TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025041241
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2023148417
出願日
2023-09-13
発明の名称
マンコンベヤのベルトローラ装置の製造方法及び製造器具
出願人
フジテック株式会社
代理人
弁理士法人ユニアス国際特許事務所
主分類
B23P
21/00 20060101AFI20250318BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 プレス機を用いて、ベルトローラ装置の第1部品に第2部品を固定することができるマンコンベヤのベルトローラ装置の製造方法を提供する。
【解決手段】 ベルトローラ装置を製造する製造方法においては、製造器具は、ボルスタに取り付けられ、第1部品を保持する下工具と、スライドに取り付けられ、第2部品を下方へ押す上工具と、を備え、製造方法は、第1部品を下工具で保持する保持工程と、上工具が第2部品を下方へ押して第2部品が第1部品に押し込まれるように、プレス機によって、上工具を下工具に対して下方へ移動させる押し工程と、を含む。
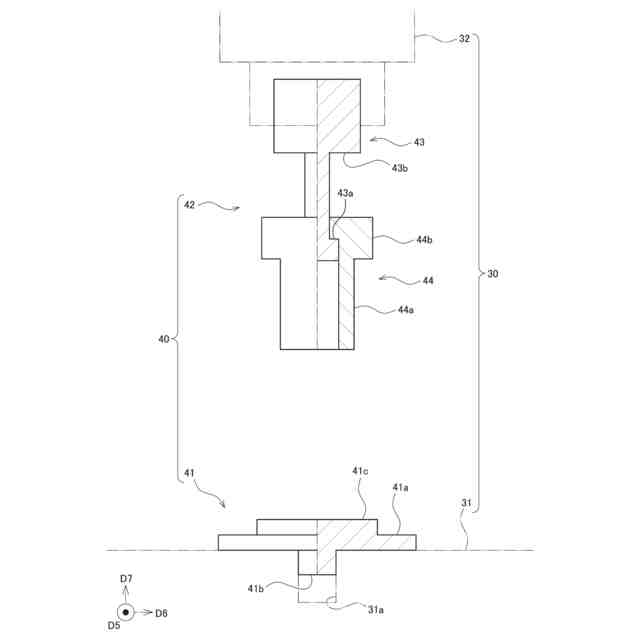
【選択図】 図9
特許請求の範囲
【請求項1】
プレス機及び製造器具を用いて、マンコンベヤの手摺ベルトに接するローラを備えるベルトローラ装置を製造する製造方法であって、
前記ベルトローラ装置は、
第1部品と、
前記第1部品に対して固定される第2部品と、を備え、
前記プレス機は、
ボルスタと、
前記ボルスタよりも上方に配置され、前記ボルスタに対して上下方向へ移動するスライドと、を備え、
前記製造器具は、
前記ボルスタに取り付けられ、前記第1部品を保持する下工具と、
前記スライドに取り付けられ、前記第2部品を下方へ押す上工具と、を備え、
前記製造方法は、
前記第1部品を前記下工具で保持する保持工程と、
前記上工具が前記第2部品を下方へ押して前記第2部品が前記第1部品に押し込まれるように、前記プレス機によって、前記上工具を前記下工具に対して下方へ移動させる押し工程と、を含む、マンコンベヤのベルトローラ装置の製造方法。
続きを表示(約 820 文字)
【請求項2】
前記製造方法は、前記第2部品が前記第1部品に対して位置決めされるように、前記上工具及び前記第1部品によって前記第2部品を上下方向で挟む押し前工程をさらに含む、請求項1に記載のマンコンベヤのベルトローラ装置の製造方法。
【請求項3】
前記上工具は、
前記スライドに取り付けられる工具本体と、
前記工具本体に対して上下方向へ移動可能であり、前記第2部品を下方へ押す押し体と、を備え、
前記押し前工程は、前記押し体及び前記第1部品が前記第2部品を上下方向で挟むように、前記押し体の自重を前記第2部品に加え、
前記押し工程は、前記工具本体が前記押し体に上下方向で当たり、その後、前記工具本体が前記押し体を下方へ押すように、前記上工具を前記下工具に対して下方へ移動させる、請求項2に記載のマンコンベヤのベルトローラ装置の製造方法。
【請求項4】
前記第2部品は、少なくとも上端部に、筒状に形成される部品筒部を備え、
前記押し体は、
前記部品筒部に挿入される挿入部と、
前記部品筒部を押すために、前記挿入部よりも上方に配置されて且つ前記挿入部よりも横方向へ突出する押し部と、を備える、請求項3に記載のマンコンベヤのベルトローラ装置の製造方法。
【請求項5】
前記第2部品は、
上下方向へ延びる軸部と、
前記軸部よりも下方に配置され、前記軸部よりも横方向へ突出する鍔部と、を備え、
前記押し体は、少なくとも下端部に、筒状に形成される押し筒部を備え、
前記押し筒部は、内部に前記軸部が挿入され、下面で前記鍔部を押す、請求項3に記載のマンコンベヤのベルトローラ装置の製造方法。
【請求項6】
請求項1~5の何れか1項に記載のマンコンベヤのベルトローラ装置の製造方法に用いられる、製造器具。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、マンコンベヤのベルトローラ装置の製造方法及び製造器具に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、例えば、マンコンベヤは、回転走行する無端環状の手摺ベルトと、手摺ベルトに接して回転するローラを有するベルトローラ装置とを備えている(例えば、特許文献1~4)。例えば、ベルトローラ装置として、手摺ベルトに駆動を付与するベルト駆動装置(例えば、特許文献1及び2)、手摺ベルトをガイドするベルトガイド装置(例えば、特許文献3)、手摺ベルトに張力を付与するベルト張力装置(例えば、特許文献4)等が存在する。ところで、プレス機を用いて、ベルトローラ装置を製造したいという要望がある。
【先行技術文献】
【特許文献】
【0003】
特開2021-187629号公報
特開2020-97458号公報
特開2017-137138号公報
特開2017-159974号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そこで、課題は、プレス機を用いて、ベルトローラ装置の第1部品に第2部品を固定することができるマンコンベヤのベルトローラ装置の製造方法及び製造器具を提供することである。
【課題を解決するための手段】
【0005】
マンコンベヤのベルトローラ装置の製造方法は、
プレス機及び製造器具を用いて、マンコンベヤの手摺ベルトに接するローラを備えるベルトローラ装置を製造する製造方法であって、
前記ベルトローラ装置は、
第1部品と、
前記第1部品に対して固定される第2部品と、を備え、
前記プレス機は、
ボルスタと、
前記ボルスタよりも上方に配置され、前記ボルスタに対して上下方向へ移動するスライドと、を備え、
前記製造器具は、
前記ボルスタに取り付けられ、前記第1部品を保持する下工具と、
前記スライドに取り付けられ、前記第2部品を下方へ押す上工具と、を備え、
前記製造方法は、
前記第1部品を前記下工具で保持する保持工程と、
前記上工具が前記第2部品を下方へ押して前記第2部品が前記第1部品に押し込まれるように、前記プレス機によって、前記上工具を前記下工具に対して下方へ移動させる押し工程と、を含む。
【0006】
製造器具は、前記のマンコンベヤのベルトローラ装置の製造方法に用いられる。
【図面の簡単な説明】
【0007】
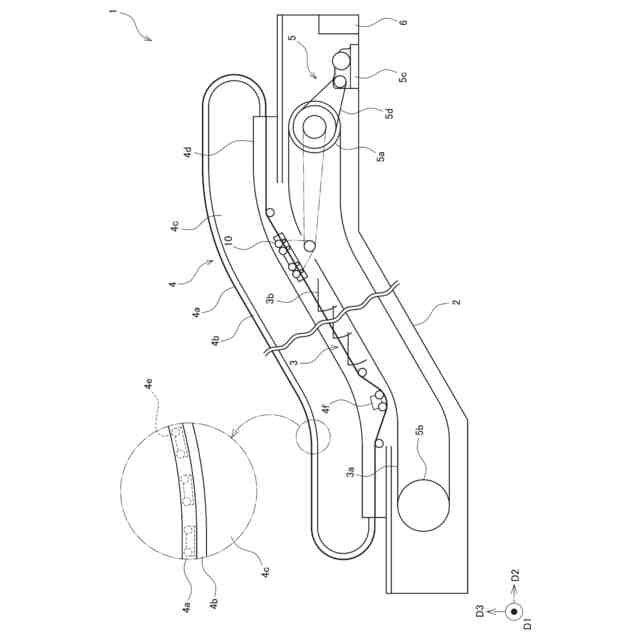
一実施形態に係るベルトローラ装置が用いられるマンコンベヤの概要図
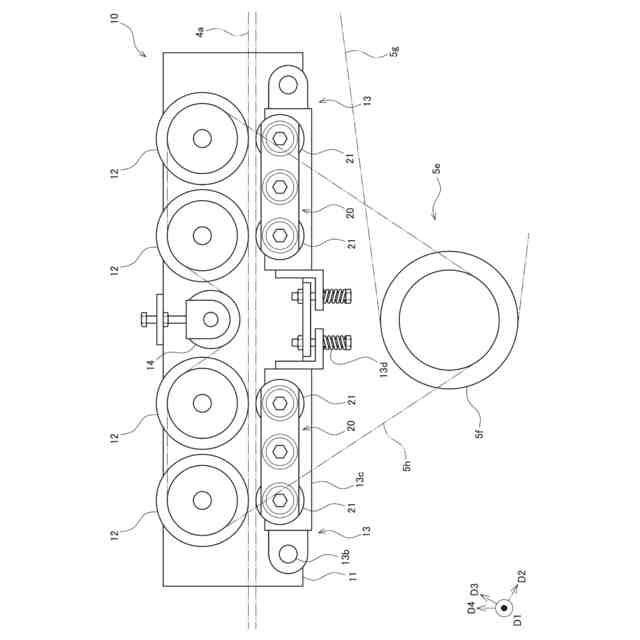
同実施形態に係るベルトローラ装置の正面図
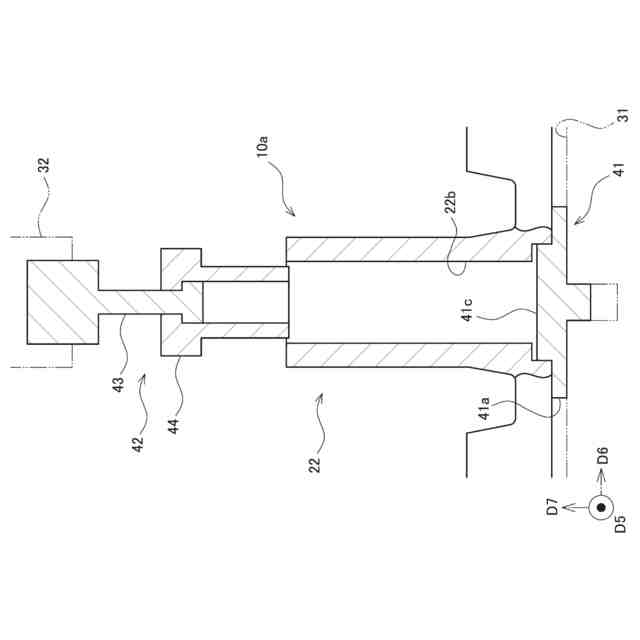
同実施形態に係るベルトローラ装置の一部断面を示す要部側面図(第4方向視図)
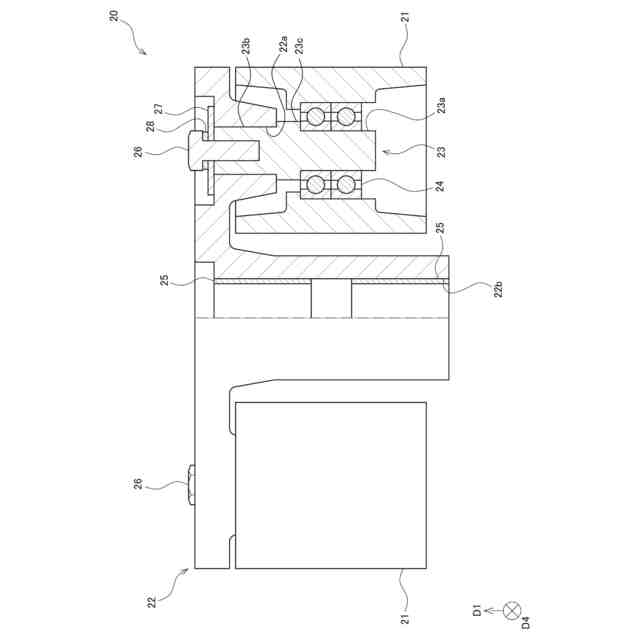
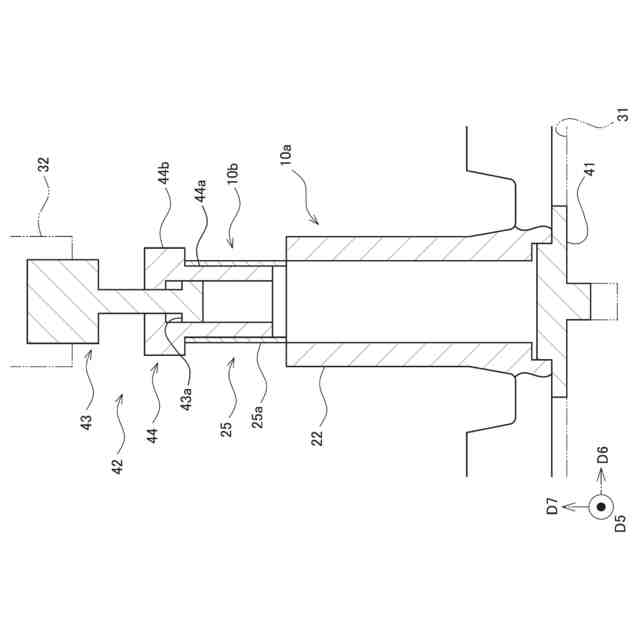
同実施形態に係るローラユニットの一部断面を示す要部側面図(第4方向視図)
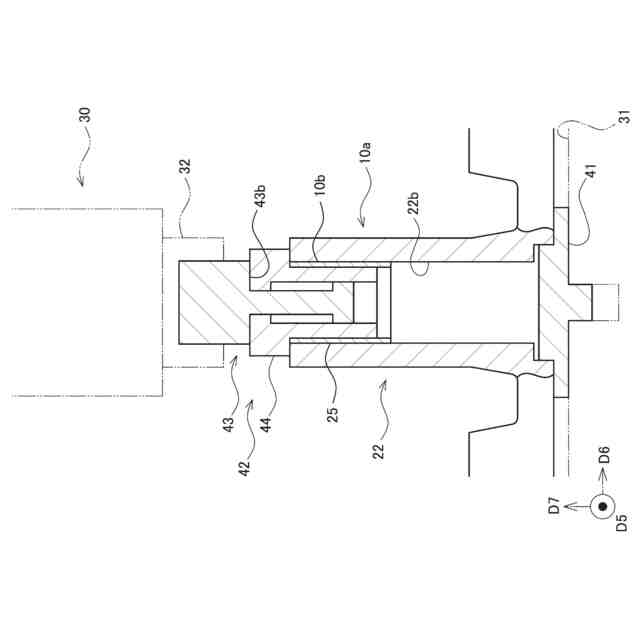
図4の分解図
一実施形態に係る製造装置の一部断面を示す正面図
同製造装置による製造方法を説明する一部断面図であって、保持工程を示す図
同製造装置による製造方法を説明する一部断面図であって、押し前工程を示す図
同製造装置による製造方法を説明する一部断面図であって、押し工程を示す図
同製造装置による製造方法を説明する一部断面図であって、各工程が終了した状態を示す図
同実施形態に係る別の製造装置の一部断面を示す正面図
同製造装置による製造方法を説明する一部断面図であって、保持工程を示す図
同製造装置による製造方法を説明する一部断面図であって、押し前工程を示す図
同製造装置による製造方法を説明する一部断面図であって、押し工程を示す図
同製造装置による製造方法を説明する一部断面図であって、各工程が終了した状態を示す図
同製造装置による別の製造方法を説明する一部断面図であって、保持工程を示す図
同製造装置による別の製造方法を説明する一部断面図であって、押し前工程を示す図
同製造装置による別の製造方法を説明する一部断面図であって、押し工程を示す図
同製造装置による別の製造方法を説明する一部断面図であって、各工程が終了した状態を示す図
【発明を実施するための形態】
【0008】
各図面において、構成要素の寸法は、例えば、理解を容易にするために、実際の寸法に対して拡大、縮小して示す場合があり、また、各図面の間での寸法比は、一致していない場合がある。なお、各図面において、例えば、理解を容易にするために、構成要素の一部を省略して示す場合がある。
【0009】
第1、第2等の序数を含む用語は、多様な構成要素を説明するために用いられるが、この用語は、一つの構成要素を他の構成要素から区別する目的でのみ用いられ、構成要素は、この用語によって特に限定されるものではない。なお、序数を含む構成要素の個数は、特に限定されず、例えば、一つでもよい場合がある。また、以下の明細書及び図面で用いられる序数は、特許請求の範囲に記載された序数と異なる場合がある。
【0010】
まず、ベルトローラ装置の構成を説明するのに先立って、ベルトローラ装置が用いられるマンコンベヤについて、図1を参照しながら説明する。なお、以下の実施形態は、マンコンベヤの構成等の理解を助けるために例示するものであり、マンコンベヤの構成を限定するものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
今日
日東精工株式会社
ねじ締め装置
28日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
3日前
日東精工株式会社
多軸ねじ締め機
今日
有限会社 ナプラ
金属粒子
23日前
株式会社ダイヘン
積層造形溶接方法
1か月前
ブラザー工業株式会社
工作機械
1日前
ブラザー工業株式会社
工作機械
1日前
株式会社FUJI
チャック装置
13日前
株式会社ナベヤ
締結装置
1か月前
株式会社コスメック
クランプ装置
17日前
オークマ株式会社
診断装置
1か月前
株式会社不二越
管用テーパタップ
2日前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
工作機械
22日前
大和ハウス工業株式会社
溶接方法
29日前
ビアメカニクス株式会社
レーザ加工装置
今日
株式会社コスメック
クランプ装置
8日前
株式会社プロテリアル
金属箔の溶接方法
今日
津田駒工業株式会社
2連回転割出し装置
23日前
スター精密株式会社
工作機械
28日前
トヨタ自動車株式会社
レーザ加工機
14日前
豊田鉄工株式会社
レーザー溶接装置
24日前
オーエスジー株式会社
ドリル
9日前
株式会社ダイヘン
サブマージアーク溶接装置
14日前
エンシュウ株式会社
摩擦撹拌接合装置
8日前
株式会社恵信工業
アプセット溶接方法
16日前
トヨタ自動車株式会社
グラフ生成方法
2日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
株式会社マキタ
ジグソー
17日前
株式会社恵信工業
アプセット溶接方法
9日前
アサダ株式会社
バンドソー装置
13日前
宮川工機株式会社
プレカット加工装置
9日前
株式会社プロテリアル
クラッド材の製造方法
23日前
株式会社プロテリアル
クラッド材の製造方法
23日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































