TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025070997
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2024177574
出願日
2024-10-10
発明の名称
機械プログラミング方法
出願人
ファナック株式会社
代理人
個人
,
個人
,
個人
主分類
G05B
19/4093 20060101AFI20250424BHJP(制御;調整)
要約
【課題】 ワークピース面上に直接的に定められるプログラムポイントを使用して、指定切削送り速さで移動する切削開始ウェイポイントに達しつつ、停止することなくエアカットから切削まで移行する時間最適軌道を計算する工作機械に関するマルチセグメント移動計画のプログラミングについての方法を実現する。
【解決手段】 プログラミング方法はまた、従来は別々のエアカットコマンド及び切削コマンドであるものを単一のコマンドに組み合わせて、全てのセグメントについての時間最適軌道を計算する。基本となる時間最適軌道計算は、ウェイポイント形状及び他の制約に基づいて、各セグメントについての初期移動プロファイルを計算し、セグメントをつなぐウェイポイントにおける移動状態は、最短の合計軌道時間を提供するように最適化される。最適化されたウェイポイント状態は、非ゼロ値を有する速度及び加速度を含む。
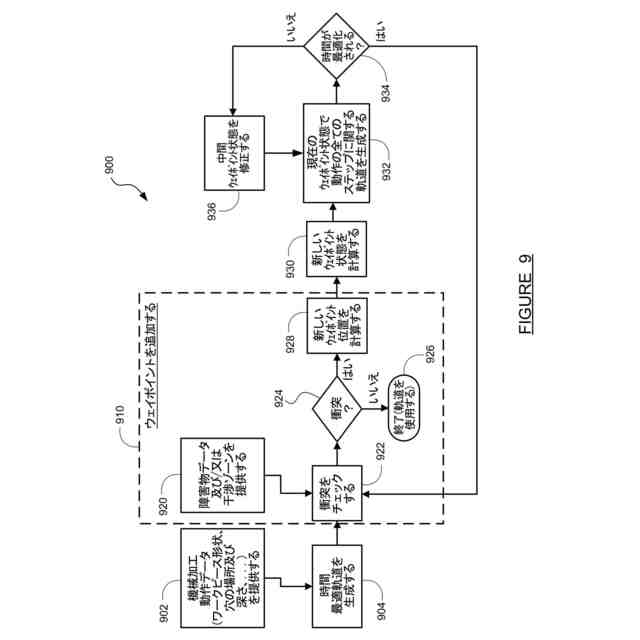
【選択図】図9
特許請求の範囲
【請求項1】
工作機械移動プログラミングについての方法であって、前記方法は、
工作機械によってワークピースにおいて行われる機械加工動作に関するマルチステップ移動計画についてのウェイポイントを定めることであって、2つの連続的なステップについての終了ウェイポイントを含み、前記ステップのうちの少なくとも1つは、前記ステップのうちの少なくとも1つの軌道の形状及び速さにおいて自由度を有するエアカットステップである、ということと、
移動プログラムにおいて前記2つのステップを定める単一のコマンドラインを書くことであって、前記コマンドラインは、前記ステップの各々がエアカットステップか切削ステップかどうか、前記2つのステップの各々に関する前記終了ウェイポイントの3次元座標、及び前記ステップのうちの1つが切削ステップである場合の切削送り速さを示すコマンドタイプを含む、ということと、
計算デバイスによって前記移動プログラムを読み取ることと、
前記2つのステップについての組み合わされた軌道を計算することを含み、前記計算デバイスによって、前記マルチステップ移動計画についてのツール中心ポイントの軌道を生成することであって、少なくとも1つの前記エアカットステップの前記形状及び速さは、前記組み合わされた軌道の時間を低減するように計算される、ということと、
前記工作機械によって前記軌道を使用して、前記機械加工動作を行うことと、
を含む、方法。
続きを表示(約 1,700 文字)
【請求項2】
前記終了ウェイポイントは、前記ワークピース内または前記ワークピース上に配置される、請求項1に記載の方法。
【請求項3】
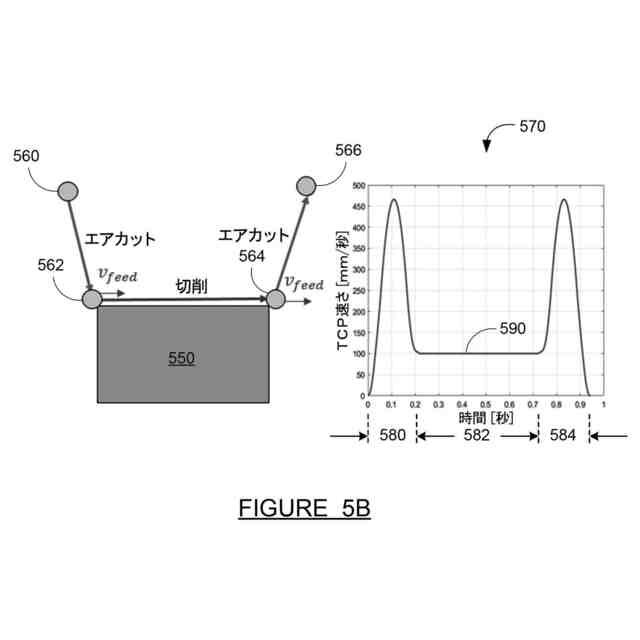
前記ステップのうちの1つが切削ステップである場合に、前記組み合わされた軌道は、前記切削ステップの両端で前記切削送り速さに等しい速度を有し、前記ツール中心ポイントは、前記エアカットステップ及び前記切削ステップ間の移行時に停止しない、請求項1に記載の方法。
【請求項4】
前記ステップの両方がエアカットステップである場合に、最初のステップの前記終了ウェイポイントの状態は、前記2つのステップについての前記軌道の時間を最小化するように最適化計算において変更される、請求項1に記載の方法。
【請求項5】
前記最適化計算は、最小合計時間を有する前記組み合わされた軌道をもたらす前記最初のステップの前記終了ウェイポイントの前記状態が識別されるまで、反復して、前記最初のステップの前記終了ウェイポイントの前記状態を修正し、新しい組み合わされた軌道を生成することを含む、請求項4に記載の方法。
【請求項6】
反復して、前記最初のステップの前記終了ウェイポイントの前記状態を修正し、新しい組み合わされた軌道を生成することは、勾配降下法を使用して、前記最小合計時間をもたらす前記最初のステップの前記終了ウェイポイントの前記状態を識別することを含む、請求項5に記載の方法。
【請求項7】
変更される前記最初のステップの前記終了ウェイポイントの前記状態は、速度状態を含む、請求項4に記載の方法。
【請求項8】
前記工作機械は、多軸産業用ロボットまたは多軸数値制御機械である、請求項1に記載の方法。
【請求項9】
前記機械加工動作は、前記ワークピースにおいて1つ以上の穴を開けることであって、前記ウェイポイントは、前記1つ以上の穴の中心線における最上部及び最下部のポイントであるか、または前記機械加工動作は、前記ワークピースにわたって1つ以上の通過をミーリングすることであって、前記ウェイポイントは、前記1つ以上の通過の中心線における開始及び終了のポイントである、請求項1に記載の方法。
【請求項10】
工作機械移動プログラミングについての方法であって、前記方法は、
工作機械によってワークピースにおいて行われる機械加工動作に関するマルチステップ移動計画についてのウェイポイントを定めることであって、2つの連続的なステップについての終了ウェイポイントを含み、前記終了ウェイポイントは、前記ワークピース内または前記ワークピース上に配置され、前記ステップのうちの少なくとも1つは、前記ステップのうちの少なくとも1つの軌道の形状及び速さにおいて自由度を有するエアカットステップである、ということと、
移動プログラムにおいて前記2つの連続的なステップを定める単一のコマンドラインを書くことであって、前記コマンドラインは、前記ステップの各々がエアカットステップか切削ステップかどうか、前記2つの連続的なステップの各々に関する前記終了ウェイポイントの3次元座標、及び前記ステップのうちの1つが切削ステップである場合の切削送り速さを示すコマンドタイプを含む、ということと、
計算デバイスによって前記移動プログラムを読み取ることと、
前記2つの連続的なステップについての組み合わされた軌道を計算することを含み、前記計算デバイスによって、前記マルチステップ移動計画についてのツール中心ポイントの軌道を生成することであって、少なくとも1つの前記エアカットステップの前記形状及び速さは、前記組み合わされた軌道の時間を低減するように計算され、前記ステップのうちの1つが切削ステップである場合に、前記組み合わされた軌道は、前記切削ステップの両端で前記切削送り速さに等しい速度を有し、前記ツール中心ポイントは、前記エアカットステップ及び前記切削ステップ間の移行時に停止しない、ということと、
前記工作機械によって前記軌道を使用して、前記機械加工動作を行うことと、
を含む、方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は概して、工作機械移動制御の分野に関し、より具体的には、エアカットコマンド及び切削コマンドを単一のコマンドに組み合わせて、ワークピース面上に直接的に定められるプログラムポイントを使用する工作機械移動計画のプログラミングについての方法に関し、ここで、ツール経路は、エアカットから切削まで、停止させずに指定切削送り速さで移行する時間最適軌道を用いて自動的に計算される。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
関連技術の説明
コンピュータ制御デバイスを使用して、部品に対して穴開け及びミーリングなどの機械加工動作を行うことは、当該技術において既知である。一部の用途では、固定された空間の向きをツールが維持しつつ3次元での経路に沿ってツールを移動させるコンピュータ数値制御(CNC)機械が使用される。他の用途では、多軸産業用ロボットには、機械加工ヘッドが備わっており、ロボットは、ツールの向きを任意の所望の値に制御することも行いつつ、空間の経路に沿ってツールを移動させ得る。
【0003】
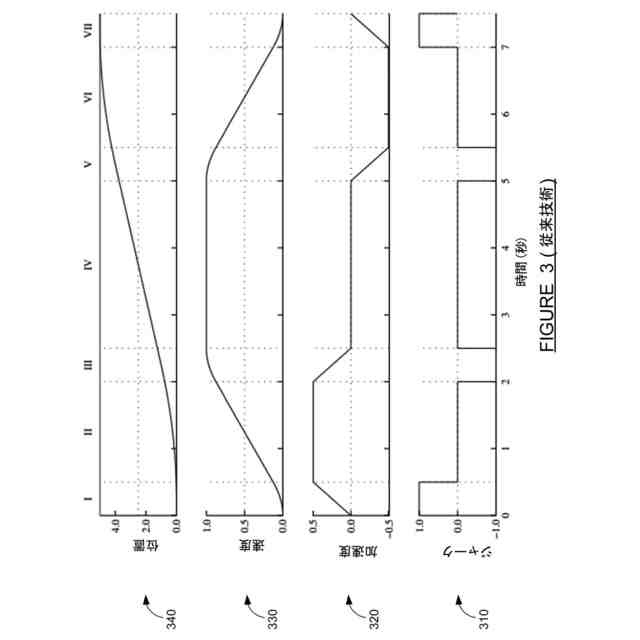
どのタイプの工作機械またはロボットが機械加工動作を行うために使用されるかに関わらず、ツール経路軌道及び対応する速度プロファイルが計算される必要がある。ツール経路軌道は、(穴開けまたはミーリングなどの、ツールがワークピースから材料を切削している場合の)機械加工ステップ及び(機械加工ステップの前または後に、次の機械加工ステップの開始におけるポイントまで、エアを通じてツールを移動させる)「エアカット」移動ステップの両方を含む。
【0004】
もちろん、計算されたツール経路軌道は、ワークピースに対して所望の機械加工ステップを正確に行う(すなわち、正確な場所に穴を有する所望の形状の完成ワークピースなどを提供する)必要があり、機械の機械的限度、及び穴開けまたはミーリング時の指定送り速さなどの制約を守る必要もある。
【0005】
加えて、機械生産性を最大化するために、機械加工動作全体について考えられる最速のサイクルタイムを提供するツール経路軌道及び速度プロファイルを計算することが望ましい。そして、ツール経路軌道が非衝突であること、すなわち、ツール及び機械が、ワークピース自体、または作業空間内の固定物若しくは任意の他の障害物との衝突を回避することを保証することが不可欠である。
【0006】
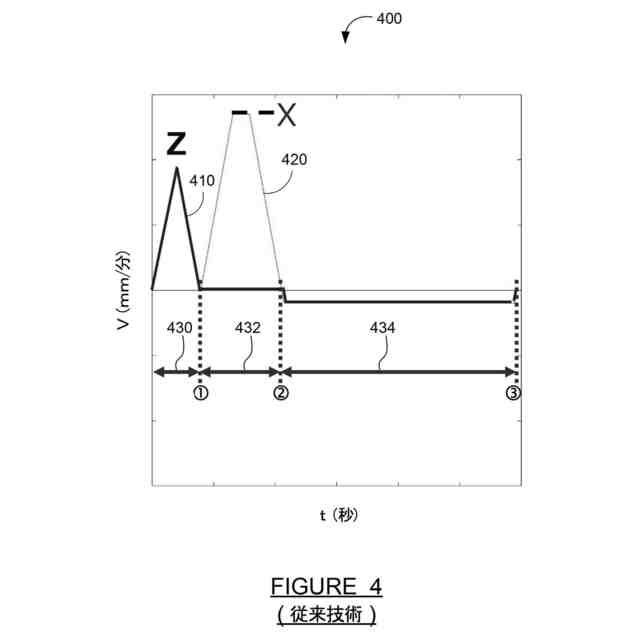
指定の開始及び目標の場所を想定して、サイクルタイムを最適化する軌道及び対応する速度プロファイルを計算し得る手法は、当該技術において既知である。しかしながら、当該手法は、(エアカットセグメント、その後、切削セグメント、次いで、別のエアカットセグメントなどの)マルチセグメント軌道について合計サイクルタイムを最適化することができない。更に、一部の軌道計算手法は、軌道計算において衝突回避決定に対応することができない。
【0007】
軌道計算において衝突回避決定に対応し得る他の手法が存在するが、当該既存の手法は、サイクルタイムを最適化しない。例えば、ある既知の方法は、リアルタイムで衝突を監視し、差し迫っている衝突が検出される場合に、衝突を防止するために機械を停止させる。別の既知の方法は、事前に複数のツール経路軌道の計算を必要とし、特定の動作について、障害物環境に基づいて既定の軌道のうちの1つを選択する。更に別の方法は、イメージングシステムを使用して、潜在的な衝突をリアルタイムで検出し、それに従って軌道を調整するが、それを行いつつ動作のサイクルタイムを最適化することができない。
【発明の概要】
【発明が解決しようとする課題】
【0008】
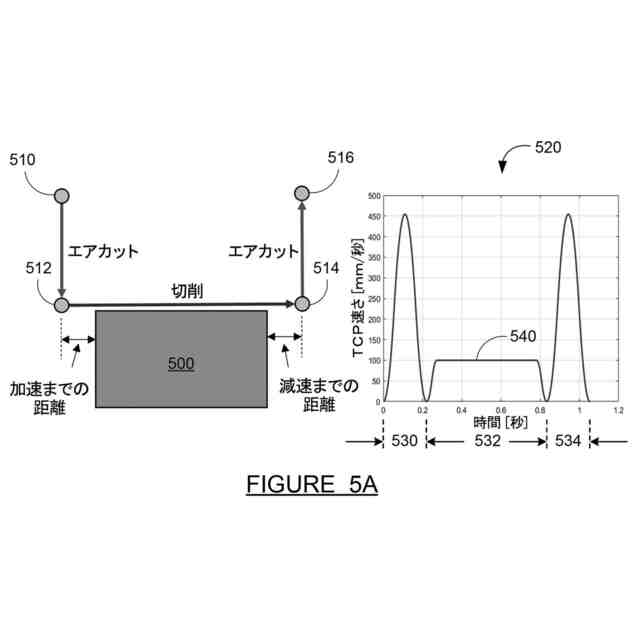
上述の状況に鑑みて、マルチセグメント軌道においてサイクルタイムを最小化し、システムの他の幾何学的及び運動学的な制約を満たしつつ非衝突のツール経路を保証し得る改善された工作機械移動計画方法が必要である。時間最適軌道計算を具現化している改善された工作機械プログラミング方法も必要とされる。
【課題を解決するための手段】
【0009】
本開示は、ワークピース面上に直接的に定められるプログラムポイントを使用して、指定切削送り速さで移動する切削開始ウェイポイントに達しつつ、停止することなくエアカットから切削まで移行する時間最適軌道を計算する工作機械に関するマルチセグメント移動計画のプログラミングについての方法を記載する。プログラミング方法はまた、従来は別々のエアカット及び切削コマンドであるものを単一のコマンドに組み合わせて、全てのセグメントについての時間最適軌道を計算する。基本となる時間最適軌道計算は、ウェイポイント形状及び他の制約に基づいて、各セグメントについての初期移動プロファイルを計算し、セグメントをつなぐウェイポイントにおける移動状態は、最短の合計軌道時間を提供するように最適化される。最適化されたウェイポイント状態は、非ゼロ値を有する速度を含む。
【0010】
本開示のシステム及び方法の追加の特徴は、添付図面と併せて、以下の記載及び添付の特許請求の範囲から明らかになるであろう。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
エイブリック株式会社
基準電圧回路
1か月前
株式会社クボタ
作業車
1か月前
ローム株式会社
半導体集積回路
1か月前
株式会社ダイフク
搬送車
1か月前
エイブリック株式会社
ボルテージレギュレータ
1か月前
トヨタ自動車株式会社
ペダル機構
今日
株式会社ダイフク
搬送設備
1日前
トヨタ自動車株式会社
工作機械の制御装置
1か月前
トヨタ自動車株式会社
工作機械の制御装置
1か月前
三菱電機株式会社
自己位置推定装置
10日前
株式会社やまびこ
走行制御装置
1か月前
株式会社ダイフク
物品搬送設備
1か月前
トヨタ自動車株式会社
移動体、及び制御方法
8日前
株式会社タブチ
減圧弁
25日前
株式会社計数技研
移動体、及びプログラム
1日前
WHILL株式会社
電動モビリティ
9日前
株式会社ダイヘン
搬送車
1か月前
株式会社ダイヘン
搬送車
8日前
日本信号株式会社
自走式装置
15日前
株式会社ダイヘン
搬送車
1か月前
株式会社ダイヘン
搬送車
1か月前
株式会社ダイヘン
搬送車
1か月前
株式会社デンソー
診断装置
29日前
井関農機株式会社
作業車両
1か月前
ミツミ電機株式会社
多方向入力装置
1か月前
株式会社アイシン
自律移動体
15日前
ローム株式会社
バイアス回路
1か月前
オルガノ株式会社
運転管理方法及び運転管理装置
1か月前
ミツミ電機株式会社
多方向入力装置
1か月前
株式会社アイシン
自律移動体
15日前
ミツミ電機株式会社
多方向入力装置
1か月前
ミツミ電機株式会社
多方向入力装置
1か月前
FCLコンポーネント株式会社
電源回路および検出装置
25日前
株式会社アイシン
自律移動体
15日前
ミツミ電機株式会社
多方向入力装置
1か月前
株式会社アイシン
自律移動体
15日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ