TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042709
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023149799
出願日
2023-09-15
発明の名称
ダイカスト設備、及び鋳造品の製造方法
出願人
三菱自動車工業株式会社
代理人
SSIP弁理士法人
主分類
B22D
17/32 20060101AFI20250321BHJP(鋳造;粉末冶金)
要約
【課題】製品の品質のバラツキを小さくすることができるダイカスト設備を提供する。
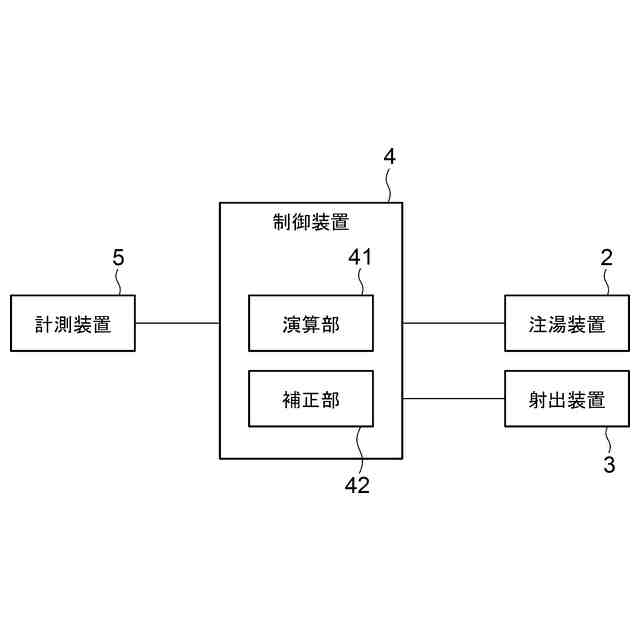
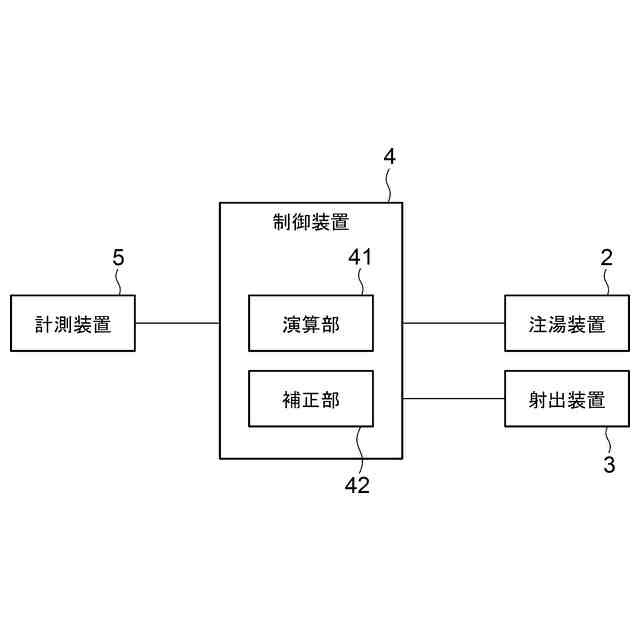
【解決手段】ダイカスト設備は、ピストンの予め定められたストローク位置において、前記ピストンの移動速度を予め定められた低速度から予め定められた高速度に切り替える制御装置と、金属溶湯炉から金属溶湯を汲み上げた状態のラドルの重量と、前記ラドルから射出スリーブに前記金属溶湯が注がれた後の前記ラドルの重量と、を計測する計測装置と、を備え、前記制御装置は、前記金属溶湯を汲み上げた状態の前記ラドルの重量から前記金属溶湯が注がれた後の前記ラドルの重量を減ずることで、前記射出スリーブに注がれた前記金属溶湯の重量を算出する演算部と、前記射出スリーブに注がれた前記金属溶湯の重量に基づいて、前記ピストンのストローク位置を補正する補正部と、を有する。
【選択図】 図4
特許請求の範囲
【請求項1】
金属溶湯炉から汲み上げられた金属溶湯を金型に設けられたキャビティに射出するダイカスト設備であって、
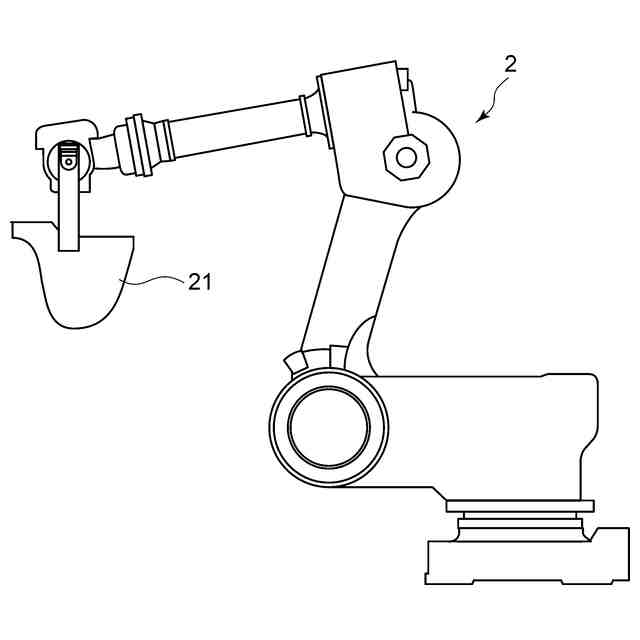
前記金属溶湯炉から前記金属溶湯を汲み上げるラドルを備えた注湯装置と、
前記キャビティに連通し、前記ラドルから前記金属溶湯が注がれる射出スリーブと、前記射出スリーブ内を移動可能であって、前記キャビティに向けて移動するピストンと、を備えた射出装置と、
前記ピストンの予め定められたストローク位置において、前記ピストンの移動速度を予め定められた低速度から予め定められた高速度に切り替える制御装置と、
前記金属溶湯炉から前記金属溶湯を汲み上げた状態の前記ラドルの重量と、前記ラドルから前記射出スリーブに前記金属溶湯が注がれた後の前記ラドルの重量と、を計測する計測装置と、
を備え、
前記制御装置は、
前記金属溶湯を汲み上げた状態の前記ラドルの重量から前記金属溶湯が注がれた後の前記ラドルの重量を減ずることで、前記射出スリーブに注がれた前記金属溶湯の重量を算出する演算部と、
前記射出スリーブに注がれた前記金属溶湯の重量に基づいて、前記ピストンのストローク位置を補正する補正部と、
を有するダイカスト設備。
続きを表示(約 600 文字)
【請求項2】
前記計測装置は、前記ラドルを吊り下げる軸に設けられたロードセルである、請求項1に記載のダイカスト設備。
【請求項3】
前記補正部は、前記射出スリーブに注がれた前記金属溶湯の重量、前記金属溶湯の比重、及び前記射出スリーブの断面積から前記ピストンのストローク位置を補正するストロークを算出する、請求項1又は2に記載のダイカスト設備。
【請求項4】
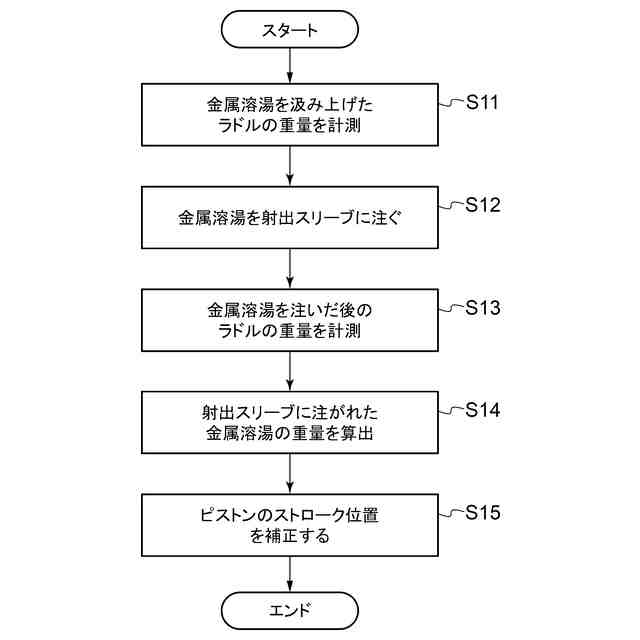
射出スリーブに注がれた金属溶湯を金型に設けられたキャビティに射出するピストンの移動速度を、前記ピストンの予め定められたストローク位置において、予め定められた低速度から予め定められた高速度に切り替える鋳造品の製造方法であって、
前記金属溶湯を汲み上げた状態のラドルの重量を計測するステップと、
前記金属溶湯を前記キャビティに連通する射出スリーブに注ぐステップと、
前記金属溶湯が注がれた後の前記ラドルの重量を計測するステップと、
前記金属溶湯を汲み上げた状態の前記ラドルの重量から前記金属溶湯が注がれた後の前記ラドルの重量を減ずることで、前記射出スリーブに注がれた前記金属溶湯の重量を算出するステップと、
前記射出スリーブに注がれた前記金属溶湯の重量に基づいて、前記ピストンの予め定められたストローク位置を補正するステップと、
を有する鋳造品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ダイカスト設備、及び鋳造品の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、金型と、この金型内部のキャビティを真空にする真空装置と、キャビティのゲート部に臨ませたスリーブと、このスリーブへと金属溶湯を注入するラドル(ひしゃく、柄杓)と、金属溶湯を押し出すプランジャと、金属溶湯を保温しながら貯留する保持炉と、とからなるダイカスト設備が開示されている。
【0003】
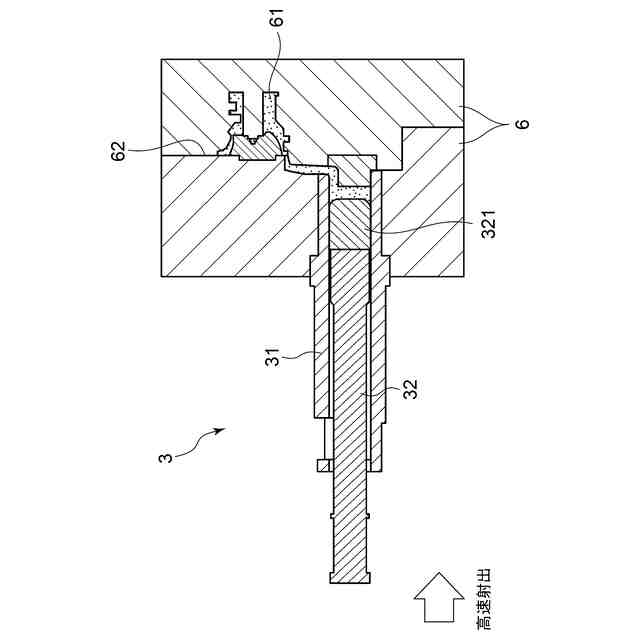
特許文献2には、溶融されたアルミニウム材の湯温を700°Cから740°Cとし、その浴湯を鋳型に注入するとき、初めの注入量の半分程度は湯口注入速度を0.3~0.6m/s(低速)とし、次いで鋳型内を200Torr以下に真空引きするとともに、残りの4割以上の浴湯は注入速度10m/sec(高速)とし、最終の少量の湯量を減速して注入することが、開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2000-52015号公報
特開平4-172166号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に示す従来のダイカスト設備では、ラドル内部に残存した金属溶湯が凝固又は固着することでラドル内容積が変化し、ラドルで汲み上げた金属溶湯の容積にバラツキが生じる。また、特許文献2に示す従来のダイカスト設備では、予め定められたピストンのストローク位置(射出速度切替位置)で注入速度を低速から高速に切り替えるので、注湯量が少ない場合は、溶湯が空気と共にキャビティ内に射出され、注湯量が多い場合は、金属溶湯が低速のままキャビティ内に射出されるので、製品の品質にもバラツキが生じる。
【0006】
上述の事情に鑑みて、本発明の少なくとも一実施形態は、製品の品質のバラツキを小さくすることができるダイカスト設備、及び鋳造品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
(1)本発明の少なくとも一実施形態に係るダイカスト設備は、金属溶湯炉から汲み上げられた金属溶湯を金型に設けられたキャビティに射出するダイカスト設備であって、前記金属溶湯炉から前記金属溶湯を汲み上げるラドルを備えた注湯装置と、前記キャビティに連通し、前記ラドルから前記金属溶湯が注がれる射出スリーブと、前記射出スリーブ内を移動可能であって、前記キャビティに向けて移動するピストンと、を備えた射出装置と、前記ピストンの予め定められたストローク位置において、前記ピストンの移動速度を予め定められた低速度から予め定められた高速度に切り替える制御装置と、前記金属溶湯炉から前記金属溶湯を汲み上げた状態の前記ラドルの重量と、前記ラドルから前記射出スリーブに前記金属溶湯が注がれた後の前記ラドルの重量と、を計測する計測装置と、を備え、前記制御装置は、前記金属溶湯を汲み上げた状態の前記ラドルの重量から前記金属溶湯が注がれた後の前記ラドルの重量を減ずることで、前記射出スリーブに注がれた前記金属溶湯の重量を算出する演算部と、前記射出スリーブに注がれた前記金属溶湯の重量に基づいて、前記ピストンのストローク位置を補正する補正部と、を有する。
【0008】
上記(1)の構成によれば、金属溶湯を汲み上げた状態のラドルの重量から金属溶湯が注がれた後のラドルの重量を減ずることで、射出スリーブに注がれた金属溶湯の重量を算出し、この重量に基づいて、ピストンの移動速度を予め定められた低速度から高速度に切り替えるピストンの予め定められたストローク位置を補正する。このように、射出スリーブに注がれた金属溶湯の重量に基づいて、ピストンの予め定められたストローク位置を補正するので、製品の品質のバラツキを小さくすることができる。
【0009】
(2)幾つかの実施形態では、上記(1)の構成において、前記計測装置は、前記ラドルを吊り下げる軸に設けられたロードセルである。
【0010】
上記(2)の構成によれば、ラドルを吊り下げる軸に設けられたロードセルが、金属溶湯炉から金属溶湯を汲み上げた状態のラドルの重量と、ラドルから射出スリーブに金属溶湯が注がれた後のラドルの重量を計測する。これにより、金属溶湯を汲み上げた状態のラドルの重量と、金属溶湯が注がれた後のラドルの重量を正確に計測することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本鋳造株式会社
鋳造方法
4か月前
UBEマシナリー株式会社
成形機
3か月前
マツダ株式会社
鋳造装置
4か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社 寿原テクノス
金型装置
2か月前
株式会社エスアールシー
インゴット
2か月前
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形機
1か月前
個人
透かし模様付き金属板の製造方法
2か月前
株式会社浅沼技研
半溶融金属の成形方法
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
トヨタ自動車株式会社
金型温度調整装置
2か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社クボタ
弁箱用の消失模型
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
23日前
大同特殊鋼株式会社
鋼塊の製造方法
24日前
新東工業株式会社
粉末除去装置
2か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
キヤノン株式会社
樹脂微粒子の製造方法
3か月前
日立Astemo株式会社
成形装置
2日前
新東工業株式会社
測定装置
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
山陽特殊製鋼株式会社
取鍋
2か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
株式会社荏原製作所
造形ノズル
2か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
5か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
2日前
フタバ産業株式会社
成形品の製造方法
1か月前
セイコーエプソン株式会社
三次元造形装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ