第1型と、前記第1型に対向して配置され、前記第1型とともに型締めされる第2型と、前記第1型に対して前記第2型とは反対側に設けられ、前記凹部内を進退移動可能な可動ピンが固定された可動ピン用プレートと、前記可動ピン用プレートに対して前記第1型とは反対側に設けられ、前記可動ピン用プレートに一端部が固定される複数の連結ロッドと、前記可動ピンが前記凹部内を進退移動するように前記複数の連結ロッドを介して前記可動ピン用プレートを移動させるプレート駆動部とを備え、前記複数の連結ロッドは、型締め方向から視て前記第1型及び前記第2型による樹脂成形領域の外側で、前記可動ピン用プレートに連結固定されていることを特徴とする。
【発明の効果】
【0008】
このように構成した本発明によれば、可動ピンの動作を安定且つ高精度に行うことができる。
【図面の簡単な説明】
【0009】
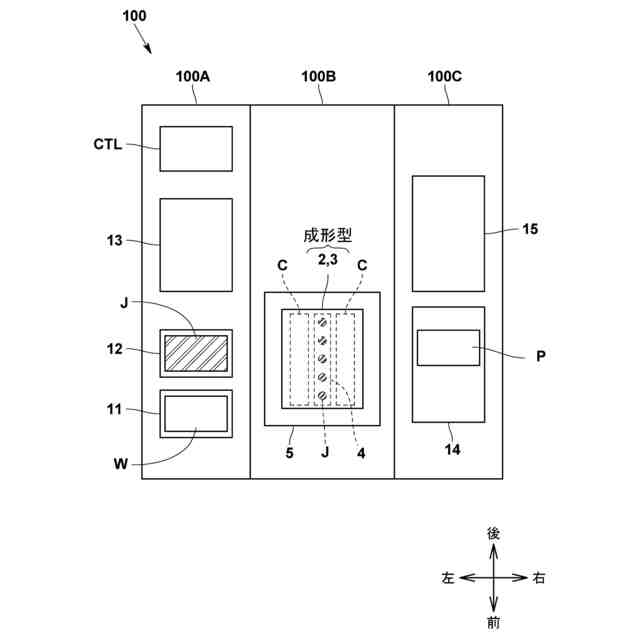
本発明に係る一実施形態の樹脂成形装置の構成を示す模式図である。
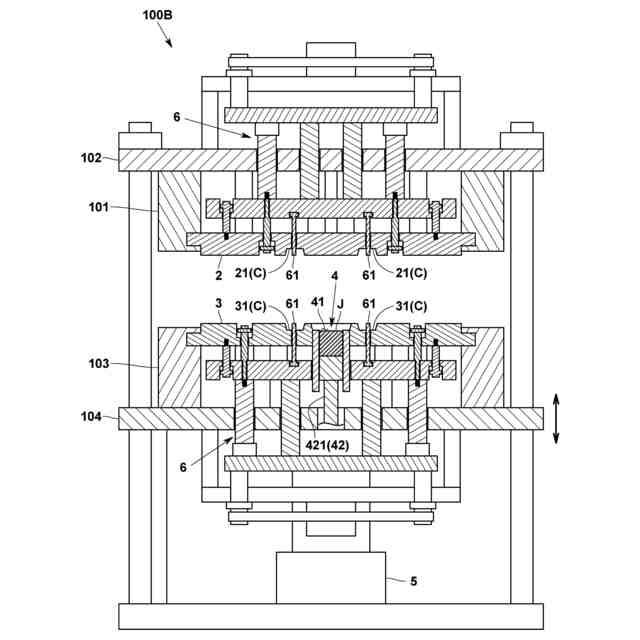
同実施形態の成形モジュールの具体的構成を模式的に示す断面図である。
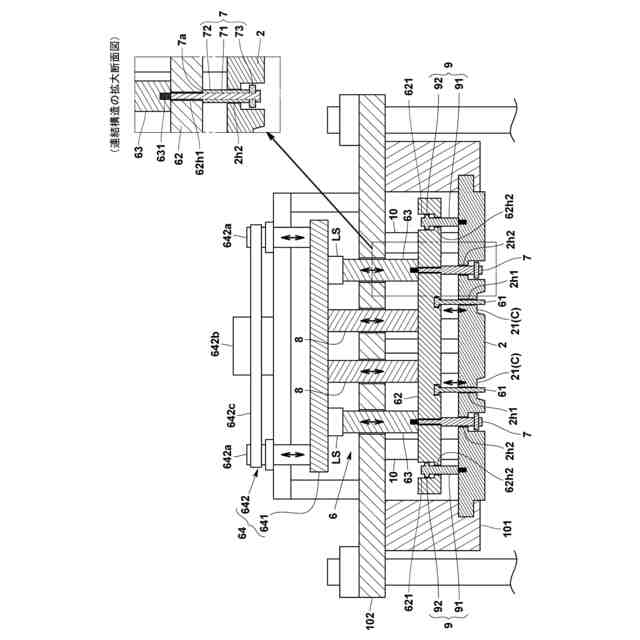
同実施形態の上型の固定機構の具体的構成を模式的に示す断面図である。
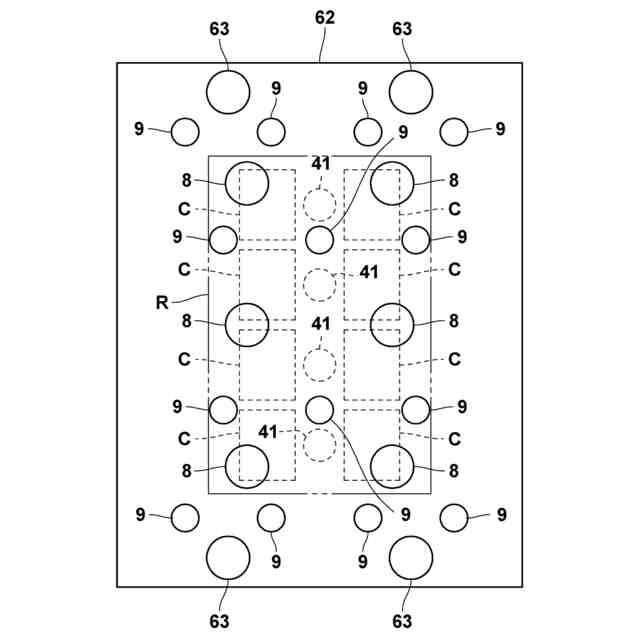
同実施形態の樹脂成形領域に対する連結ロッド等の位置関係を示す平面図である。
同実施形態の距離規定部材の有無における可動ピン用プレートの挙動を模式的に示す断面図である。
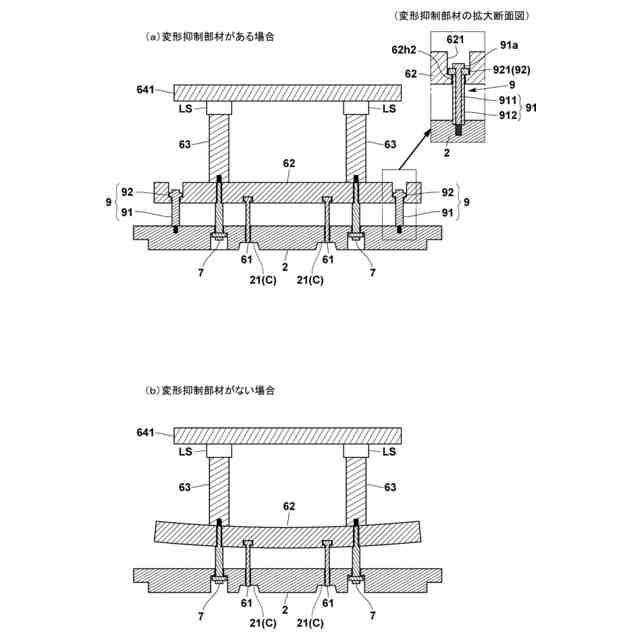
同実施形態の変形抑制部材の有無における可動ピン用プレートの挙動を模式的に示す断面図である。
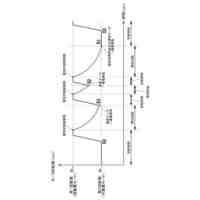
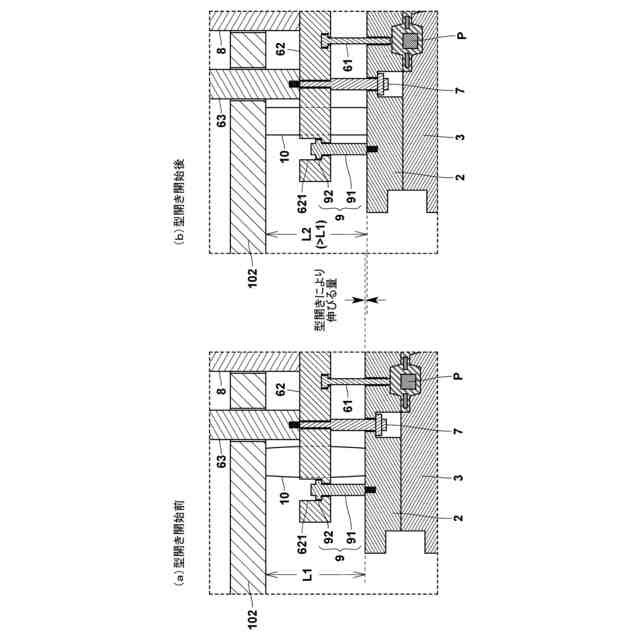
同実施形態の型開き開始前後における上型及び可動ピン用プレートの距離変化を示す模式図である。
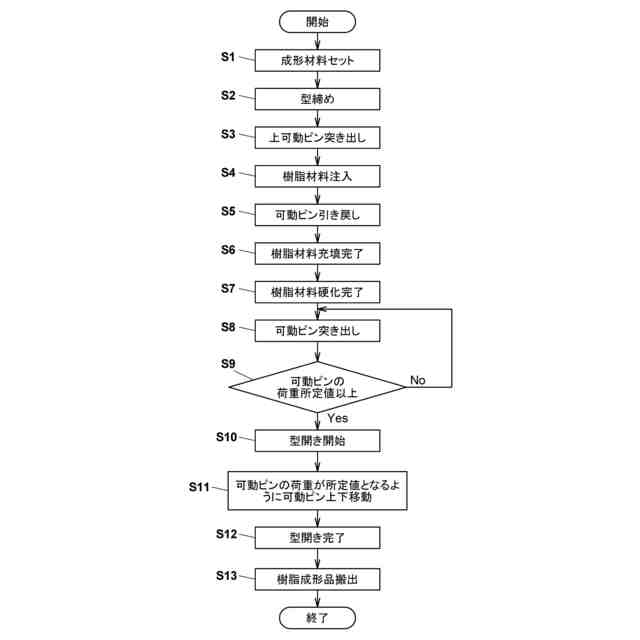
同実施形態における樹脂成形品の製造方法を示すフローチャートである。
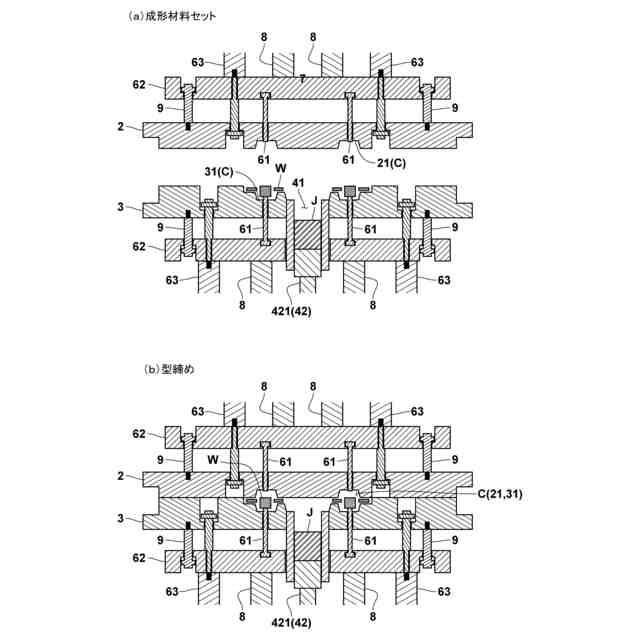
同実施形態における(a)成形材料セット、及び(b)型締めを示す断面図である。
同実施形態における(c)上可動ピン突き出し、及び(d)樹脂材料注入を示す断面図である。
同実施形態における(e)可動ピン引き戻し、及び(f)樹脂材料充填完了・硬化完了を示す断面図である。
同実施形態における(g)可動ピン突き出し・型開き開始を示す断面図である。
変形実施形態における変形抑制部材の構成を模式的に示す断面図である。
【発明を実施するための形態】
【0010】
次に、本発明に係る技術について、例を挙げてさらに詳細に説明する。ただし、本発明は、以下の技術により限定されない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
TOWA株式会社
集塵装置、樹脂成形装置及び樹脂成形品の製造方法
5日前
TOWA株式会社
成形型、樹脂成形装置、及び、樹脂成形品の製造方法
20日前
TOWA株式会社
成形型、樹脂成形装置、及び、樹脂成形品の製造方法
20日前
東レ株式会社
溶融紡糸設備
10か月前
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
4か月前
CKD株式会社
型用台車
4か月前
株式会社日本製鋼所
押出機
6か月前
個人
射出ミキシングノズル
6か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
4か月前
株式会社FTS
ロッド
3か月前
個人
樹脂可塑化方法及び装置
3か月前
日機装株式会社
加圧システム
4日前
株式会社リコー
シート剥離装置
8か月前
東レ株式会社
一体化成形品の製造方法
8か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社FTS
成形装置
4か月前
帝人株式会社
成形体の製造方法
9か月前
株式会社神戸製鋼所
混練機
2か月前
株式会社不二越
射出成形機
19日前
株式会社不二越
射出成形機
20日前
TOWA株式会社
成形型清掃用のブラシ
6か月前
東レ株式会社
炭素繊維シートの製造方法
10日前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社不二越
射出成形機
25日前
株式会社リコー
画像形成システム
4か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社FTS
セパレータ
2か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
小林工業株式会社
振動溶着機
10か月前
株式会社リコー
シート処理システム
8か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ