TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025041083
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2023148159
出願日
2023-09-13
発明の名称
アーク溶接装置及びアーク溶接方法
出願人
パナソニックIPマネジメント株式会社
代理人
弁理士法人前田特許事務所
主分類
B23K
9/12 20060101AFI20250318BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接開始位置における溶接トーチの振動量を演算できるようにする。
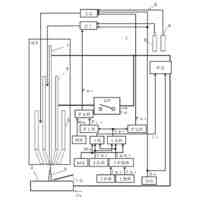
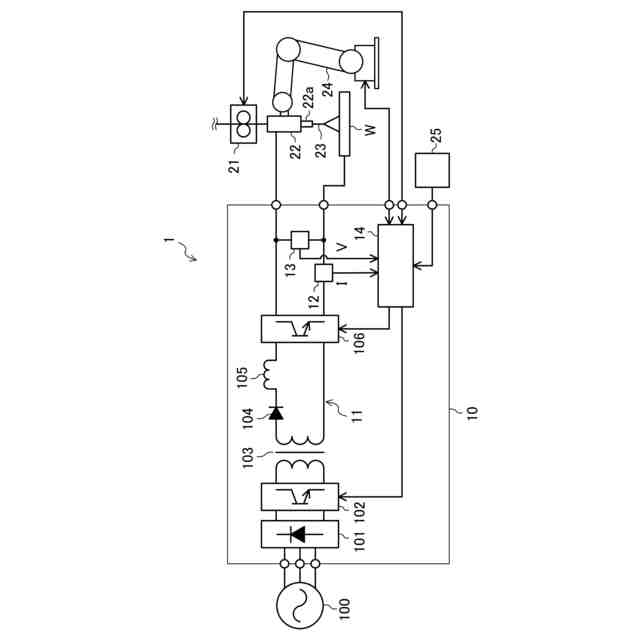
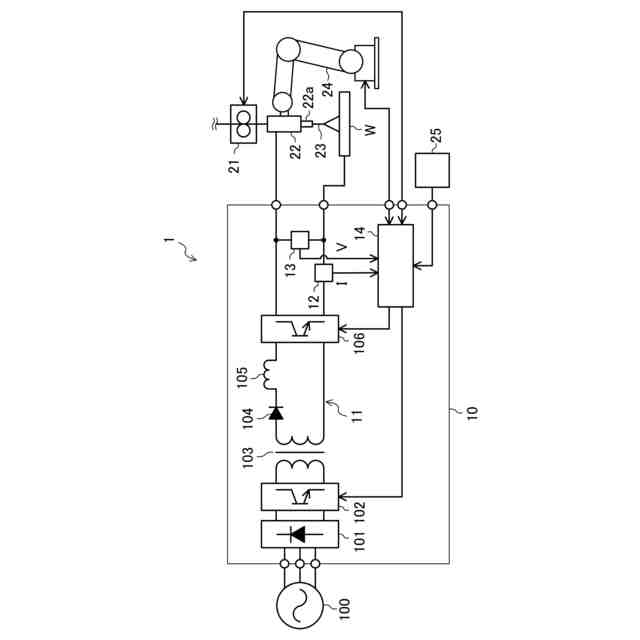
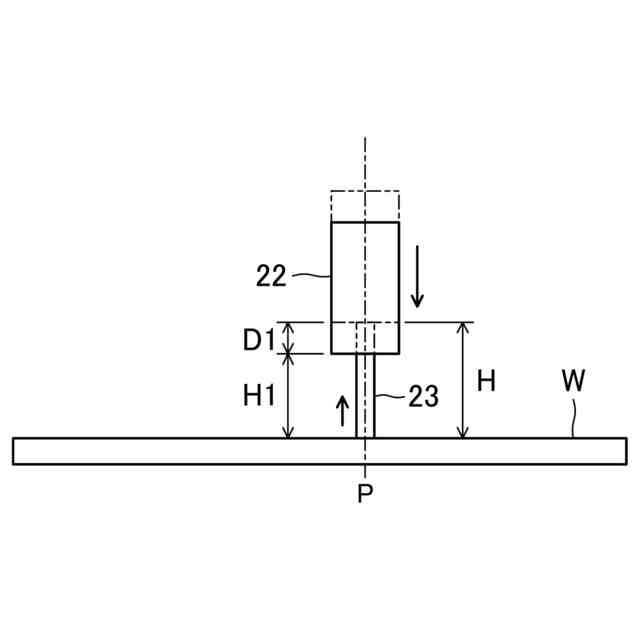
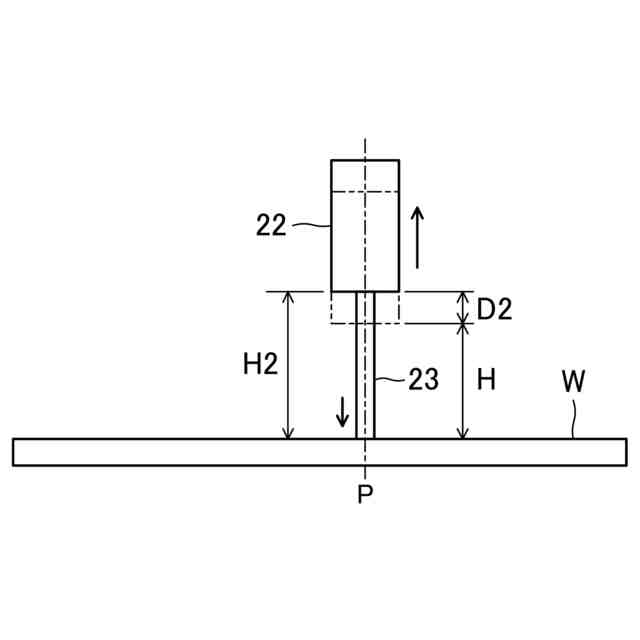
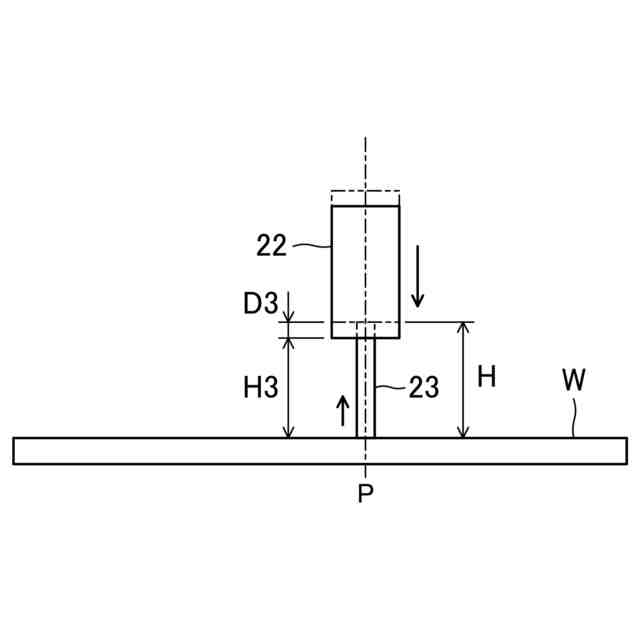
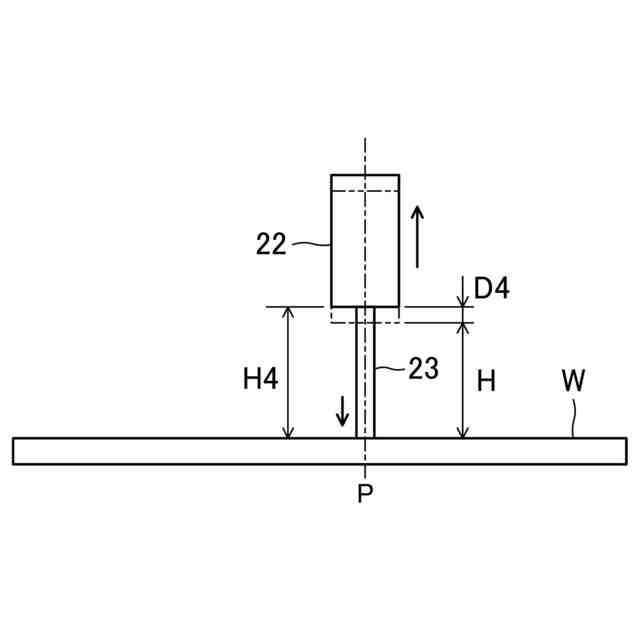
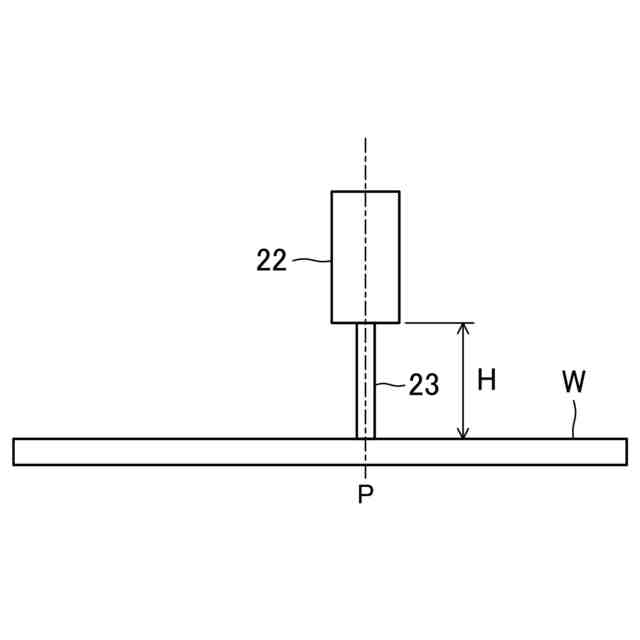
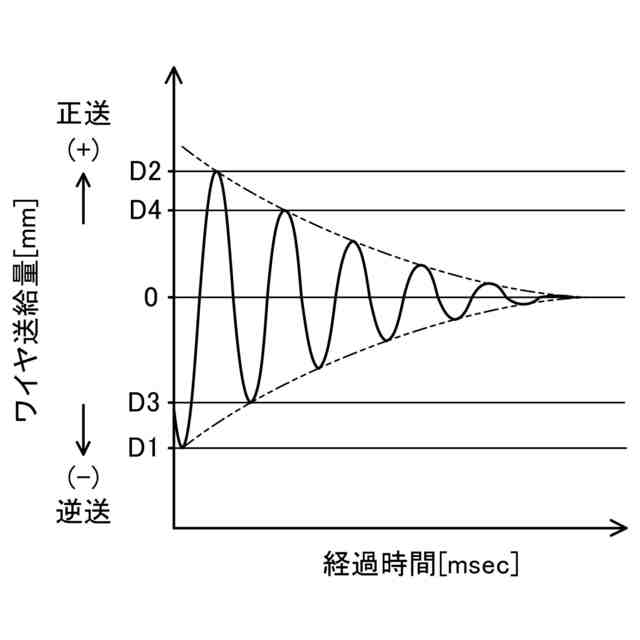
【解決手段】ワイヤ送給部21は、溶接トーチ22が溶接開始位置Pに到達したときに、ワークWに接触するまで溶接ワイヤ23を正送する第1動作と、ワークWに接触した溶接ワイヤ23を逆送する第2動作と、を交互に行う。制御部14は、溶接ワイヤ23の送給量に基づいて、溶接トーチ22の振動量を演算する。
【選択図】図1
特許請求の範囲
【請求項1】
ワークに対して溶接ワイヤを供給してアーク溶接を行うアーク溶接装置であって、
前記溶接ワイヤを送給するワイヤ送給部と、
前記溶接ワイヤを保持し、前記溶接ワイヤに電力を供給して前記ワークとの間にアークを発生させる溶接トーチと、
前記ワークに対する前記溶接トーチの位置を変更するロボットと、
前記ワイヤ送給部及び前記ロボットの動作を制御する制御部と、を備え、
前記制御部は、
前記ワークの溶接開始位置に向けて前記溶接トーチを移動させるように、前記ロボットの動作を制御し、
前記溶接トーチが前記溶接開始位置に到達したときに、前記ワークに接触するまで前記溶接ワイヤを正送する第1動作と、前記ワークに接触した前記溶接ワイヤを逆送する第2動作と、を交互に行うように、前記ワイヤ送給部の動作を制御し、
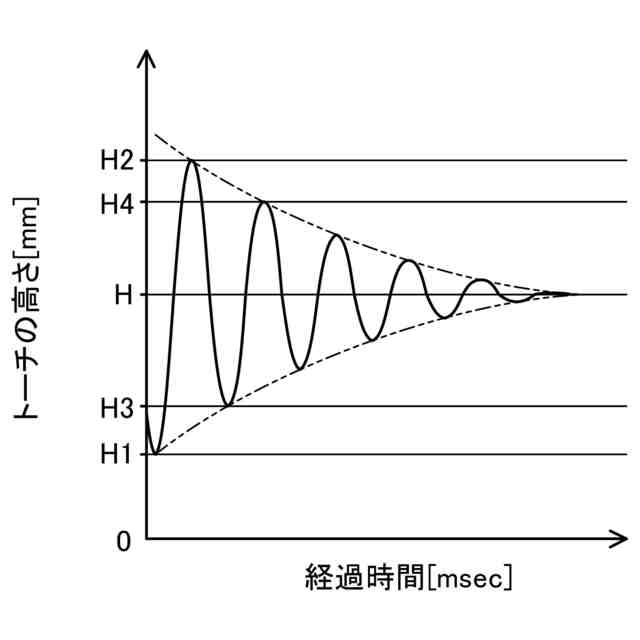
前記溶接ワイヤの送給量に基づいて、前記溶接トーチの振動量を演算する
アーク溶接装置。
続きを表示(約 380 文字)
【請求項2】
請求項1のアーク溶接装置において、
前記制御部は、前記溶接トーチの振動量が所定の閾値よりも大きい場合に、前記溶接開始位置に向かう前記溶接トーチの加速度が小さくなるように、前記ロボットの動作を制御する
アーク溶接装置。
【請求項3】
溶接トーチからワークに対して溶接ワイヤを供給してアーク溶接を行うアーク溶接方法であって、
前記ワークの溶接開始位置に向けて前記溶接トーチを移動させる工程と、
前記溶接トーチが溶接開始位置に到達したときに、前記ワークに接触するまで前記溶接ワイヤを正送する第1動作と、前記ワークに接触した前記溶接ワイヤを逆送する第2動作と、を交互に行う工程と、
前記溶接ワイヤの送給量に基づいて、前記溶接トーチの振動量を演算する工程と、を備える
アーク溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アーク溶接装置及びアーク溶接方法に関するものである。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、溶接ロボットのマニュピュレータに取り付けられた溶接トーチを移動させて溶接するアークスタート制御方法が開示されている。
【0003】
特許文献1の発明では、溶接開始位置において溶接トーチを溶接ワイヤの送給方向に移動させることで、ワイヤ先端を被溶接物に近づけていく。そして、ワイヤ先端が被溶接物に接触したことを判別すると、ワイヤの送給方向とは逆方向にロボットを後退移動させ、アーク発生させるようにしている。
【先行技術文献】
【特許文献】
【0004】
特許第4499303号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
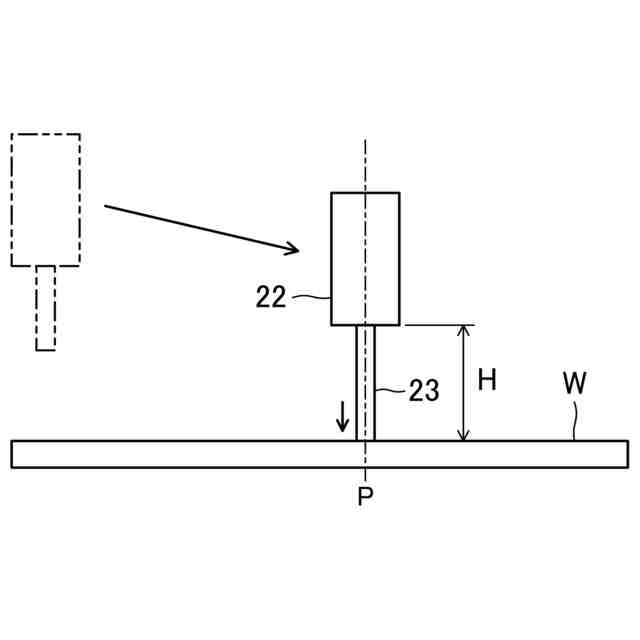
ところで、溶接トーチを、所定の位置から溶接開始位置まで移動させた後で停止させた場合、溶接開始位置において溶接トーチが振動することとなる。
【0006】
このとき、溶接トーチの移動速度が大きいほど、溶接開始位置において溶接トーチの振動が収束するまでの時間が長くなるが、溶接トーチの振動が収束する前にアーク溶接を開始すると、溶接品質を確保できないおそれがある。
【0007】
また、溶接トーチの振動が収束するまで待機した場合、アーク溶接を開始するまでの時間が長くなって、タクトタイムに影響を及ぼすこととなる。
【0008】
ここで、溶接トーチの移動速度を測定するために、加速度センサを用いることが考えられるが、部品コストがかかるという問題がある。そこで、本願発明者は、加速度センサを用いることなく、溶接開始位置における溶接トーチの振動量を演算することができないかについて検討した。
【0009】
本発明は、かかる点に鑑みてなされたものであり、その目的は、溶接開始位置における溶接トーチの振動量を演算できるようにすることにある。
【課題を解決するための手段】
【0010】
第1の発明は、ワークに対して溶接ワイヤを供給してアーク溶接を行うアーク溶接装置であって、前記溶接ワイヤを送給するワイヤ送給部と、前記溶接ワイヤを保持し、前記溶接ワイヤに電力を供給して前記ワークとの間にアークを発生させる溶接トーチと、前記ワークに対する前記溶接トーチの位置を変更するロボットと、前記ワイヤ送給部及び前記ロボットの動作を制御する制御部と、を備え、前記制御部は、前記ワークの溶接開始位置に向けて前記溶接トーチを移動させるように、前記ロボットの動作を制御し、前記制御部は、前記溶接トーチが前記溶接開始位置に到達したときに、前記ワークに接触するまで前記溶接ワイヤを正送する第1動作と、前記ワークに接触した前記溶接ワイヤを逆送する第2動作と、を交互に行うように、前記ワイヤ送給部の動作を制御し、前記制御部は、前記溶接ワイヤの送給量に基づいて、前記溶接トーチの振動量を演算する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め装置
28日前
有限会社 ナプラ
金属粒子
23日前
株式会社FUJI
工作機械
3日前
ブラザー工業株式会社
工作機械
1日前
ブラザー工業株式会社
工作機械
1日前
株式会社FUJI
チャック装置
13日前
株式会社不二越
管用テーパタップ
2日前
大和ハウス工業株式会社
溶接方法
29日前
株式会社コスメック
クランプ装置
17日前
津田駒工業株式会社
2連回転割出し装置
23日前
株式会社コスメック
クランプ装置
8日前
オークマ株式会社
診断装置
1か月前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
工作機械
22日前
オーエスジー株式会社
ドリル
9日前
トヨタ自動車株式会社
レーザ加工機
14日前
豊田鉄工株式会社
レーザー溶接装置
24日前
スター精密株式会社
工作機械
28日前
トヨタ自動車株式会社
グラフ生成方法
2日前
株式会社プロテリアル
クラッド材の製造方法
23日前
株式会社プロテリアル
クラッド材の製造方法
23日前
アサダ株式会社
バンドソー装置
13日前
宮川工機株式会社
プレカット加工装置
9日前
アサダ株式会社
バンドソー装置
13日前
株式会社ダイヘン
サブマージアーク溶接装置
14日前
株式会社マキタ
ジグソー
17日前
株式会社恵信工業
アプセット溶接方法
16日前
株式会社恵信工業
アプセット溶接方法
9日前
エンシュウ株式会社
摩擦撹拌接合装置
8日前
株式会社ダイヘン
2重シールドティグ溶接方法
14日前
株式会社東芝
レーザ溶接方法
15日前
東レエンジニアリング株式会社
レーザ加工装置
8日前
二九精密機械工業株式会社
小径金属パイプの識別
13日前
ユニオンツール株式会社
ボールエンドミル
1か月前
本田技研工業株式会社
切削工具
27日前
本田技研工業株式会社
切削工具
27日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ