TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025036103
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2024096698
出願日
2024-06-14
発明の名称
切削工具、切削工具の製造方法及びチップの製造方法
出願人
本田技研工業株式会社
代理人
弁理士法人桐朋
主分類
B23B
51/00 20060101AFI20250306BHJP(工作機械;他に分類されない金属加工)
要約
【課題】取付座にチップを配置した切削工具の生産効率を高める。
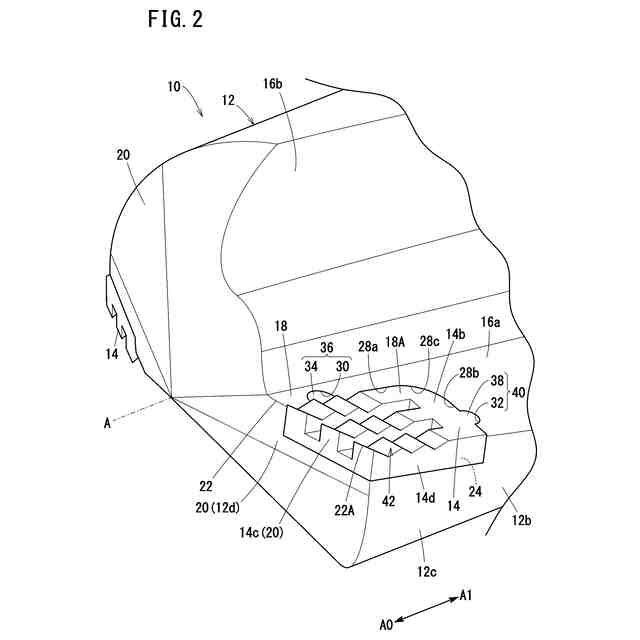
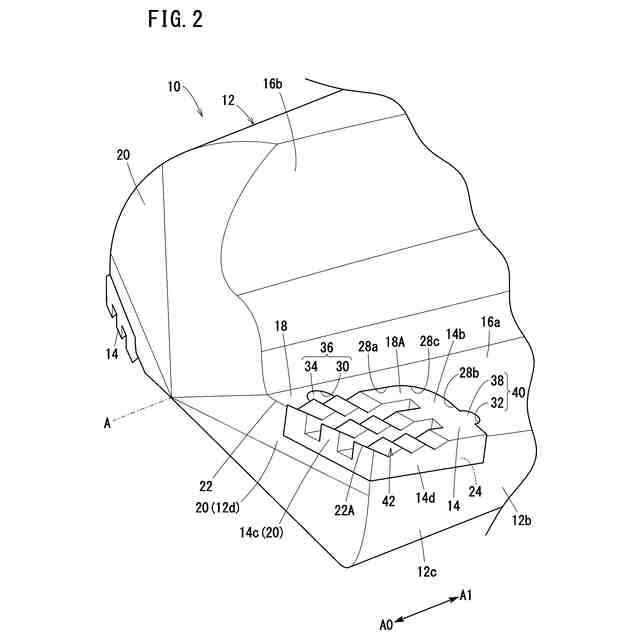
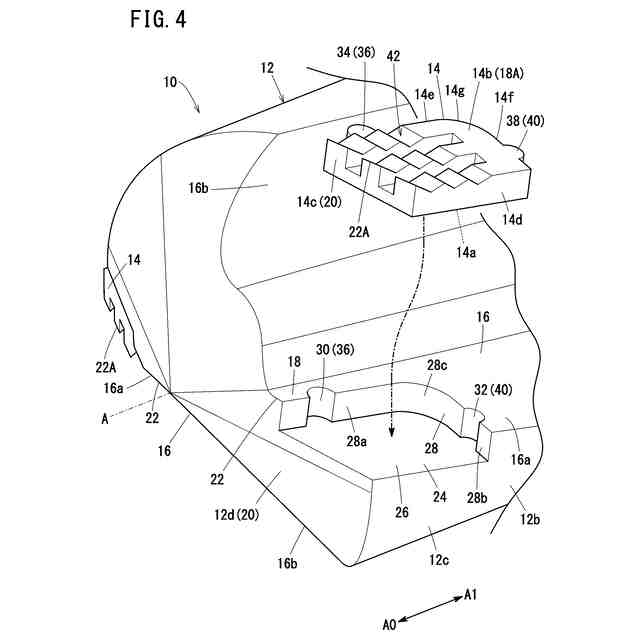
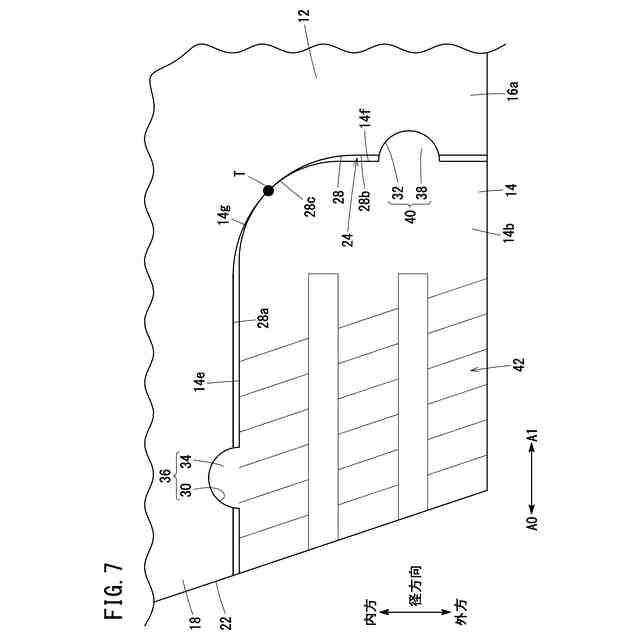
【解決手段】切削工具10は、軸線Aを中心にワークと相対回転する工具本体12と、工具本体12の先端に形成された切刃22と、切刃22に隣接するすくい面18を凹状に切欠いた取付座24と、取付座24に埋め込まれて工具本体12に接合されたチップ14と、チップ14の側面に形成された第1係合部34と、取付座24の段部28に形成され第1係合部34と嵌合する第1係止部30と、を有する第1位置決部36と、第1位置決部36と別の部位のチップ14の側面に形成された第2係合部38と、取付座24の段部28に形成され第2係合部38と嵌合する第2係止部32と、を有する第2位置決部40と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
軸心を中心にワークと相対回転する工具本体と、
前記工具本体の先端に形成された切刃と、
前記切刃のすくい面を凹状に切欠いた取付座と、
前記取付座に配されて前記工具本体に接合されたチップと、
前記チップの側面に形成された第1係合部と、前記取付座の段部に形成され前記第1係合部を係止する第1係止部と、を有する第1位置決部と、
前記第1係合部と別の部位における前記チップの側面に形成された第2係合部と、前記取付座の前記段部に形成され前記第2係合部を係止する第2係止部と、を有する第2位置決部と、を備える、切削工具。
続きを表示(約 1,700 文字)
【請求項2】
請求項1記載の切削工具であって、前記第1位置決部は、前記工具本体に対して前記チップを軸線方向に位置決めし、前記第2位置決部は、前記工具本体に対して前記チップの径方向に位置決めする、切削工具。
【請求項3】
請求項1記載の切削工具であって、前記段部は、
前記切刃と交差する第1直線部と、
前記第1直線部と交差する方向に延びる第2直線部と、
前記第1直線部と前記第2直線部とを曲面で繋ぐ湾曲部と、を有し、
前記第1係止部は前記第1直線部に位置し、前記第2係止部は前記第2直線部に位置する、切削工具。
【請求項4】
請求項3記載の切削工具であって、前記チップは、
前記第1直線部に当接する第1側面と、
前記第2直線部に当接する第2側面と、
前記第1側面と前記第2側面とを曲面で繋ぐコーナー部と、を有し、
前記第1係合部は、前記第1側面に位置し、前記第2係合部は前記第2側面に位置する、切削工具。
【請求項5】
請求項1記載の切削工具であって、前記チップの厚さは前記取付座の高さと同じであり、前記チップのチップ表面は、前記工具本体の前記すくい面と面一である、切削工具。
【請求項6】
請求項1~5のいずれか1項に記載の切削工具であって、前記チップは、切り屑を破砕するブレーカをチップ表面に有する、切削工具。
【請求項7】
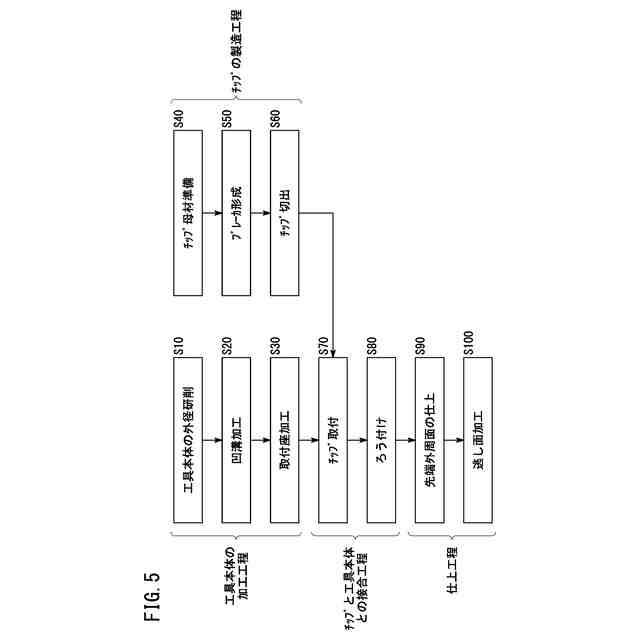
軸心を中心にワークと相対回転する工具本体と、前記工具本体の先端に形成された切刃と、前記切刃のすくい面を凹状に切欠いた取付座と、前記取付座に配されて前記工具本体に接合されたチップと、前記チップの側面に形成された第1係合部と、前記取付座の段部に形成され前記第1係合部を係止する第1係止部と、を有する第1位置決部と、前記第1位置決部と別の部位における前記チップの側面に形成された第2係合部と、前記取付座の前記段部に形成され前記第2係合部を係止する第2係止部と、を有する第2位置決部と、を備える、切削工具の製造方法であって、
前記第1係合部と前記第2係合部とを有する前記チップを用意する工程と、
前記第1係止部と前記第2係止部とを有する前記取付座が形成された前記工具本体を用意する工程と、
前記第1係合部を前記第1係止部により係止させるとともに、前記第2係合部を前記第2係止部により係止させて、前記チップを前記取付座に位置決めする位置決め工程と、
前記取付座に位置決めされた前記チップを前記工具本体にろう付けする接合工程と、を有する、切削工具の製造方法。
【請求項8】
請求項7記載の切削工具の製造方法であって、切り屑を破砕するブレーカを前記チップのすくい面に形成するブレーカ形成工程を有し、前記ブレーカ形成工程は、前記位置決め工程の前に行われる、切削工具の製造方法。
【請求項9】
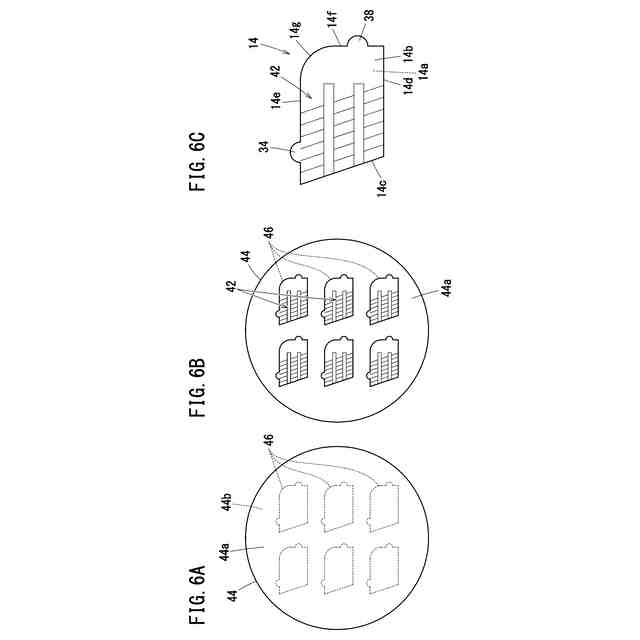
軸心を中心にワークと相対回転する工具本体と、前記工具本体の先端に形成された切刃と、前記切刃のすくい面を凹状に切欠いた取付座と、前記取付座に配されて前記工具本体に接合されたチップと、前記チップの側面に形成された第1係合部と、前記取付座の段部に形成され前記第1係合部を係止する第1係止部と、を有する第1位置決部と、前記第1位置決部と別の部位における前記チップの側面に形成された第2係合部と、前記取付座の前記段部に形成され前記第2係合部を係止する第2係止部と、を有する第2位置決部と、前記チップのチップ表面に形成され切り屑を破砕するブレーカと、を備える、切削工具に使用されるチップの製造方法であって、
前記チップが形成されるチップ形成領域を複数有する薄板状のチップ母材を用意する工程と、
前記チップ母材の前記チップ形成領域の各々に凹凸構造を形成することにより、切り屑を破砕する前記ブレーカを形成するブレーカ形成工程と、
前記ブレーカ形成工程の後に、前記第1係合部及び前記第2係合部を形成しつつ前記チップ形成領域を切り出して前記チップを形成するチップ切出工程と、
を有するチップの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、軸心を中心とするワークとの相対回転でワークを切削する切削工具、切削工具の製造方法及びチップの製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
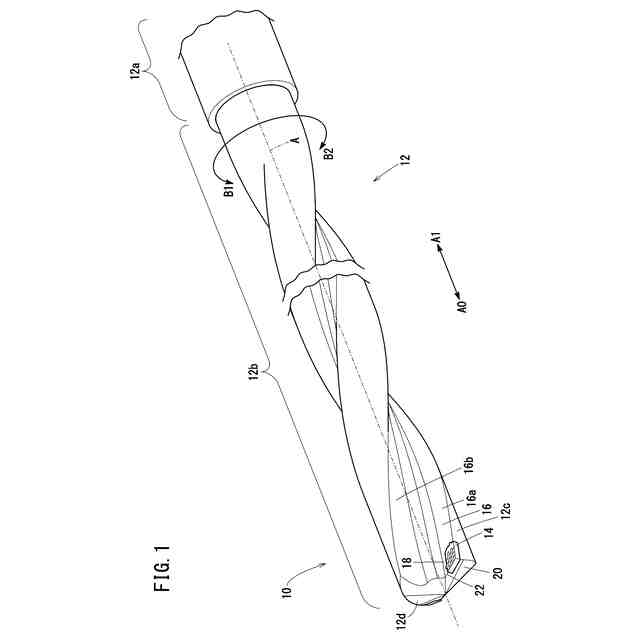
軸心を中心に回転するドリル等の工具において、工具本体の先端に硬質材料で作製されたチップを取り付けた切削工具(付刃工具とも呼ばれる)が知られている。このような切削工具において、切り屑を破断して切り屑の排出性を高めるために、チップのすくい面にブレーカと呼ばれる凹凸構造が設けられる場合もある(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
国際公開第2022/209460号
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の切削工具は、工具本体の先端のすくい面に凹状の取付座を形成し、その取付座にチップを配置してろう付け等の方法で接合して製造されていた。従来の製造方法では、チップと工具本体との間で位置ずれが生じやすい。そのため、ブレーカのような高い位置精度が求められる構造は、工具本体にチップを接合した後に、精密な加工を行うことで形成されていた。しかしながら、このような製造方法は、多くの加工時間を要し、生産効率が悪いという問題がある。
【0005】
本発明は、上記した課題を解決することを目的とする。
【課題を解決するための手段】
【0006】
以下の開示の一観点は、軸心を中心にワークと相対回転する工具本体と、前記工具本体の先端に形成された切刃と、前記切刃のすくい面を凹状に切欠いた取付座と、前記取付座に配されて前記工具本体に接合されたチップと、前記チップの側面に形成された第1係合部と、前記取付座の段部に形成され前記第1係合部を係止する第1係止部と、を有する第1位置決部と、前記第1係合部と別の部位における前記チップの側面に形成された第2係合部と、前記取付座の前記段部に形成され前記第2係合部を係止する第2係止部と、を有する第2位置決部と、を備える、切削工具にある。
【0007】
別の一観点は、軸心を中心にワークと相対回転する工具本体と、前記工具本体の先端に形成された切刃と、前記切刃のすくい面を凹状に切欠いた取付座と、前記取付座に配されて前記工具本体に接合されたチップと、前記チップの側面に形成された第1係合部と、前記取付座の段部に形成され前記第1係合部を係止する第1係止部と、を有する第1位置決部と、前記第1係合部と別の部位における前記チップの側面に形成された第2係合部と、前記取付座の前記段部に形成され前記第2係合部を係止する第2係止部と、を有する第2位置決部と、を備える、切削工具の製造方法であって、前記第1係合部と前記第2係合部とを有する前記チップを用意する工程と、前記第1係止部と前記第2係止部とを有する前記取付座が形成された前記工具本体を用意する工程と、前記第1係合部を前記第1係止部により係止させるとともに、前記第2係合部を前記第2係止部により係止させて、前記チップを前記取付座に位置決めする位置決め工程と、前記取付座に位置決めされた前記チップを前記工具本体にろう付けする接合工程と、を有する、切削工具の製造方法にある。
【0008】
別の一観点は、軸心を中心にワークと相対回転する工具本体と、前記工具本体の先端に形成された切刃と、前記切刃のすくい面を凹状に切欠いた取付座と、前記取付座に配されて前記工具本体に接合されたチップと、前記チップの側面に形成された第1係合部と、前記取付座の段部に形成され前記第1係合部を係止する第1係止部と、を有する第1位置決部と、前記第1係合部と別の部位における前記チップの側面に形成された第2係合部と、前記取付座の前記段部に形成され前記第2係合部を係止する第2係止部と、を有する第2位置決部と、前記チップのチップ表面に形成され切り屑を破砕するブレーカと、を備える、切削工具に使用されるチップの製造方法であって、前記チップが形成されるチップ形成領域を複数有する薄板状のチップ母材を用意する工程と、前記チップ母材の前記チップ形成領域の各々に凹凸構造を形成することにより、切り屑を破砕する前記ブレーカを形成するブレーカ形成工程と、前記ブレーカ形成工程の後に、前記第1係合部及び前記第2係合部を形成しつつ前記チップ形成領域を切り出して前記チップを形成するチップ切出工程と、を有するチップの製造方法にある。
【0009】
上記観点の切削工具、切削工具の製造方法及びチップの製造方法は、工具本体に接合する前のチップに凹凸構造を形成できるため、従来よりも生産効率を高めることができる。
【発明の効果】
【0010】
本開示によれば、工具本体に接合する前のチップに凹凸構造を形成できるため、従来よりも生産効率を高めることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
3日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
27日前
日東精工株式会社
多軸ねじ締め機
1か月前
有限会社 ナプラ
金属粒子
1か月前
株式会社FUJI
工作機械
1か月前
エフ・ピー・ツール株式会社
リーマ
13日前
日進工具株式会社
エンドミル
13日前
株式会社ダイヘン
多層盛り溶接方法
11日前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
25日前
株式会社FUJI
チャック装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
大肯精密株式会社
自動送り穿孔機
25日前
株式会社ダイヘン
溶接装置
24日前
オークマ株式会社
工作機械
1か月前
株式会社不二越
管用テーパタップ
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社不二越
超硬合金製ドリル
9日前
個人
管の切断装置及び管の切断方法
11日前
トヨタ自動車株式会社
レーザ加工機
1か月前
オーエスジー株式会社
ドリル
1か月前
豊田鉄工株式会社
レーザー溶接装置
1か月前
株式会社不二越
スカイビングカッタ
26日前
株式会社不二越
通り穴加工用タップ
17日前
アサダ株式会社
バンドソー装置
1か月前
株式会社プロテリアル
クラッド材の製造方法
1か月前
株式会社アドウェルズ
超音波加工装置
9日前
株式会社マキタ
ジグソー
1か月前
株式会社恵信工業
アプセット溶接方法
1か月前
アサダ株式会社
バンドソー装置
1か月前
トヨタ自動車株式会社
グラフ生成方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ