TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025052780
公報種別
公開特許公報(A)
公開日
2025-04-07
出願番号
2023161676
出願日
2023-09-25
発明の名称
樹脂材料供給装置、樹脂材料供給方法、樹脂材料供給プログラム、樹脂成形品の製造装置、及び樹脂成形品の製造方法
出願人
TOWA株式会社
代理人
個人
主分類
B29C
43/58 20060101AFI20250328BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】所定の経路において液状の樹脂材料の塗布量にばらつきが生じるのを抑制することができる、樹脂材料供給装置、樹脂材料供給方法、樹脂材料供給プログラム、樹脂成形品の製造装置、及び樹脂成形品の製造方法を提供することを目的とする。
【解決手段】本発明に係る樹脂材料供給装置は、対象物に対して液状の樹脂材料を所定の経路に沿って吐出するための樹脂材料供給装置であって、前記樹脂材料を収容し、当該樹脂材料を吐出する吐出部を有する収容部と、前記収容部に挿入され、前記樹脂材料を前記吐出部から押し出すための押出部材と、前記対象物に対して、前記収容部を前記対象物の表面の面内方向に相対的に移動させるための移動機構と、前記押出部材及び前記移動機構の制御を行うための制御部と、を備え、前記制御部は、前記収容部から吐出された前記樹脂材料の単位時間あたりの吐出量及び目標となる単位時間当たりの前記樹脂材料の吐出量に基づき、前記収容部の移動速度を修正する。
【選択図】図10
特許請求の範囲
【請求項1】
対象物に対して液状の樹脂材料を所定の経路に沿って吐出するための樹脂材料供給装置であって、
前記樹脂材料を収容し、当該樹脂材料を吐出する吐出部を有する収容部と、
前記収容部に挿入され、前記樹脂材料を前記吐出部から押し出すための押出部材と、
前記対象物に対して、前記収容部を前記対象物の表面の面内方向に相対的に移動させるための移動機構と、
前記押出部材及び前記移動機構の制御を行うための制御部と、
を備え、
前記制御部は、前記収容部から吐出された前記樹脂材料の単位時間あたりの吐出量及び目標となる単位時間当たりの前記樹脂材料の吐出量に基づき、前記収容部の移動速度を修正する、樹脂材料供給装置。
続きを表示(約 1,700 文字)
【請求項2】
前記対象物を支持し、前記収容部から単位時間当たりに吐出された前記樹脂材料の重量を検出する重量検出部をさらに備えている、請求項1に記載の樹脂材料供給装置。
【請求項3】
前記制御部は、
前記収容部の移動速度及び前記経路を設定する第1ステップと、
前記移動速度で前記収容部を移動させたときの前記樹脂材料の単位時間当たりの吐出量を検出する第2ステップと、
検出された単位時間当たりの前記吐出量及び目標となる単位時間当たりの前記樹脂材料の吐出量に基づき、前記収容部の移動速度を修正する第3ステップと、
を実行し、
前記第2ステップ及び前記第3ステップを、前記収容部が前記経路の終点に移動するまで繰り返す、
請求項2に記載の樹脂材料供給装置。
【請求項4】
液状の樹脂材料を収容し、当該樹脂材料を吐出する吐出部を有する収容部、前記収容部に挿入され、前記樹脂材料を前記吐出部から押し出すための押出部材、前記収容部を移動させるための移動機構、及び前記押出部材及び前記移動機構の制御を行うための制御部を有する樹脂材料供給装置によって、対象物に対して前記樹脂材料を所定の経路に沿って吐出する樹脂材料供給方法であって、
前記収容部の移動速度及び前記経路を設定する第1ステップと、
前記移動速度で前記収容部を、前記対象物の表面の面内方向に相対的に移動させたときの前記樹脂材料の単位時間当たりの吐出量を検出する第2ステップと、
検出された単位時間当たりの前記吐出量及び目標となる単位時間当たりの前記樹脂材料の吐出量に基づき、前記収容部の移動速度を修正する第3ステップと、
を備え、
前記第2ステップ及び前記第3ステップを、前記収容部が前記経路の終点に移動するまで繰り返す、
樹脂材料供給方法。
【請求項5】
液状の樹脂材料を収容し、当該樹脂材料を吐出する吐出部を有する収容部、前記収容部内に配置され、前記樹脂材料を前記吐出部から押し出すための押出部材、前記収容部を移動させるための移動機構、及び前記押出部材及び前記移動機構の制御を行うための制御部を有する樹脂材料供給装置によって、対象物に対して前記樹脂材料を所定の経路に沿って吐出する樹脂材料供給プログラムであって、
前記制御部に、
前記収容部の移動速度及び前記経路を設定する第1ステップと、
前記移動速度で前記収容部を、前記対象物の表面の面内方向に相対的に移動させたときの前記樹脂材料の単位時間当たりの吐出量を検出する第2ステップと、
検出された単位時間当たりの前記吐出量及び目標となる単位時間当たりの前記樹脂材料の吐出量に基づき、前記収容部の移動速度を修正する第3ステップと、
を実行させ、
前記第2ステップ及び前記第3ステップを、前記収容部が前記経路の終点に移動するまで繰り返す、樹脂材料供給プログラム。
【請求項6】
請求項1から3のいずれかに記載の樹脂材料供給装置を有し、当該樹脂材料供給装置によりフィルム上に液状の樹脂材料を供給する樹脂材料供給モジュールと、
上型及び下型を備えるプレスモジュールと、
を備え、
前記上型と前記下型との間に、前記樹脂材料が供給されたフィルムと基板とを配置し、型締めにより、前記基板を前記樹脂材料により封止した樹脂成形品を製造する、樹脂成形品の製造装置。
【請求項7】
請求項6に記載の樹脂成形品の製造装置を用いて樹脂成形品を製造する方法であって、
前記樹脂材料供給装置により、フィルム上に液状の樹脂材料を供給するステップと、
前記上型と前記下型との間に、前記樹脂材料が供給されたフィルムと基板とを配置するステップと、
前記上型及び前記下型の型締めを行い、前記基板を前記樹脂材料により封止した樹脂成形品を製造するステップと、
を備えている、樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂材料供給装置、樹脂材料供給方法、樹脂材料供給プログラム、樹脂成形品の製造装置、及び樹脂成形品の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1には、半導体基板を樹脂材料で封止して樹脂成形品を製造する方法が開示されている。この際、封止用の液状の樹脂材料をディスペンサにより離型フィルム上に塗布し、これを成形型の下型に配置する。一方、成形型の上型には樹脂封止前の半導体基板を配置し、この状態で型締めを行う。これにより、半導体基板に実装されたチップ等は、下型のキャビティ内で樹脂封止されて樹脂封止済基板が得られる。
【先行技術文献】
【特許文献】
【0003】
特開2022-13023号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
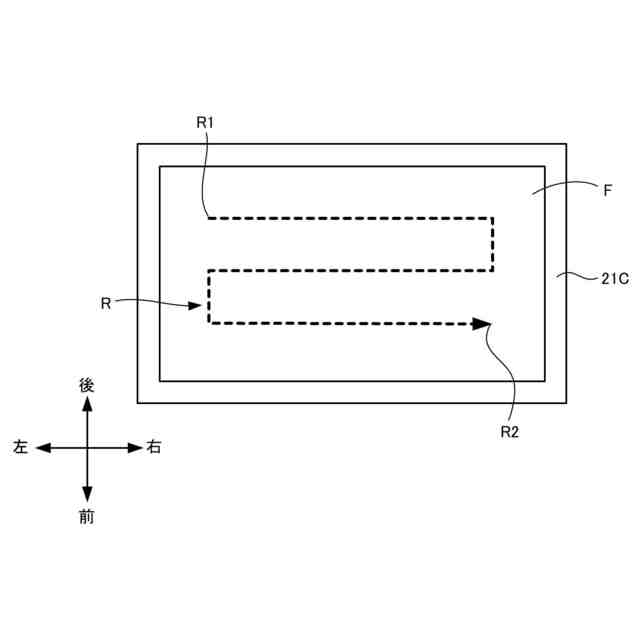
ところで、特許文献1では、ディスペンサから液状の樹脂材料を吐出しつつ、ディスペンサを水平方向に移動することで、離型フィルム上の所定の経路に液状の樹脂材料を塗布している。このとき、ディスペンサの移動速度は、吐出される液状の樹脂材料の吐出速度と一致するように設定されている。しかしながら、ディスペンサの吐出中、液状の樹脂材料の粘度及び圧縮性は、例えば、温度変化によって変動するため、経路の全体に亘って均一に液状の樹脂材料を塗布するのが容易ではなかった。そのため、経路内において塗布された液状の樹脂材料の塗布量にばらつきが生じ、離型フィルム上に塗布される液状の樹脂材料の塗布量の分布にばらつきが生じるおそれがあった。
【0005】
本発明は、この問題を解決するためになされたものであり、所定の経路において液状の樹脂材料の塗布量にばらつきが生じるのを抑制することができる、樹脂材料供給装置、樹脂材料供給方法、樹脂材料供給プログラム、樹脂成形品の製造装置、及び樹脂成形品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
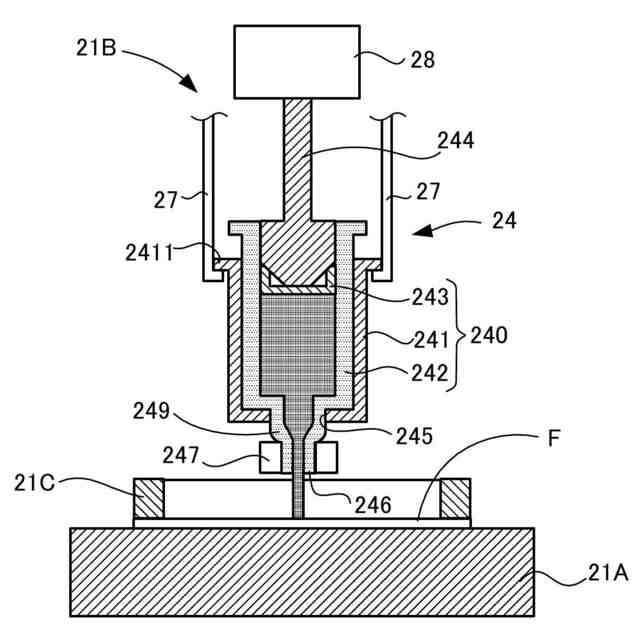
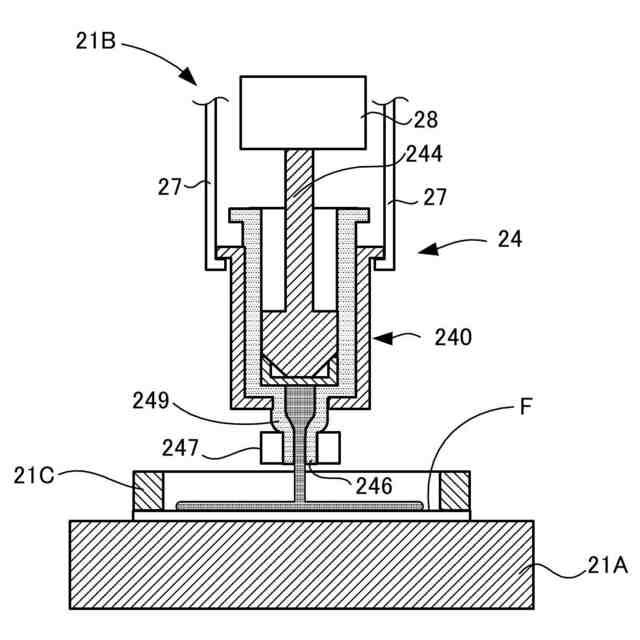
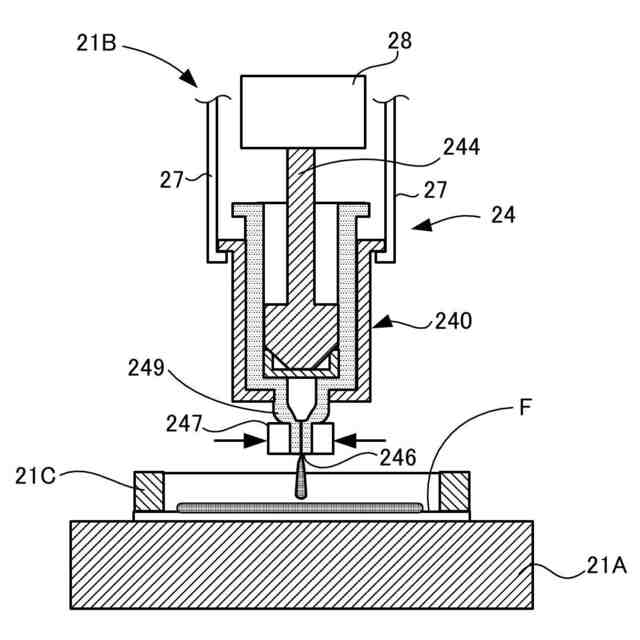
本発明に係る樹脂材料供給装置は、対象物に対して液状の樹脂材料を所定の経路に沿って吐出するための樹脂材料供給装置であって、前記樹脂材料を収容し、当該樹脂材料を吐出する吐出部を有する収容部と、前記収容部に挿入され、前記樹脂材料を前記吐出部から押し出すための押出部材と、前記対象物に対して、前記収容部を前記塗布面の面内方向に相対的に移動させるための移動機構と、前記押出部材及び前記移動機構の制御を行うための制御部と、を備え、前記制御部は、前記収容部から吐出された前記樹脂材料の単位時間あたりの吐出量及び目標となる単位時間当たりの前記樹脂材料の吐出量に基づき、前記収容部の移動速度を修正する。
【0007】
本発明に係る樹脂材料供給方法は、液状の樹脂材料を収容し、当該樹脂材料を吐出する吐出部を有する収容部、前記収容部内に配置され、前記樹脂材料を前記吐出部から押し出すための押出部材、前記収容部を移動させるための移動機構、及び前記押出部材及び前記移動機構の制御を行うための制御部を有する樹脂材料供給装置によって、対象物に対して前記樹脂材料を所定の経路に沿って吐出する樹脂材料供給方法であって、前記収容部の移動速度及び前記経路を設定する第1ステップと、前記移動速度で前記収容部を、前記対象物の塗布面の面内方向に相対的に移動させたときの前記樹脂材料の単位時間当たりの吐出量を検出する第2ステップと、検出された単位時間当たりの前記吐出量及び目標となる単位時間当たりの前記樹脂材料の吐出量に基づき、前記収容部の移動速度を修正する第3ステップと、を備え、前記第2ステップ及び前記第3ステップを、前記収容部が前記経路の終点に移動するまで繰り返す。
【0008】
本発明に係る樹脂材料供給プログラムは、液状の樹脂材料を収容し、当該樹脂材料を吐出する吐出部を有する収容部、前記収容部内に配置され、前記樹脂材料を前記吐出部から押し出すための押出部材、前記収容部を移動させるための移動機構、及び前記押出部材及び前記移動機構の制御を行うための制御部を有する樹脂材料供給装置によって、対象物に対して前記樹脂材料を所定の経路に沿って吐出する樹脂材料供給プログラムであって、前記制御部に、前記収容部の移動速度及び前記経路を設定する第1ステップと、前記移動速度で前記収容部を、前記対象物の塗布面の面内方向に相対的に移動させたときの前記樹脂材料の単位時間当たりの吐出量を検出する第2ステップと、検出された単位時間当たりの前記吐出量及び目標となる単位時間当たりの前記樹脂材料の吐出量に基づき、前記収容部の移動速度を修正する第3ステップと、を実行させ、前記第2ステップ及び前記第3ステップを、前記収容部が前記経路の終点に移動するまで繰り返す。
【0009】
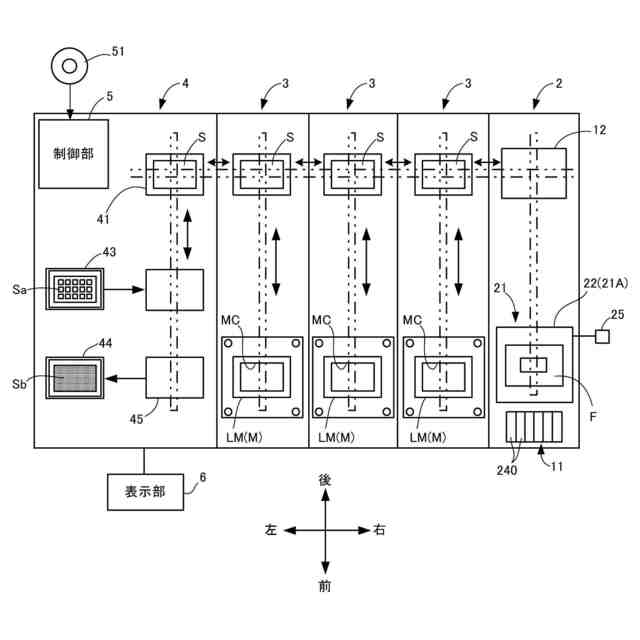
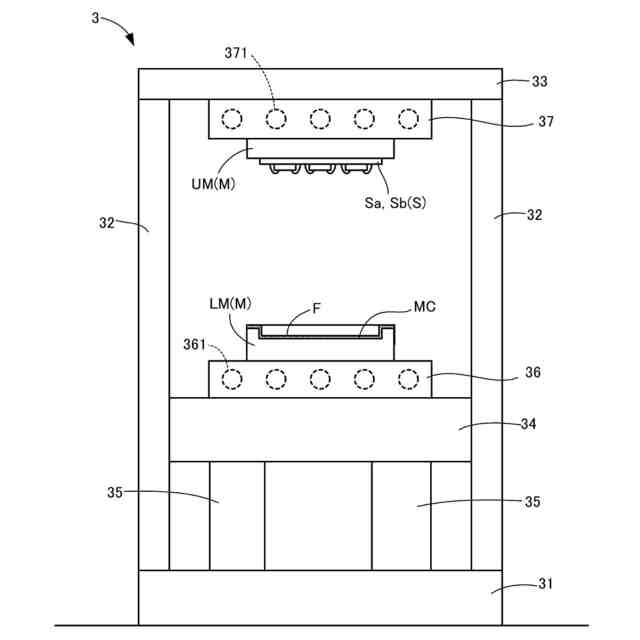
本発明に係る樹脂成形品の製造装置は、上記樹脂材料供給装置を有し、当該樹脂材料供給装置によりフィルム上に液状の樹脂材料を供給する樹脂材料供給モジュールと、上型及び下型を備えるプレスモジュールと、を備え、前記上型と前記下型との間に、前記樹脂材料が供給されたフィルムと基板とを配置し、型締めにより、前記基板を樹脂材料により封止した樹脂成形品を製造する。
【0010】
本発明に係る樹脂成形品の製造方法は、上記樹脂成形品の製造装置を用いて樹脂成形品を製造する方法であり、樹脂材料供給装置により、フィルム上に液状の樹脂材料を供給するステップと、前記上型と前記下型との間に、前記樹脂材料が供給されたフィルムと基板とを配置するステップと、前記上型及び前記下型の型締めを行い、前記基板を樹脂材料により封止した樹脂成形品を製造するステップと、を備えている。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
TOWA株式会社
集塵装置、樹脂成形装置及び樹脂成形品の製造方法
5日前
TOWA株式会社
成形型、樹脂成形装置、及び、樹脂成形品の製造方法
20日前
TOWA株式会社
成形型、樹脂成形装置、及び、樹脂成形品の製造方法
20日前
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
溶融紡糸設備
10か月前
CKD株式会社
型用台車
4か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
4か月前
株式会社日本製鋼所
押出機
6か月前
個人
射出ミキシングノズル
6か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
4か月前
日機装株式会社
加圧システム
4日前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
ロッド
3か月前
帝人株式会社
成形体の製造方法
9か月前
株式会社FTS
成形装置
4か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社リコー
シート剥離装置
8か月前
トヨタ自動車株式会社
射出装置
1か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社不二越
射出成形機
19日前
株式会社不二越
射出成形機
20日前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社不二越
射出成形機
25日前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社FTS
セパレータ
2か月前
三菱自動車工業株式会社
予熱装置
7か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社リコー
画像形成システム
4か月前
東レ株式会社
炭素繊維シートの製造方法
10日前
株式会社神戸製鋼所
混練機
2か月前
KTX株式会社
シェル型の作製方法
10か月前
株式会社リコー
シート処理システム
8か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ