TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025039566
公報種別
公開特許公報(A)
公開日
2025-03-21
出願番号
2024210787,2023576083
出願日
2024-12-03,2023-09-08
発明の名称
加工時間予測装置
出願人
ファナック株式会社
代理人
個人
,
個人
,
個人
主分類
G05B
19/4068 20060101AFI20250313BHJP(制御;調整)
要約
【課題】簡易計算で高速に加工時間及び/又は演算時間を見積もりつつ、演算時間を要するが精度の高い加工時間及び/又は演算時間で更新すること。
【解決手段】加工時間予測装置は、NC指令を読込み解釈し少なくともブロック毎の距離と送り速度又は時間に基づいて第1のブロック移動時間を算出する簡易予測部と、数値制御工作機械を駆動制御する際に使用するパラメータを取得するパラメータ取得部と、少なくともNC指令とパラメータとに基づいて第2のブロック移動時間を算出する精密予測部と、第1のブロック移動時間を第2のブロック移動時間で更新して加工時間を算出するブロック移動時間更新部と、加工時間を出力する加工時間出力部と、を備え、加工時間出力部は、ブロック移動時間更新部が予め決められた条件で第1のブロック移動時間を第2のブロック移動時間で更新して算出した加工時間を出力する。
【選択図】図1
特許請求の範囲
【請求項1】
NC指令に基づき数値制御工作機械を駆動制御して実施される加工に要する加工時間を算出して出力する加工時間予測装置であって、
前記NC指令を読込み解釈し少なくともブロック毎の距離と送り速度又は時間に基づいて第1のブロック移動時間を算出する簡易予測部と、
前記数値制御工作機械を駆動制御する際に使用するパラメータを取得するパラメータ取得部と、
少なくとも前記NC指令と前記パラメータとに基づいて第2のブロック移動時間を算出する精密予測部と、
前記第1のブロック移動時間を前記第2のブロック移動時間で更新して前記加工時間を算出するブロック移動時間更新部と、
前記加工時間を出力する加工時間出力部と、を備え、
前記加工時間出力部は、前記ブロック移動時間更新部が予め決められた条件で前記第1のブロック移動時間を前記第2のブロック移動時間で更新して算出した前記加工時間を出力する、加工時間予測装置。
続きを表示(約 960 文字)
【請求項2】
前記予め決められた条件は、所定のブロック数、所定の時間、全ブロック数に対する所定の割合、プログラム番号、シーケンス番号、Gコード、Sコード、Tコード、Mコード、Bコードのうち少なくとも1つを含む、請求項1に記載の加工時間予測装置。
【請求項3】
前記数値制御工作機械が加工開始後に実際に加工を行った実績加工時間を取得する実績加工時間取得部と、
前記実績加工時間と前記ブロック移動時間更新部により算出された前記加工時間とに基づいて残り加工時間を算出する残り加工時間算出部と、を備え、
前記残り加工時間算出部は、前記加工時間から前記実績加工時間を差し引くことで前記残り加工時間を算出し該残り加工時間を前記加工時間とする、請求項1に記載の加工時間予測装置。
【請求項4】
前記簡易予測部での演算に要した第1の実績演算時間及び前記精密予測部での演算に要した第2の実績演算時間を取得する実績演算時間取得部と、
前記第1の実績演算時間と前記第2の実績演算時間とに基づいて残り演算時間を算出する残り演算時間算出部と、
前記残り演算時間を出力する残り演算時間出力部と、をさらに備える請求項1に記載の加工時間予測装置。
【請求項5】
NC指令に基づき数値制御工作機械を駆動制御して実施される加工に要する加工時間を算出して出力する加工時間予測装置であって、
前記NC指令を読込み解釈し少なくともブロック毎の距離と送り速度又は時間に基づいて第1のブロック移動時間を算出する簡易予測部と、
前記数値制御工作機械を駆動制御する際に使用するパラメータを取得するパラメータ取得部と、
少なくとも前記NC指令と前記パラメータとに基づいて第2のブロック移動時間を算出する精密予測部と、
前記簡易予測部での演算に要した第1の実績演算時間及び前記精密予測部での演算に要した第2の実績演算時間を取得する実績演算時間取得部と、
前記第1の実績演算時間と前記第2の実績演算時間とに基づいて残り演算時間を算出する残り演算時間算出部と、
前記残り演算時間を出力する残り演算時間出力部と、
を備える加工時間予測装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、数値制御工作機械を駆動制御して実施される加工に要する加工時間を予測する加工時間予測装置に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
従来、数値制御工作機械を駆動制御して実施される加工に要する加工時間を見積もりたい場面は様々ある。例えば、CAMオペレータは、多少演算時間が掛かっても正確な加工時間が見積もりたいという要望がある。一方、現場作業者は、多少精度が悪くても高速に加工時間を見積もりたいという要望がある。
この点、CAMや加工シミュレーションソフトでは、加工プログラムの移動距離と送り速度から加工時間が計算する技術が知られている。例えば、特許文献1参照。
また、数値制御装置のシミュレーション処理により、正確な加工時間を見積もる技術が知られている。例えば、特許文献2、3参照。
【先行技術文献】
【特許文献】
【0003】
特開2003-175439号公報
特開2005-301440号公報
特開2018-77778号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来技術では、予め決まった演算速度、予測精度でしか加工時間及び/又は演算時間を見積もることができない。
また、従来技術では、演算が終わるまで正確な加工時間及び/又は演算時間を知ることができず、中間の予測精度、演算速度で加工時間及び/又は演算時間を見積もることができない。
【0005】
そこで、簡易計算で高速に加工時間及び/又は演算時間を見積もりつつ、演算時間を要するが精度の高い加工時間及び/又は演算時間で更新することが望まれている。
【課題を解決するための手段】
【0006】
本開示の加工時間予測装置の一態様は、NC指令に基づき数値制御工作機械を駆動制御して実施される加工に要する加工時間を算出して出力する加工時間予測装置であって、前記NC指令を読込み解釈し少なくともブロック毎の距離と送り速度又は時間に基づいて第1のブロック移動時間を算出する簡易予測部と、前記数値制御工作機械を駆動制御する際に使用するパラメータを取得するパラメータ取得部と、少なくとも前記NC指令と前記パラメータとに基づいて第2のブロック移動時間を算出する精密予測部と、前記第1のブロック移動時間を前記第2のブロック移動時間で更新して前記加工時間を算出するブロック移動時間更新部と、前記加工時間を出力する加工時間出力部と、を備え、前記加工時間出力部は、前記ブロック移動時間更新部が予め決められた条件で前記第1のブロック移動時間を前記第2のブロック移動時間で更新して算出した前記加工時間を出力する。
【0007】
本開示の加工時間予測装置の一態様は、NC指令に基づき数値制御工作機械を駆動制御して実施される加工に要する加工時間を算出して出力する加工時間予測装置であって、前記NC指令を読込み解釈し少なくともブロック毎の距離と送り速度又は時間に基づいて第1のブロック移動時間を算出する簡易予測部と、前記数値制御工作機械を駆動制御する際に使用するパラメータを取得するパラメータ取得部と、少なくとも前記NC指令と前記パラメータとに基づいて第2のブロック移動時間を算出する精密予測部と、前記簡易予測部での演算に要した第1の実績演算時間及び前記精密予測部での演算に要した第2の実績演算時間を取得する実績演算時間取得部と、前記第1の実績演算時間と前記第2の実績演算時間とに基づいて残り演算時間を算出する残り演算時間算出部と、前記残り演算時間を出力する残り演算時間出力部と、を備える。
【図面の簡単な説明】
【0008】
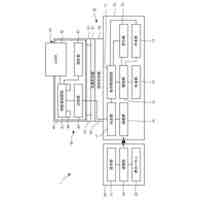
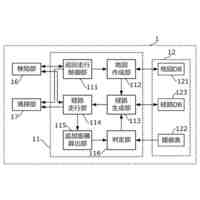
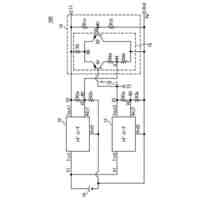
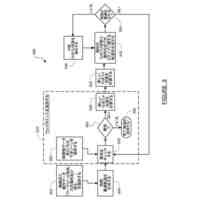
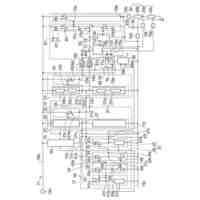
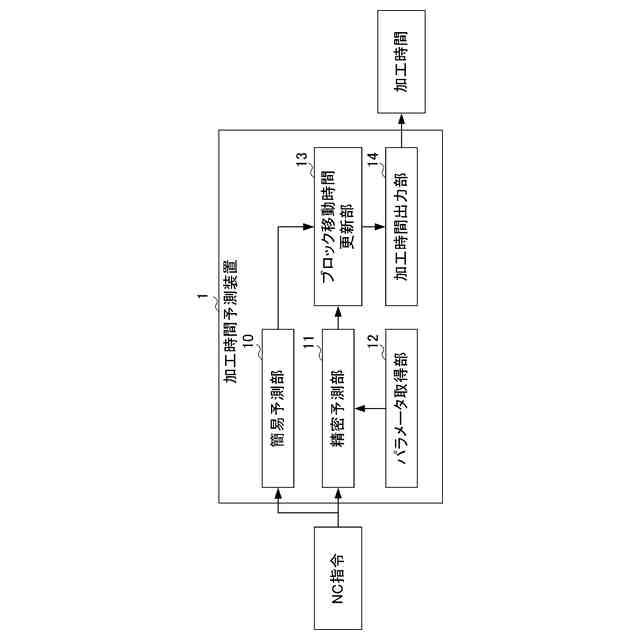
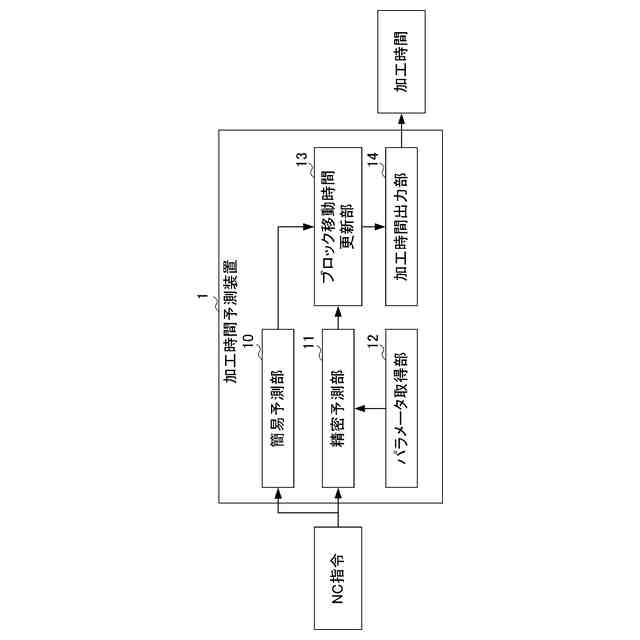
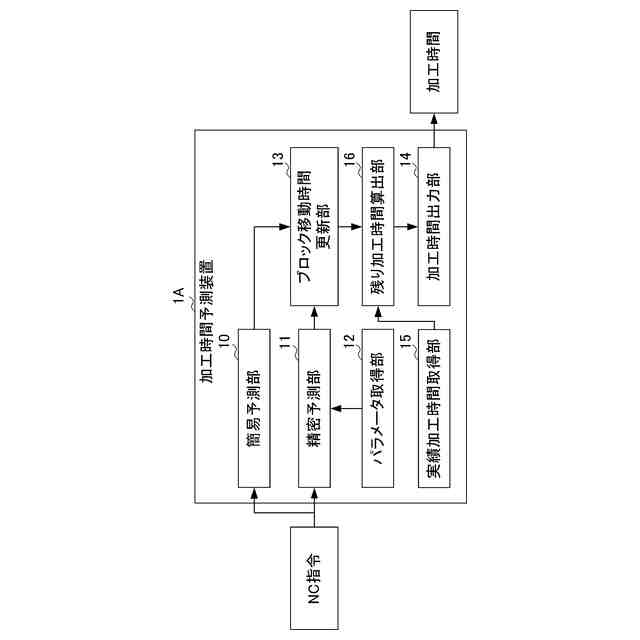
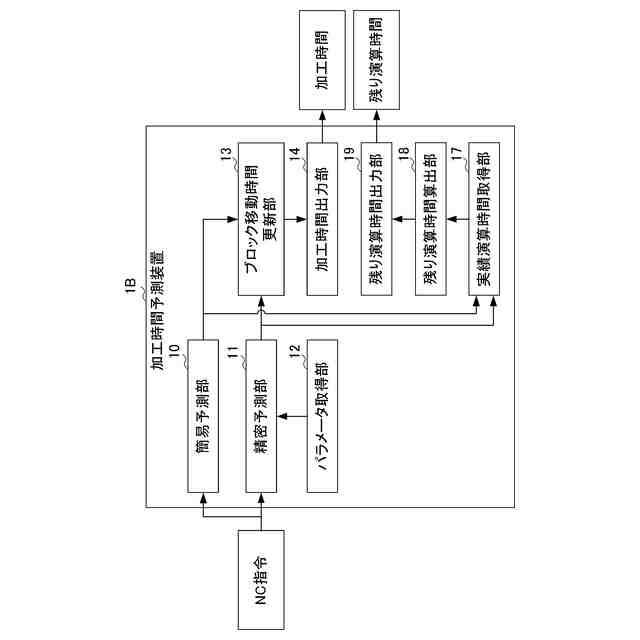
第1実施形態に係る加工時間予測装置の機能ブロック構成の一例を示す図である。
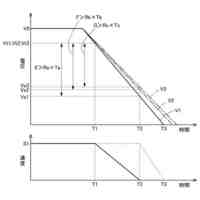
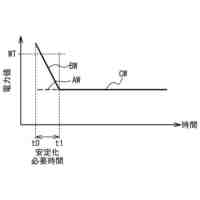
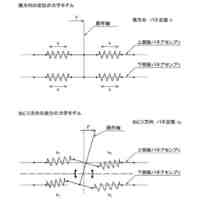
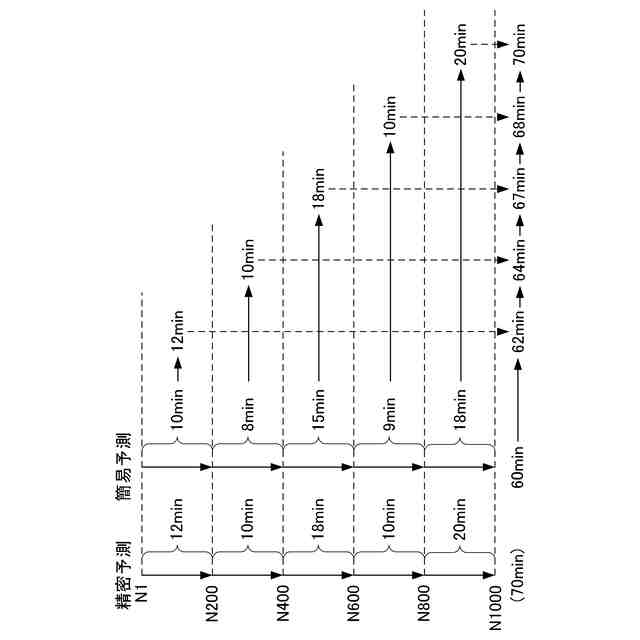
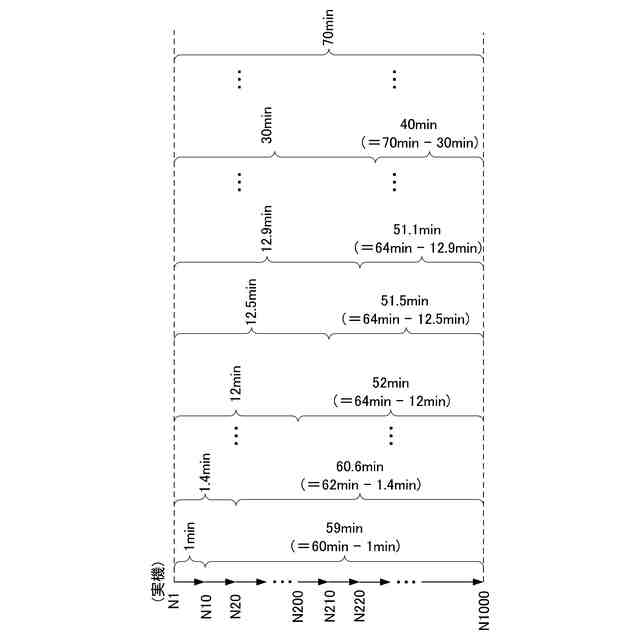
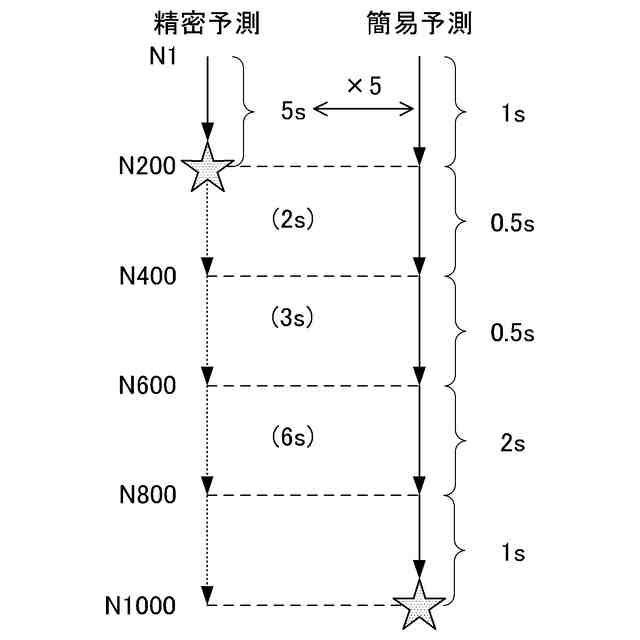
簡易予測の第1のブロック移動時間及び精密予測の第2のブロック移動時間と加工時間との関係の一例を示す図である。
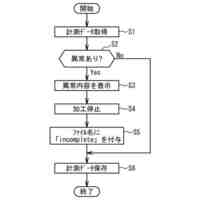
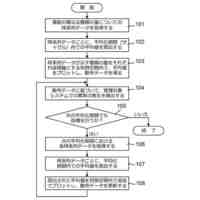
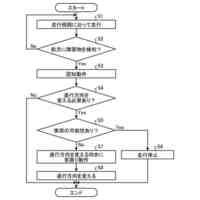
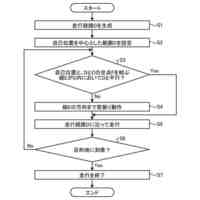
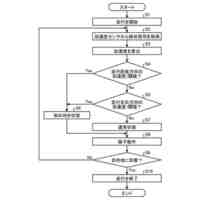
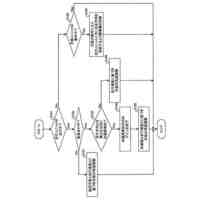
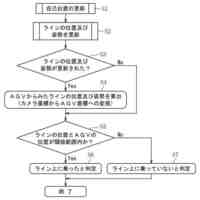
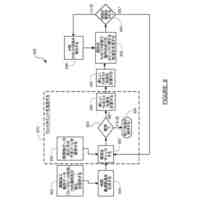
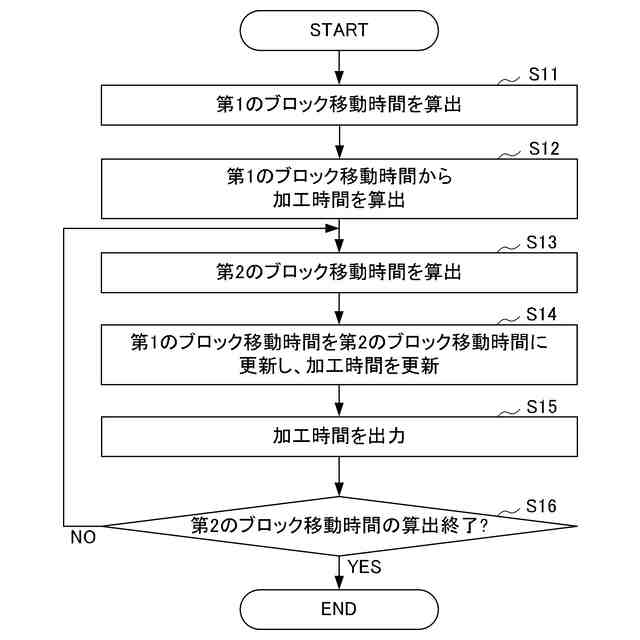
加工時間予測装置の予測処理について説明するフローチャートである。
簡易予測の第1のブロック移動時間及び精密予測の第2のブロック移動時間と加工時間との関係の一例を示す図である。
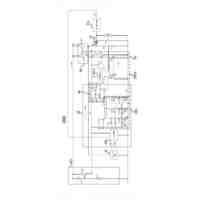
第2実施形態に係る加工時間予測装置の機能ブロック構成の一例を示す図である。
取得した実績加工時間と算出した残り加工時間との関係の一例を示す図である。
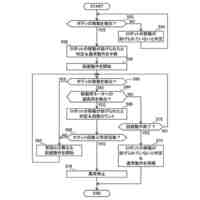
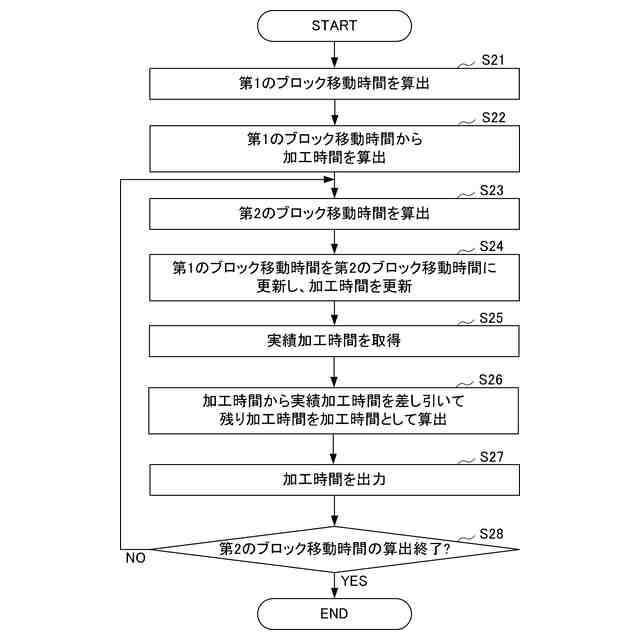
加工時間予測装置の予測処理について説明するフローチャートである。
第3実施形態に係る加工時間予測装置の機能ブロック構成の一例を示す図である。
予め決められた条件に基づいて簡易予測部における第1のブロック移動時間の第1の実績演算時間と、精密予測部における第2のブロック移動時間の第2の実績演算時間と、の一例を示す図である。
加工時間予測装置の予測処理について説明するフローチャートである。
第3実施形態の変形例に係る加工時間予測装置の機能ブロック構成の一例を示す図である。
【発明を実施するための形態】
【0009】
<第1実施形態>
以下、第1実施形態に係る加工時間予測装置について、図を参照しながら詳細に説明する。
図1は、第1実施形態に係る加工時間予測装置の機能ブロック構成の一例を示す図である。
図1に示すように、加工時間予測装置1は、コンピュータやタブレット端末等であり、図示しない接続インタフェースを介して図示しない数値制御装置と有線又は無線で接続される。なお、加工時間予測装置1は、LAN(Local Area Network)やインターネット等の図示しないネットワークを介して、図示しない数値制御装置と接続されて通信を行うようにしてもよい。この場合、加工時間予測装置1は、かかる接続によって相互に通信を行うための図示しない通信部を備えている。
また、加工時間予測装置1は、図示しない数値制御装置と異なる装置としたが、後述するように、加工時間予測装置1は、図示しない数値制御装置に含まれてもよい。
【0010】
加工時間予測装置1は、CPU(Central Processing Unit)等の演算処理装置を備えるコンピュータやタブレット端末等で構成することができる。また、加工時間予測装置1は、アプリケーションソフトウェアやOS(Operating System)等の各種の制御用プログラムを格納したHDD等の補助記憶装置や、演算処理装置がプログラムを実行する上で一時的に必要とされるデータを格納するためのRAM(Random Access Memory)といった主記憶装置も備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
エイブリック株式会社
基準電圧回路
1か月前
株式会社クボタ
作業車
1か月前
株式会社ダイフク
搬送車
1か月前
エイブリック株式会社
ボルテージレギュレータ
1か月前
トヨタ自動車株式会社
工作機械の制御装置
1か月前
トヨタ自動車株式会社
工作機械の制御装置
1か月前
株式会社やまびこ
走行制御装置
19日前
株式会社ダイフク
物品搬送設備
1か月前
株式会社タブチ
減圧弁
13日前
株式会社ダイヘン
搬送車
1か月前
株式会社ダイヘン
搬送車
1か月前
株式会社ダイヘン
搬送車
1か月前
株式会社ダイヘン
搬送車
1か月前
日本信号株式会社
自走式装置
3日前
株式会社デンソー
診断装置
17日前
井関農機株式会社
作業車両
27日前
オルガノ株式会社
運転管理方法及び運転管理装置
1か月前
ローム株式会社
バイアス回路
1か月前
FCLコンポーネント株式会社
電源回路および検出装置
13日前
株式会社アイシン
自律移動体
3日前
ミツミ電機株式会社
多方向入力装置
1か月前
ミツミ電機株式会社
多方向入力装置
1か月前
ミツミ電機株式会社
多方向入力装置
1か月前
ミツミ電機株式会社
多方向入力装置
1か月前
ミツミ電機株式会社
多方向入力装置
1か月前
株式会社アイシン
自律移動体
3日前
株式会社アイシン
自律移動体
3日前
株式会社アイシン
自律移動体
3日前
株式会社マキタ
作業ロボット
19日前
ファナック株式会社
機械プログラミング方法
9日前
ダイハツ工業株式会社
無人搬送車の制御方法
1か月前
ファナック株式会社
工作機械の迅速な移動計画
9日前
ローム株式会社
電源起動監視回路
1か月前
ローム株式会社
レギュレータ回路
1か月前
株式会社マキタ
自律移動システム
19日前
新電元工業株式会社
レギュレータ回路及びインバータ回路
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ