TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025035409
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023142427
出願日
2023-09-01
発明の名称
アーク溶接方法及びアーク溶接装置
出願人
パナソニックIPマネジメント株式会社
代理人
弁理士法人前田特許事務所
主分類
B23K
9/09 20060101AFI20250306BHJP(工作機械;他に分類されない金属加工)
要約
【課題】アーク溶接に関して、平均電流を変更することなく、溶込み深さを調整する。
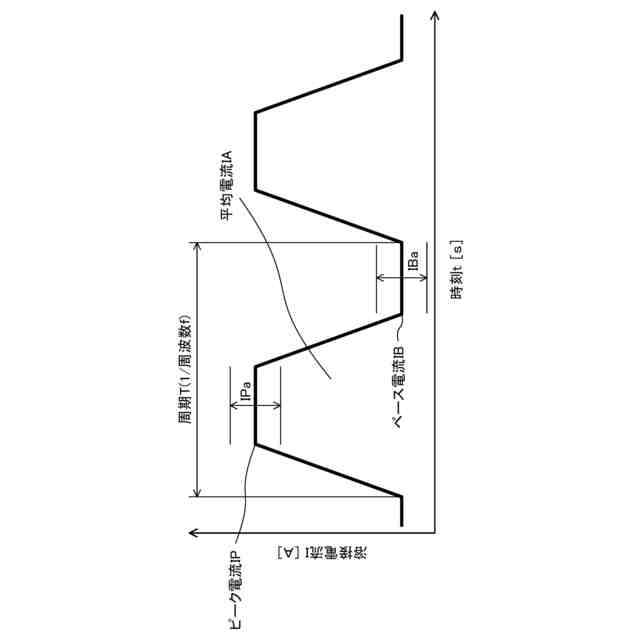
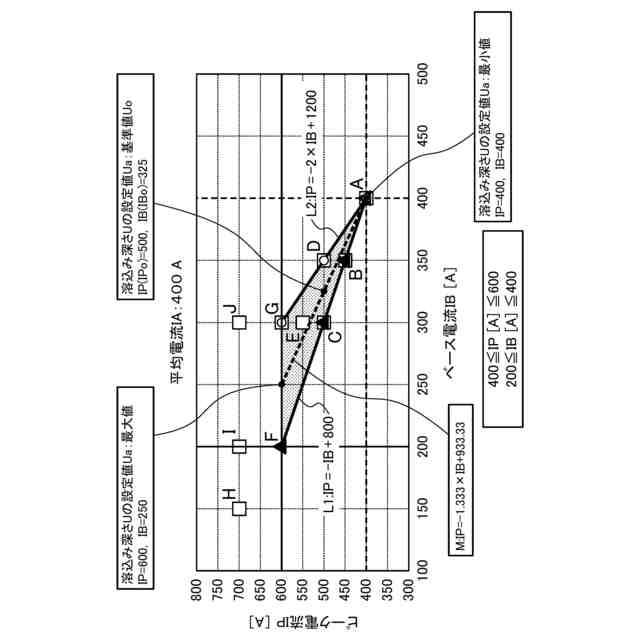
【課題を解決するための手段】アーク溶接方法は、ワークWと溶接ワイヤ13との間に溶接電流Iを供給してアークAを発生させて溶接を行う。溶接電流Iは、ベース電流IBとピーク電流IPとが周期的に交互に繰り返されるパルス波で構成される。溶接電流Iにおける1周期Tあたりの平均電流IAを一定に保ちながら、ピーク電流IPがベース電流IBの関数となるベース-ピーク関数に従ってベース電流IB及びピーク電流IPを変化させる。
【選択図】図5
特許請求の範囲
【請求項1】
被溶接物と電極との間に溶接電流を供給してアークを発生させて溶接を行うアーク溶接方法であって、
前記溶接電流は、ベース電流とピーク電流とが周期的に交互に繰り返されるパルス波で構成されており、
前記溶接電流における1周期あたりの平均電流を一定に保ちながら、前記ベース電流及び前記ピーク電流のうちの一方が他方の関数となるベース-ピーク関数に従って、前記ベース電流及び前記ピーク電流を変化させる、アーク溶接方法。
続きを表示(約 810 文字)
【請求項2】
前記ベース-ピーク関数は、前記ベース電流と前記ピーク電流とが負の相関を持つように、構成されている、請求項1に記載のアーク溶接方法。
【請求項3】
前記被溶接物に対する溶込み深さの設定値に応じて、前記ベース電流及び前記ピーク電流を前記ベース-ピーク関数に従って変化させる、請求項1又は2に記載のアーク溶接方法。
【請求項4】
前記溶込み深さの設定値が小さいとき、前記ベース電流を増大させ且つ前記ピーク電流を低減させ、
前記溶込み深さの設定値が大きいとき、前記ベース電流を低減させ且つ前記ピーク電流を増大させる、請求項3に記載のアーク溶接方法。
【請求項5】
前記溶込み深さの設定値は、前記溶込み深さの増減値で表されており、前記溶込み深さの増減値に応じて、前記ベース電流の増減値及び前記ピーク電流の増減値を決定する、請求項3又は4に記載のアーク溶接方法。
【請求項6】
直交座標系の一方の軸に前記ベース電流とり且つ前記直交座標系の他方の軸に前記ピーク電流をとり、
前記ベース-ピーク関数は、前記直交座標系において、直線で表される、請求項1又は2記載のアーク溶接方法。
【請求項7】
前記電極の移動速度は、一定である、請求項1又は2に記載のアーク溶接方法。
【請求項8】
被溶接物と電極との間に溶接電流を供給してアークを発生させて溶接を行うアーク溶接装置であって、
前記溶接電流は、ベース電流とピーク電流とが周期的に交互に繰り返されるパルス波で構成されており、
前記溶接電流における1周期あたりの平均電流を一定に保ちながら、前記ベース電流及び前記ピーク電流のうちの一方が他方の関数となるベース-ピーク関数に従って、前記ベース電流及び前記ピーク電流を変化させる、アーク溶接装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、アーク溶接方法及びアーク溶接装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1に示すように、アーク溶接では、一般に、被溶接物と電極との間に溶接電流を供給してアークを発生させて、溶接を行う。溶接電流は、ベース電流とピーク電流とが周期的に交互に繰り返されるパルス波で構成されている。
【0003】
アーク溶接において被溶接物に対する溶込み深さを調整したい場合、通常、溶接電流における1周期あたりの平均電流(設定電流)を増減して、被溶接物に対する入熱量を変化させていた。
【先行技術文献】
【特許文献】
【0004】
特開2003-019564号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、溶込み深さを調整するために、平均電流を増減しようとすると、アーク溶接装置における設定電流や設定電圧を変更する必要があるので、煩わしい。また、設定電流や設定電圧を変更することで入熱量も変化するため、特にこれらの条件を高めに調整した場合には、ワーク(被溶接物)のひずみなどに影響することになる。
【0006】
本開示は斯かる点に鑑みてなされたものであり、その目的とするところは、アーク溶接に関して、平均電流を変更することなく、溶込み深さを調整することにある。
【課題を解決するための手段】
【0007】
本開示に係るアーク溶接方法は、被溶接物と電極との間に溶接電流を供給してアークを発生させて溶接を行うアーク溶接方法であって、前記溶接電流は、ベース電流とピーク電流とが周期的に交互に繰り返されるパルス波で構成されており、前記溶接電流における1周期あたりの平均電流を一定に保ちながら、前記ベース電流及び前記ピーク電流のうちの一方が他方の関数となるベース-ピーク関数に従って、前記ベース電流及び前記ピーク電流を変化させる、
本開示に係るアーク溶接装置は、被溶接物と電極との間に溶接電流を供給してアークを発生させて溶接を行うアーク溶接装置であって、前記溶接電流は、ベース電流とピーク電流が周期的に交互に繰り返されるパルス波で構成されており、前記溶接電流における1周期あたりの平均電流を一定に保ちながら、前記ベース電流及び前記ピーク電流のうちの一方が他方の関数となるベース-ピーク関数に従って、前記ベース電流及び前記ピーク電流を変化させる。
【発明の効果】
【0008】
本開示によれば、アーク溶接に関して、平均電流を変更することなく、溶込み深さを調整することができる。
【図面の簡単な説明】
【0009】
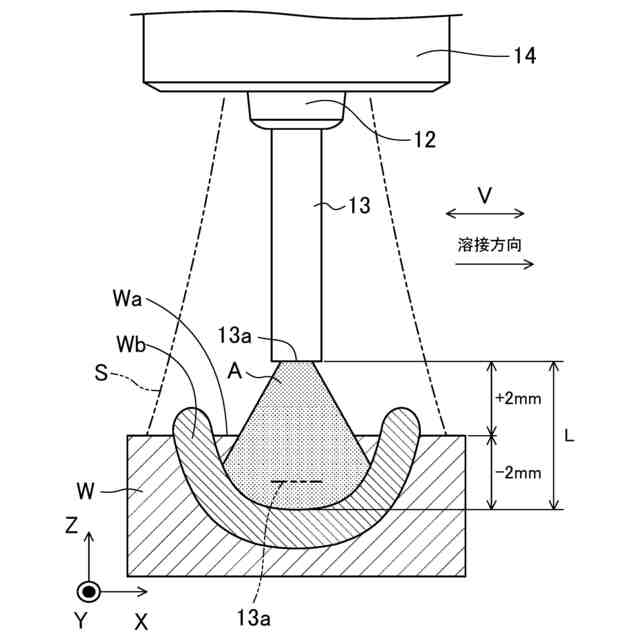
図1は、アーク溶接装置を示す。
図2は、アーク長を示す。
図3は、溶込み深さを示す。
図4は、溶接電流の時間変化を示す。
図5は、第1実施例におけるベース-ピーク関数を示す。
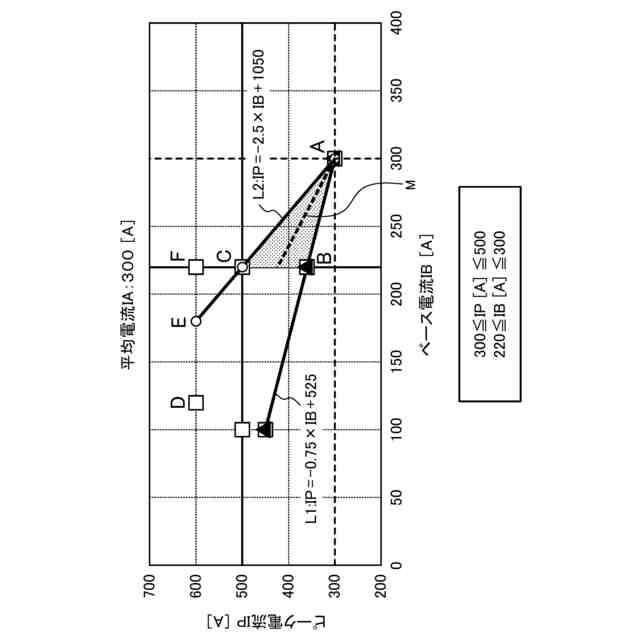
図6は、第2実施例を示す。
図7は、第3実施例を示す。
図8は、溶込み深さを調整するときのフローチャートを示す。
【発明を実施するための形態】
【0010】
以下、本開示の実施形態を図面に基づいて詳細に説明する。以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本開示、その適用物あるいはその用途を制限することを意図するものでは全くない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1日前
株式会社不二越
ドリル
25日前
日東精工株式会社
ねじ締め機
29日前
日東精工株式会社
ねじ締め装置
1か月前
有限会社 ナプラ
金属粒子
1か月前
日東精工株式会社
多軸ねじ締め機
29日前
株式会社FUJI
工作機械
1か月前
エフ・ピー・ツール株式会社
リーマ
11日前
株式会社ダイヘン
多層盛り溶接方法
9日前
日進工具株式会社
エンドミル
11日前
トヨタ自動車株式会社
接合方法
23日前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
チャック装置
1か月前
株式会社コスメック
クランプ装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
29日前
株式会社プロテリアル
金属箔の溶接方法
29日前
株式会社コスメック
クランプ装置
1か月前
オークマ株式会社
工作機械
1か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
大肯精密株式会社
自動送り穿孔機
23日前
株式会社ダイヘン
溶接装置
22日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社不二越
管用テーパタップ
1か月前
オークマ株式会社
工作機械
2か月前
株式会社不二越
超硬合金製ドリル
7日前
株式会社不二越
スカイビングカッタ
24日前
個人
管の切断装置及び管の切断方法
9日前
スター精密株式会社
工作機械
1か月前
株式会社不二越
通り穴加工用タップ
15日前
豊田鉄工株式会社
レーザー溶接装置
1か月前
トヨタ自動車株式会社
レーザ加工機
1か月前
オーエスジー株式会社
ドリル
1か月前
トヨタ自動車株式会社
グラフ生成方法
1か月前
宮川工機株式会社
プレカット加工装置
1か月前
アサダ株式会社
バンドソー装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































