TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025043968
公報種別
公開特許公報(A)
公開日
2025-04-01
出願番号
2023151593
出願日
2023-09-19
発明の名称
電極の製造方法及び二次電池の製造方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
個人
,
個人
,
個人
主分類
H01M
4/139 20100101AFI20250325BHJP(基本的電気素子)
要約
【課題】電極の厚みのばらつきを抑制することができる電極の製造方法を提供する。
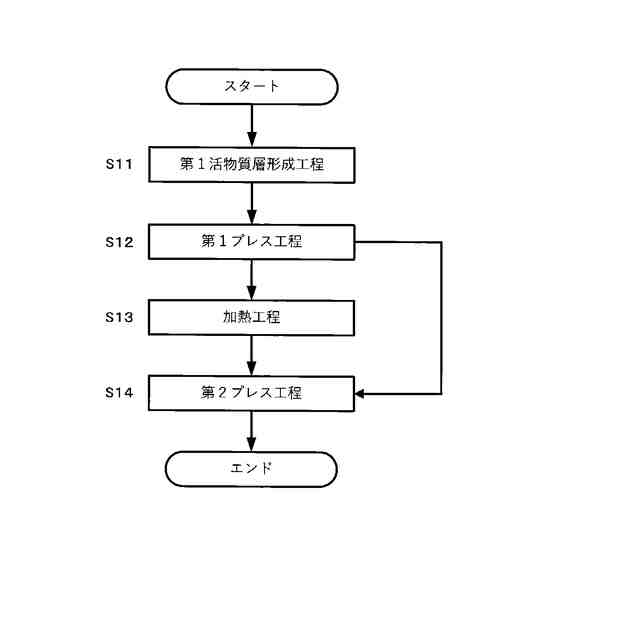
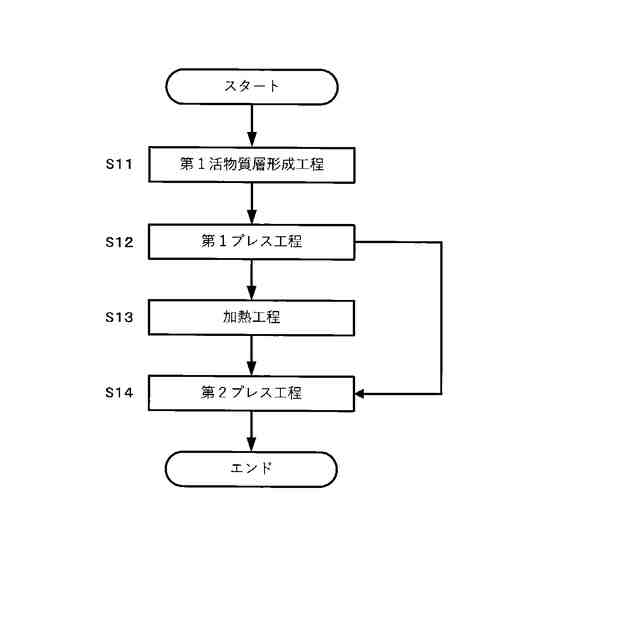
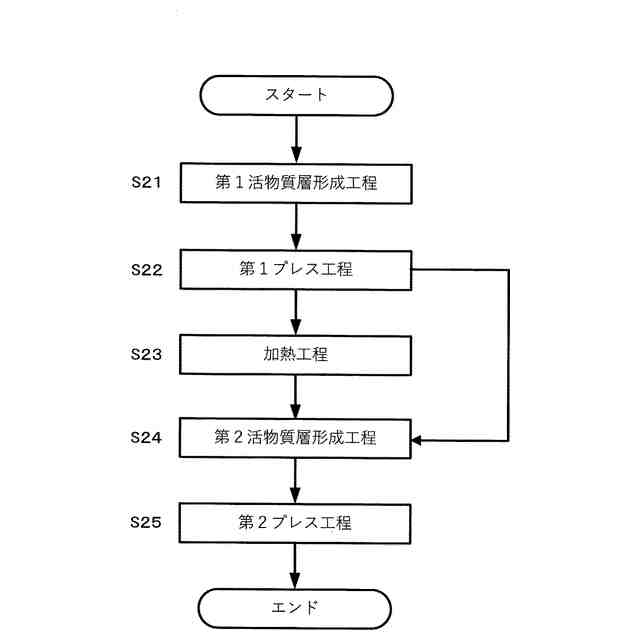
【解決手段】集電体の第1面に第1活物質層を形成する第1活物質層形成工程と、第1活物質層をプレスする第1プレス工程と、第1プレス工程後、第1活物質層をプレスする第2プレス工程と、を備え、第1プレス工程におけるプレス線圧P1に対する第2プレス工程におけるプレス線圧P2の割合が100%以上200%以下である、電極の製造方法である。
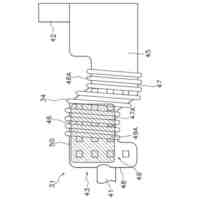
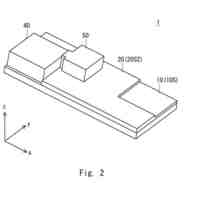
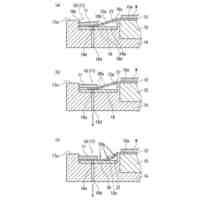
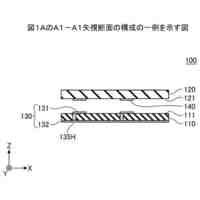
【選択図】図1
特許請求の範囲
【請求項1】
集電体の第1面に第1活物質層を形成する第1活物質層形成工程と、
前記第1活物質層をプレスする第1プレス工程と、
前記第1プレス工程後、前記第1活物質層をプレスする第2プレス工程と、を備え、
前記第1プレス工程におけるプレス線圧P1に対する前記第2プレス工程におけるプレス線圧P2の割合が100%以上200%以下である、
電極の製造方法。
続きを表示(約 370 文字)
【請求項2】
前記第1プレス工程におけるプレス線圧P1に対する前記第2プレス工程におけるプレス線圧P2の割合が100%以上125%以下である、請求項1に記載の電極の製造方法。
【請求項3】
前記第1プレス工程後と前記第2プレス工程との間に前記第1活物質層を加熱する加熱工程を備える、請求項1に記載の電極の製造方法。
【請求項4】
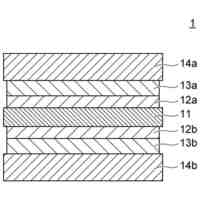
前記第1プレス工程後と前記第2プレス工程との間に前記集電体の第2面に第2活物質層を形成する第2活物質層形成工程を備える、請求項1に記載の電極の製造方法。
【請求項5】
請求項1~4のいずれか1項に記載の電極の製造方法により電極を作製する電極作製工程と、
前記電極を用いて二次電池を作製する二次電池作製工程と、を備える、
二次電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本願は電極の製造方法及び二次電池の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
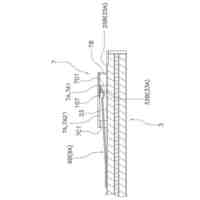
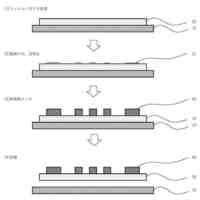
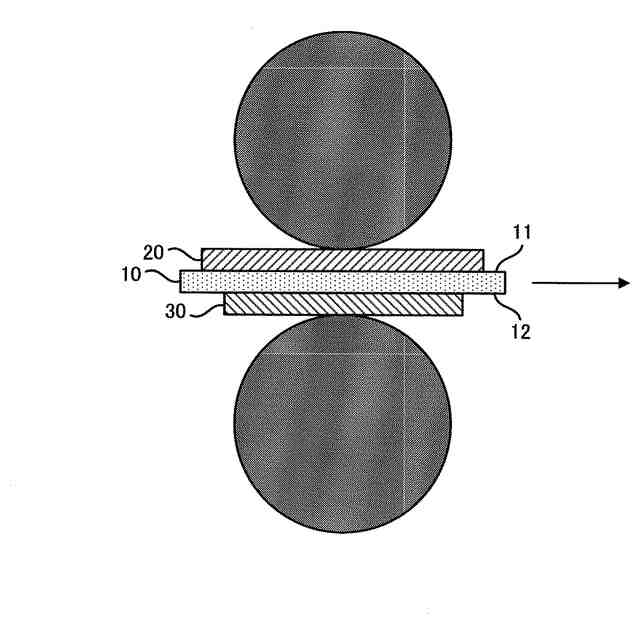
二次電池に備えられる電極は、集電体上に活物質層が形成された後、密度を調整するために所定の圧力でプレスされて作製される。例えば、特許文献1には、第1金属箔の第1面に負極活物質層を形成し、第2金属箔の第1面が第1金属箔の第2面と対向した状態で負極活物質層をプレスし、第2金属箔の第2面に正極活物質層を形成し、正極活物質層をプレスするバイポーラ電極の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-82504号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述の通り、活物質層の密度を調整するために活物質層はプレスされる。しかしながら、プレス後において、プレス時の残留応力が経時的に解放され、活物質層の厚みが増加することがある。すなわち活物質層にスプリングバックが生じることがある。そうすると、活物質層の厚みにばらつきが生じるため、活物質層の密度が変化し、電極の品質が安定しない問題がある。
【0005】
本発明者らは、上記の問題は、負極活物質層に対し2回のプレスを実施している特許文献1に記載された電極の製造方法であっても十分に抑制できないことを知見した。これは、2回目のプレス線圧が1回目のプレス線圧より小さく設定されているためであると考えれる。通常、2回目のプレスでは、面圧付与の方向が垂直方向に近づくため、搬送方向成分が小さくなる。そうすると、2回目のプレスにおいて、活物質層の塑性変形量が不足し、このため活物質層のスプリングバック量が大きくなる。従って、本発明者らは特許文献1に記載の電極の製造方法では、活物質層の厚みにばらつきが生じることを十分に抑制できないことを知見した。
【0006】
そこで、本開示の主な目的は、上記実情を鑑み、電極の厚みのばらつきを抑制することができる電極の製造方法を提供する。
【課題を解決するための手段】
【0007】
本開示は少なくとも以下の態様を提供する。
【0008】
第1態様は、集電体の第1面に第1活物質層を形成する第1活物質層形成工程と、第1活物質層をプレスする第1プレス工程と、第1プレス工程後、第1活物質層をプレスする第2プレス工程と、を備え、第1プレス工程におけるプレス線圧P1に対する第2プレス工程におけるプレス線圧P2の割合が100%以上200%以下である、電極の製造方法である。
【0009】
第2態様は、第1プレス工程におけるプレス線圧P1に対する第2プレス工程におけるプレス線圧P2の割合が100%以上125%以下である、第1態様に記載の電極の製造方法である。
【0010】
第3態様は、第1プレス工程後と第2プレス工程との間に第1活物質層を加熱する加熱工程を備える、第1態様又は第2態様に記載の電極の製造方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
汎用型電気プラグ
8日前
株式会社プロテリアル
ケーブル
22日前
キヤノン株式会社
通信装置
2日前
オムロン株式会社
電磁継電器
3日前
オムロン株式会社
電磁継電器
3日前
オムロン株式会社
電磁継電器
12日前
オムロン株式会社
電磁継電器
3日前
株式会社GSユアサ
蓄電装置
17日前
株式会社GSユアサ
蓄電設備
23日前
オムロン株式会社
電磁継電器
3日前
オムロン株式会社
電磁継電器
3日前
太陽誘電株式会社
コイル部品
8日前
タイガースポリマー株式会社
2次電池
10日前
株式会社小糸製作所
ターミナル
12日前
日本特殊陶業株式会社
保持部材
19日前
富士通株式会社
冷却モジュール
3日前
オムロン株式会社
回路部品
3日前
日本電気株式会社
光学モジュール
2日前
株式会社東京精密
ワーク保持装置
1日前
大電株式会社
導電用導体
15日前
TDK株式会社
コイル部品
2日前
株式会社タムラ製作所
装置
15日前
三菱電機株式会社
半導体装置
18日前
東洋紡株式会社
インターポーザの製造方法
22日前
ヒロセ電機株式会社
コネクタ
18日前
株式会社東芝
半導体装置
10日前
オムロン株式会社
電磁継電器
3日前
富士電機株式会社
電磁接触器
8日前
新電元工業株式会社
磁性部品
10日前
富士通株式会社
アンテナ装置
23日前
株式会社東芝
半導体装置
1日前
三菱電機株式会社
半導体装置
3日前
オリオン機械株式会社
発電システム
17日前
日本特殊陶業株式会社
接合体
12日前
オムロン株式会社
電磁継電器
3日前
トヨタバッテリー株式会社
二次電池
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ